Rozumiem wszystkie racje ale jednak :
Maszyną dalej mozna sterowac za pomocą gkoda. Zakupiony zostal od B&R interfejs CNC do sterowania Gkodami. Na pulpicie mozna wlaczyc nasz interfejs lub CNC od B&R. To dla wykonywania bardziej skomplikowanych operacji
Natomiast do zwyklego wiercenia uwazam ze duzo szybszy jest nasz interface.
1) Jednak :
Kod:
G0 X3.00 Y4.00 Z10 F6000
G1 Z-10 F800
G0 Z10
Jest duzo dluzszy niz np:
50 60 10
2) Przy czym nie chodzi tylko o ilość wpisywanych cyfr ale o "szybkość" ich wpisywania. Zamierzamy uzywac wielu rodzajow wiertel:
- HSS-y
- węgliki z koncowkami wlutowanymi
- węgliki z koncowkami dokręcanymi
- węgliki z plytkami
Być może dojdzie jeszcze węglik monolityczny.
Oszywiscie wszystkie te typy wiertel maja inne parametry skrawania.
Do tego nie wiem jeszcze z jakiego producenta wiertel bedziemy korzystac. Natomiast taka roznorodność oznacza dla operatora konieczność wyszukiwania w tabelach odpowiednich obrotów i posuwów kazdorazowo dla danej średnicy otworu i dla danego rodzaju wiertla. Samo to szukanie zajmie trochę czasu. Chcąc tego uniknąć przogotowaliśmy tabele z ktorych te dane pobierane są automatycznie.
3) Przy osi Z tez nie jest tak latwo bo operator musi sam wyliczyc do jakiego wymiaru jechac na szybkim posuwie i pożniej na posuwie roboczym. To takze dzieje się automatycznie.
4) Przy wymianie narzędzi sytuacja w przypadku Gkodow takze sie komplikuje. Tutaj jest to automatyczne.
Program w gkodzie dla np 50 otworow o roznych srednicach i wymianie narzedzi nie wyglada juz tak prosto. Tutaj dane dla X i Y mozna ściągnąć np z Excela.
5) U nas w zakladzie nie ma nawet jednego pracownika ktory zna sie na Gkodach wiec bylby jakis tam problem. A teraz moge postawic kazdego wiertacza po 15 min przeszkoleniu.
Ogolnie uwazam ze Gkody sa niezastapione dla tokarek, frezarek, grawerek etc natomiast przy wierceniu mozna pokusic sie o cos szybszego.
[ Dodano: 2013-02-28, 21:59 ]
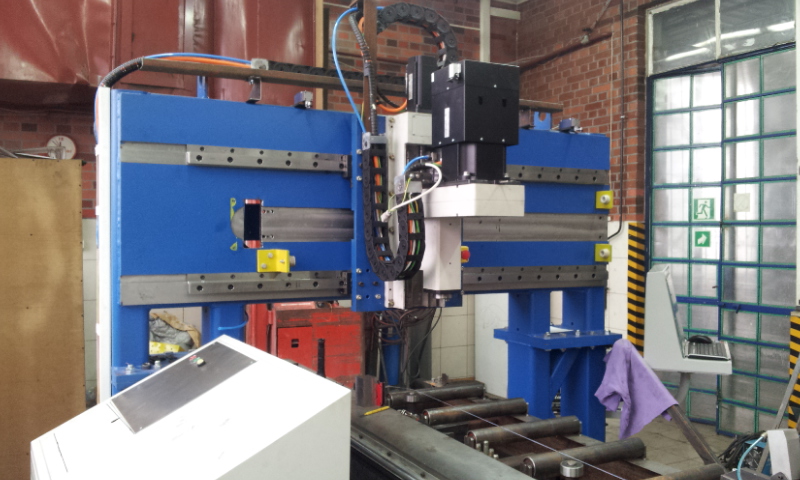
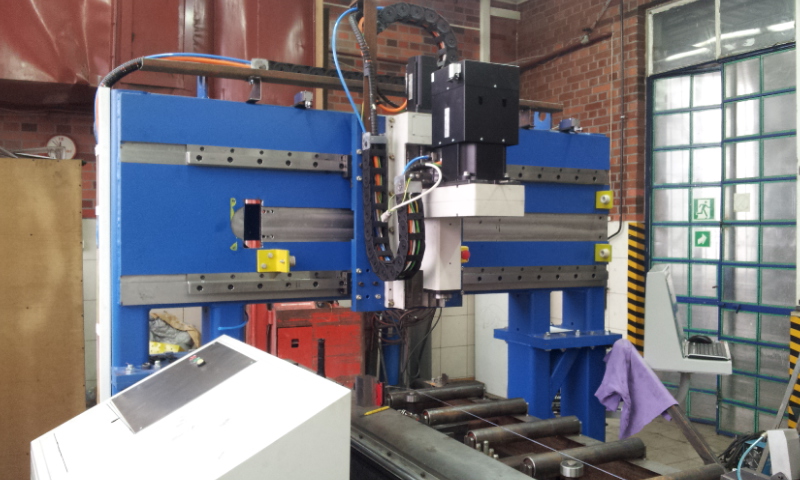
gaspar pisze:Widzę, że całkiem ciekawy kolos został wybudowany "za ścianą"

Czyżby to u nas w Szczecinie pracowało?
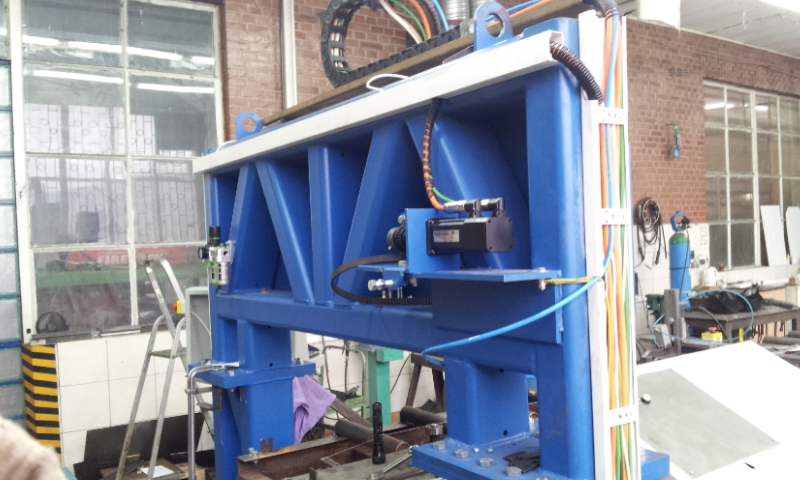
Mnie bardziej zastanawia co za serwa i serwopacki tu wsadziłeś?
Maszyna stoi i bedzie pracowala przy ulicy Pomorskiej.
Serwa to:
- X 2,3 Nm, 6000 RPM i przekladnia planetarna 1:50
- Y 2,3 Nm, 6000 RPM i przekladnia na pasku 1:3
- Z 6 Nm 3000 RPM
- wrzeciono 41,6 Nm i nominalnie 3000RPM ale przy zastosowanym serwowzmacniaczu AcoposMulti to może kręcić nawet do 5200 RPM. Przelozenie 1:1.