W Hassach VF maszyna zerując się jedzie wrzecionem w górę a potem w prawy dalszy róg stołu. Wobec czego wszystkie współrzędne maszynowe są wartościami ujemnymi, z pewnym haczykiem. Wykorzystując komendę G53 G00 Z0 maszyna dojeżdża w zecie w punkt wymiany narzędzia, który jest ustawiony jako maszynowe zero dla tej osi. Ale jak się przyjrzysz to ręcznie możesz podjechać w górę jeszcze o parę centymetrów, przyjmijmy że o 72mm. Krańcówkę bazowania zamontowaną w pozycji maszynowej Z100. Po bazowaniu maszyna ustawia softlimit, nie pozwalający podjechać bliżej czujników krańcowych. Natomiast sam sterownik zrobiony jest tak, że jeśli oś Z się zbazuje to maszyna wie że odległość czujnika bazowania od punktu maszynowego zero wynosi 100mm i o taką wartość przesuwa wrzeciono aby narzędzie mogło być wymienione. Więc każde położeni wrzeciona powyżej płaszczyzny wymiany jest znajduje się w zakresie dodatnim położenia Z a każde położenie wrzeciona Z poniżej tej płaszczyzny - w ujemnym zakresie. Krańcówki mają w zamyśle służyć zabezpieczeniu przed błędem sterownika, bo softlimity nie pozwolą na wykonanie programu poza przeznaczonym obszarem.
W ploterze na GRBL, który składałem, chciałem ustawić tak, by osie X i Y bazowały się analogicznie jak w haasach (z mojego przyzwyczajenia, dla klienta nie ma to żadnego znaczenia) - czyli że obszar roboczy we współrzędnych maszynowych jest w zakresie ujemnym w każdej z osi. Miałem z tym jakiś problem i podmieniłem kierunek bazowania na przeciwny, więc cały obszar roboczy znajdował się w maszynowych X+ i Y+. Ale ustawione było tak, że po zbazowaniu maszyna odjeżdżała na w każdej osi, tam ustawiała nowe zero maszynowe i zerowała softlimity. Wobec czego można by powiedzieć że moje krańcówki znajdowały się poza zakresem roboczym (maszyna tam nie mogła wjechać jeśli nie wystąpił jakiś błąd) w położeniach X-20. i Y-20.
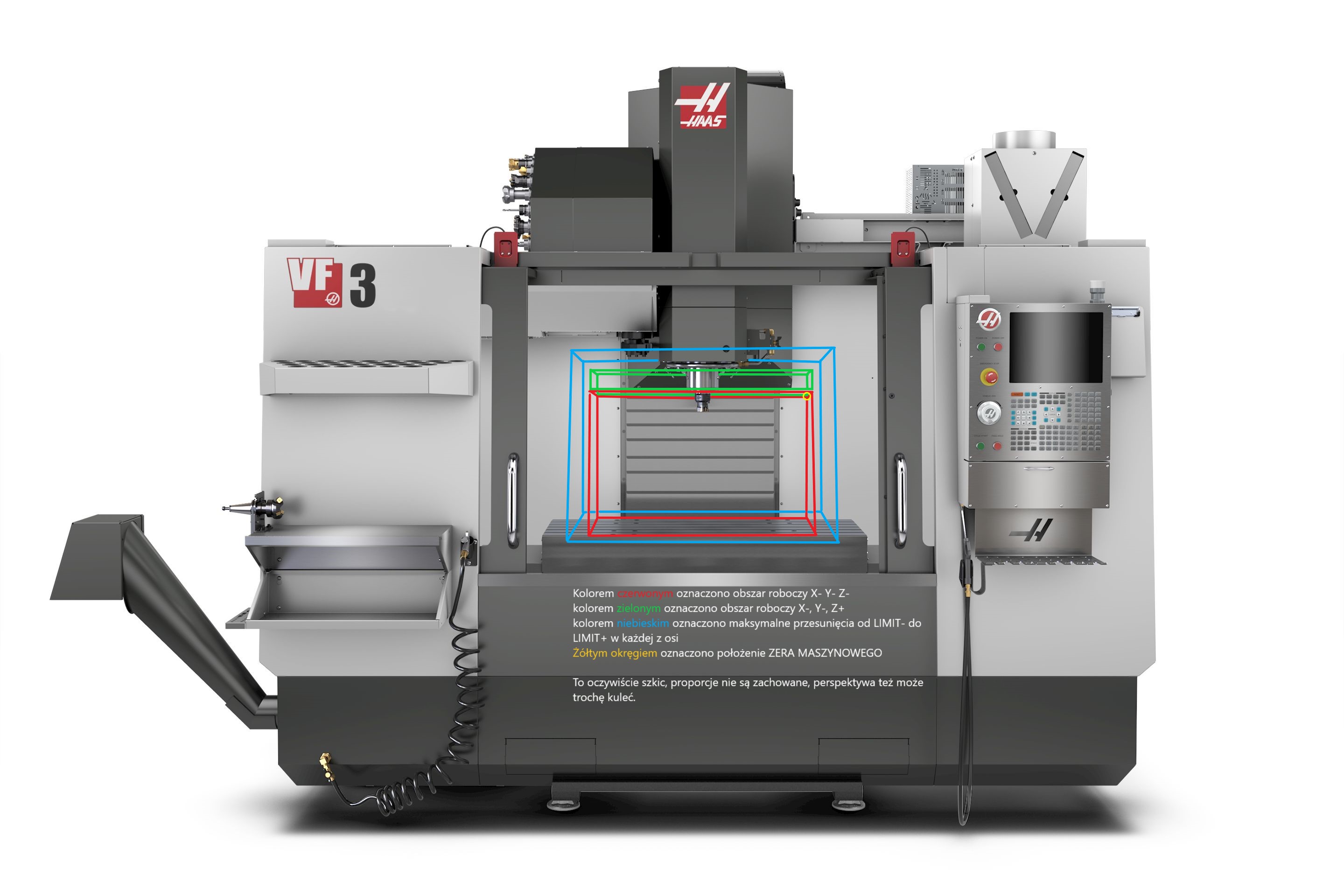
Nie śmiać się z mojej twórczości. szkicowniczej.