



Normalne, nie szukaj przyczyn, masz żle generowane kody z Cama i nic nie zrobisz aż się nauczysz.satanistik pisze: ↑27 kwie 2024, 15:45Ciekawe tylko że koło wykonane funkcją jazdy po łuku było ok a z programu już nie.
Znaleziono 368 wyników
Wróć do „Elektrodrążarka drutowa na LinuxCNC”
- 27 kwie 2024, 15:59
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
- 27 kwie 2024, 11:18
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
Nie może mieć wpływu, jak ma to coś jest sp....satanistik pisze: ↑27 kwie 2024, 10:22jak odłączyliśmy korekcjię posuwu w funkcji napięcia to testowo koło wyszło ok.
- 27 kwie 2024, 09:32
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
Puść ten:
Kod: Zaznacz cały
%
(1001)
(T1 D=0.18 CR=0.09 - ZMIN=0. - FREZ KULISTY)
N10 G94 G17 G91.1
N15 G21
(KONTUR 2D1)
N20 M9
N25 S5000 M3
N30 M8
N40 G90 G0 X-0.09 Y0.
N45 G0
N55 G1
N65 X-0.083 Y0.034
N70 X-0.064 Y0.064
N75 X-0.034 Y0.083
N80 X0. Y0.09
N85 X13.
N90 X13.032 Y0.084
N95 X13.059 Y0.068
N100 X13.079 Y0.043
N105 X13.089 Y0.013
N110 X14.089 Y-7.08
N115 X14.087 Y-7.117
N120 X14.069 Y-7.15
N125 X13.906 Y-7.36
N130 X13.755 Y-7.578
N135 X13.617 Y-7.806
N140 X13.493 Y-8.041
N145 X13.384 Y-8.283
N150 X13.289 Y-8.531
N155 X13.209 Y-8.784
N160 X13.144 Y-9.042
N165 X13.095 Y-9.303
N170 X13.061 Y-9.567
N175 X13.043 Y-9.832
N180 X13.041 Y-10.098
N185 X13.055 Y-10.363
N190 X13.084 Y-10.627
N195 X13.129 Y-10.889
N200 X13.19 Y-11.148
N205 X13.266 Y-11.402
N210 X13.357 Y-11.652
N215 X13.463 Y-11.896
N220 X13.583 Y-12.133
N225 X13.717 Y-12.362
N230 X13.864 Y-12.583
N235 X14.025 Y-12.795
N240 X14.197 Y-12.997
N245 X14.382 Y-13.189
N250 X14.577 Y-13.369
N255 X14.783 Y-13.537
N260 X14.998 Y-13.692
N265 X15.223 Y-13.835
N270 X15.455 Y-13.964
N275 X15.695 Y-14.078
N280 X15.941 Y-14.179
N285 X16.192 Y-14.264
N290 X16.449 Y-14.334
N295 X16.709 Y-14.389
N300 X16.971 Y-14.429
N305 X17.236 Y-14.452
N310 X17.502 Y-14.46
N315 X17.767 Y-14.452
N320 X18.032 Y-14.428
N325 X18.295 Y-14.389
N330 X18.555 Y-14.333
N335 X18.811 Y-14.263
N340 X19.062 Y-14.177
N345 X19.308 Y-14.077
N350 X19.548 Y-13.962
N355 X19.78 Y-13.833
N360 X20.005 Y-13.69
N365 X20.22 Y-13.535
N370 X20.426 Y-13.366
N375 X20.621 Y-13.186
N380 X20.805 Y-12.995
N385 X20.978 Y-12.793
N390 X21.138 Y-12.581
N395 X21.285 Y-12.359
N400 X21.419 Y-12.13
N405 X21.539 Y-11.893
N410 X21.644 Y-11.649
N415 X21.735 Y-11.399
N420 X21.811 Y-11.144
N425 X21.871 Y-10.886
N430 X21.916 Y-10.624
N435 X21.945 Y-10.36
N440 X21.959 Y-10.094
N445 X21.957 Y-9.828
N450 X21.939 Y-9.563
N455 X21.905 Y-9.3
N460 X21.855 Y-9.039
N465 X21.79 Y-8.781
N470 X21.71 Y-8.528
N475 X21.615 Y-8.28
N480 X21.505 Y-8.038
N485 X21.381 Y-7.803
N490 X21.243 Y-7.575
N495 X21.092 Y-7.357
N500 X20.929 Y-7.148
N505 X20.753 Y-6.948
N510 X20.565 Y-6.76
N515 X20.367 Y-6.583
N520 X20.158 Y-6.419
N525 X19.94 Y-6.267
N530 X19.713 Y-6.128
N535 X19.479 Y-6.003
N540 X19.237 Y-5.892
N545 X19.212 Y-5.876
N550 X19.193 Y-5.851
N555 X19.183 Y-5.822
N560 X18.364 Y-0.013
N565 X18.365 Y0.018
N570 X18.376 Y0.047
N575 X18.397 Y0.07
N580 X18.423 Y0.085
N585 X18.453 Y0.09
N590 X20.88
N595 X20.915 Y0.083
N600 X20.945 Y0.062
N605 X20.964 Y0.031
N610 X20.97 Y-0.005
N615 X20.969 Y-0.012
N620 X24.161 Y-1.393
N625 X24.182 Y-1.406
N630 X24.199 Y-1.424
N635 X24.521 Y-1.872
N640 X24.849 Y-2.315
N645 X24.861 Y-2.337
N650 X24.867 Y-2.361
N655 X25.206 Y-5.822
N660 X28.575 Y-6.687
N665 X28.597 Y-6.696
N670 X28.617 Y-6.711
N675 X29.005 Y-7.103
N680 X29.399 Y-7.49
N685 X29.414 Y-7.509
N690 X29.423 Y-7.532
N695 X30.3 Y-10.898
N700 X33.762 Y-11.225
N705 X33.786 Y-11.231
N710 X33.807 Y-11.243
N715 X34.252 Y-11.569
N720 X34.701 Y-11.89
N725 X34.719 Y-11.906
N730 X34.732 Y-11.927
N735 X36.124 Y-15.114
N740 X39.596 Y-14.896
N745 X39.62 Y-14.898
N750 X39.643 Y-14.906
N755 X40.134 Y-15.159
N760 X40.627 Y-15.405
N765 X40.647 Y-15.419
N770 X40.663 Y-15.438
N775 X42.537 Y-18.368
N780 X45.932 Y-17.609
N785 X45.956 Y-17.607
N790 X45.98 Y-17.612
N795 X46.504 Y-17.785
N800 X47.03 Y-17.951
N805 X47.052 Y-17.961
N810 X47.071 Y-17.977
N815 X49.38 Y-20.578
N820 X52.614 Y-19.298
N825 X52.638 Y-19.292
N830 X52.662 Y-19.293
N835 X53.207 Y-19.381
N840 X53.752 Y-19.463
N845 X53.776 Y-19.47
N850 X53.797 Y-19.483
N855 X56.484 Y-21.69
N860 X59.478 Y-19.92
N865 X59.501 Y-19.91
N870 X59.525 Y-19.907
N875 X60.077 Y-19.91
N880 X60.628 Y-19.906
N885 X60.653 Y-19.908
N890 X60.675 Y-19.918
N895 X63.675 Y-21.678
N900 X66.355 Y-19.461
N905 X66.376 Y-19.448
N910 X66.399 Y-19.441
N915 X66.945 Y-19.357
N920 X67.489 Y-19.267
N925 X67.513 Y-19.266
N930 X67.537 Y-19.272
N935 X70.775 Y-20.541
N940 X73.076 Y-17.932
N945 X73.094 Y-17.916
N950 X73.116 Y-17.905
N955 X73.642 Y-17.737
N960 X74.165 Y-17.562
N965 X74.189 Y-17.558
N970 X74.214 Y-17.56
N975 X77.611 Y-18.307
N980 X79.474 Y-15.37
N985 X79.49 Y-15.351
N990 X79.51 Y-15.337
N995 X80.003 Y-15.089
N1000 X80.493 Y-14.835
N1005 X80.516 Y-14.826
N1010 X80.54 Y-14.825
N1015 X84.012 Y-15.031
N1020 X85.393 Y-11.839
N1025 X85.406 Y-11.818
N1030 X85.424 Y-11.801
N1035 X85.872 Y-11.479
N1040 X86.315 Y-11.151
N1045 X86.337 Y-11.139
N1050 X86.361 Y-11.133
N1055 X89.822 Y-10.794
N1060 X90.687 Y-7.425
N1065 X90.696 Y-7.403
N1070 X90.711 Y-7.383
N1075 X91.103 Y-6.995
N1080 X91.49 Y-6.602
N1085 X91.51 Y-6.586
N1090 X91.532 Y-6.577
N1095 X94.898 Y-5.7
N1100 X95.225 Y-2.238
N1105 X95.231 Y-2.214
N1110 X95.243 Y-2.193
N1115 X95.569 Y-1.748
N1120 X95.89 Y-1.299
N1125 X95.906 Y-1.281
N1130 X95.927 Y-1.268
N1135 X99.018 Y0.082
N1140 X99.054 Y0.09
N1145 X101.547
N1150 X101.577 Y0.085
N1155 X101.604 Y0.07
N1160 X101.624 Y0.047
N1165 X101.635 Y0.018
N1170 X101.636 Y-0.013
N1175 X100.817 Y-5.822
N1180 X100.808 Y-5.851
N1185 X100.789 Y-5.876
N1190 X100.763 Y-5.892
N1195 X100.522 Y-6.003
N1200 X100.287 Y-6.128
N1205 X100.06 Y-6.267
N1210 X99.842 Y-6.419
N1215 X99.634 Y-6.583
N1220 X99.435 Y-6.76
N1225 X99.248 Y-6.948
N1230 X99.072 Y-7.147
N1235 X98.908 Y-7.357
N1240 X98.757 Y-7.575
N1245 X98.619 Y-7.802
N1250 X98.495 Y-8.037
N1255 X98.385 Y-8.279
N1260 X98.29 Y-8.528
N1265 X98.21 Y-8.781
N1270 X98.145 Y-9.039
N1275 X98.096 Y-9.3
N1280 X98.062 Y-9.563
N1285 X98.044 Y-9.828
N1290 X98.041 Y-10.094
N1295 X98.055 Y-10.359
N1300 X98.084 Y-10.623
N1305 X98.129 Y-10.885
N1310 X98.189 Y-11.144
N1315 X98.265 Y-11.399
N1320 X98.356 Y-11.649
N1325 X98.462 Y-11.892
N1330 X98.581 Y-12.13
N1335 X98.715 Y-12.359
N1340 X98.862 Y-12.58
N1345 X99.023 Y-12.792
N1350 X99.195 Y-12.995
N1355 X99.379 Y-13.186
N1360 X99.575 Y-13.366
N1365 X99.78 Y-13.535
N1370 X99.996 Y-13.69
N1375 X100.22 Y-13.833
N1380 X100.452 Y-13.962
N1385 X100.692 Y-14.077
N1390 X100.938 Y-14.177
N1395 X101.189 Y-14.263
N1400 X101.445 Y-14.333
N1405 X101.705 Y-14.389
N1410 X101.968 Y-14.428
N1415 X102.233 Y-14.452
N1420 X102.498 Y-14.46
N1425 X102.764 Y-14.452
N1430 X103.029 Y-14.429
N1435 X103.291 Y-14.389
N1440 X103.551 Y-14.334
N1445 X103.808 Y-14.264
N1450 X104.059 Y-14.179
N1455 X104.305 Y-14.078
N1460 X104.545 Y-13.964
N1465 X104.777 Y-13.835
N1470 X105.002 Y-13.692
N1475 X105.217 Y-13.537
N1480 X105.423 Y-13.369
N1485 X105.618 Y-13.189
N1490 X105.803 Y-12.997
N1495 X105.975 Y-12.795
N1500 X106.136 Y-12.583
N1505 X106.283 Y-12.362
N1510 X106.417 Y-12.133
N1515 X106.537 Y-11.896
N1520 X106.643 Y-11.652
N1525 X106.734 Y-11.402
N1530 X106.81 Y-11.148
N1535 X106.871 Y-10.889
N1540 X106.916 Y-10.627
N1545 X106.945 Y-10.363
N1550 X106.959 Y-10.098
N1555 X106.957 Y-9.832
N1560 X106.939 Y-9.567
N1565 X106.905 Y-9.303
N1570 X106.856 Y-9.042
N1575 X106.791 Y-8.784
N1580 X106.711 Y-8.531
N1585 X106.616 Y-8.283
N1590 X106.507 Y-8.041
N1595 X106.383 Y-7.806
N1600 X106.245 Y-7.578
N1605 X106.094 Y-7.36
N1610 X105.931 Y-7.15
N1615 X105.913 Y-7.117
N1620 X105.911 Y-7.08
N1625 X106.911 Y0.013
N1630 X106.921 Y0.043
N1635 X106.941 Y0.068
N1640 X106.968 Y0.084
N1645 X107. Y0.09
N1650 X120.
N1655 X120.034 Y0.083
N1660 X120.064 Y0.064
N1665 X120.083 Y0.034
N1670 X120.09 Y0.
N1675 Y-50.
N1680 X120.083 Y-50.034
N1685 X120.064 Y-50.064
N1690 X120.034 Y-50.083
N1695 X120. Y-50.09
N1700 X0.
N1705 X-0.034 Y-50.083
N1710 X-0.064 Y-50.064
N1715 X-0.083 Y-50.034
N1720 X-0.09 Y-50.
N1725 Y0.
N1730 G0
N1740 M9
N1745 M30
%
- 27 kwie 2024, 08:47
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
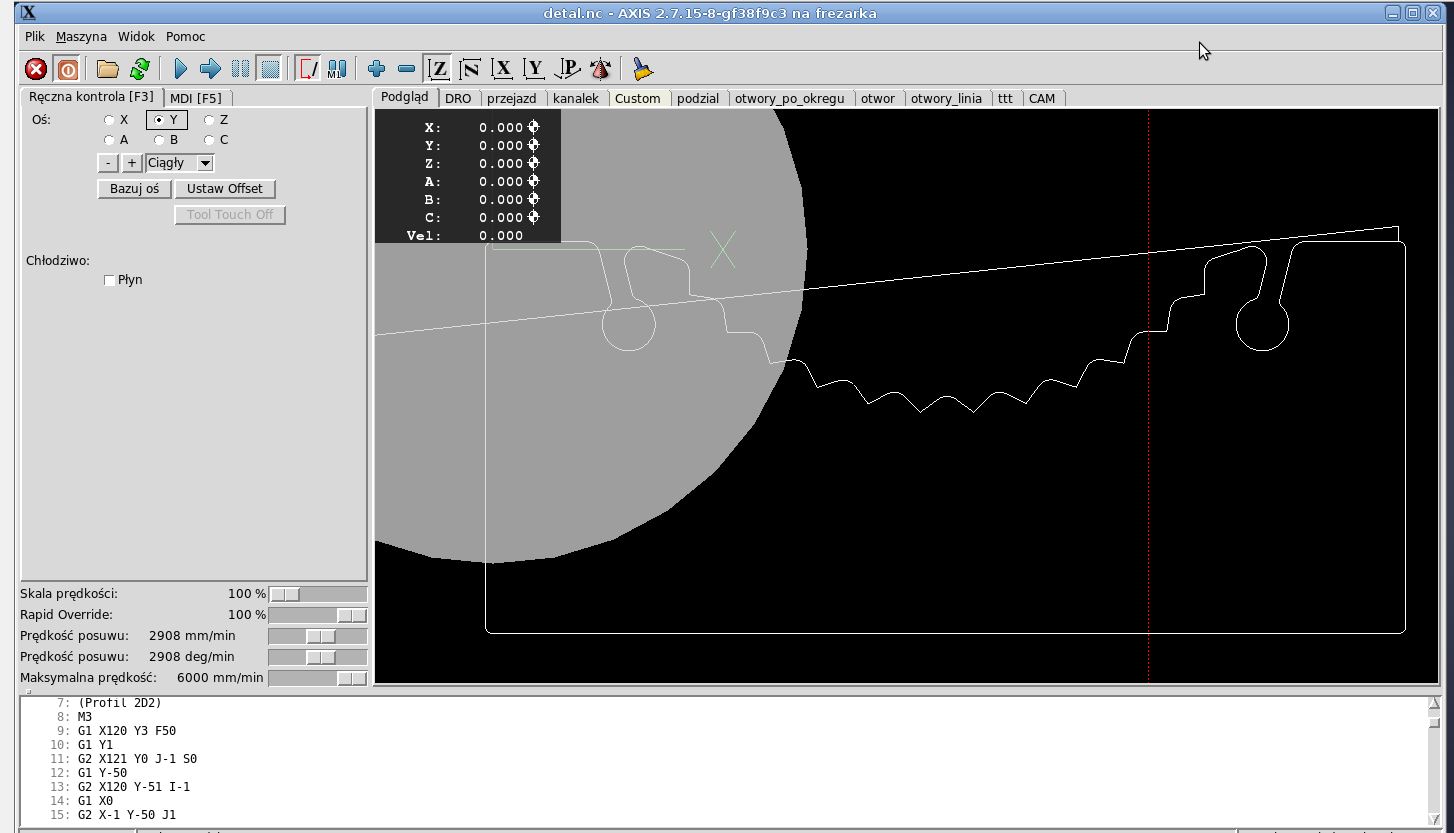
Może zacznij od podstawsatanistik pisze: ↑27 kwie 2024, 08:36Program zaczyna się od x0 a kończy x120 A detal ma 116. przyjechał 120
Przy drucie 0.18 program powinien się zaczynać x-0.09 a kończyć na x120.09
- 26 kwie 2024, 19:49
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
Raczej PP do du**. Jak to laser to pewnie przekłamuje o średnicę dyszy.
Wygeneruj normalny na frezarkę z frezem 0.18
- 25 kwie 2024, 20:35
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
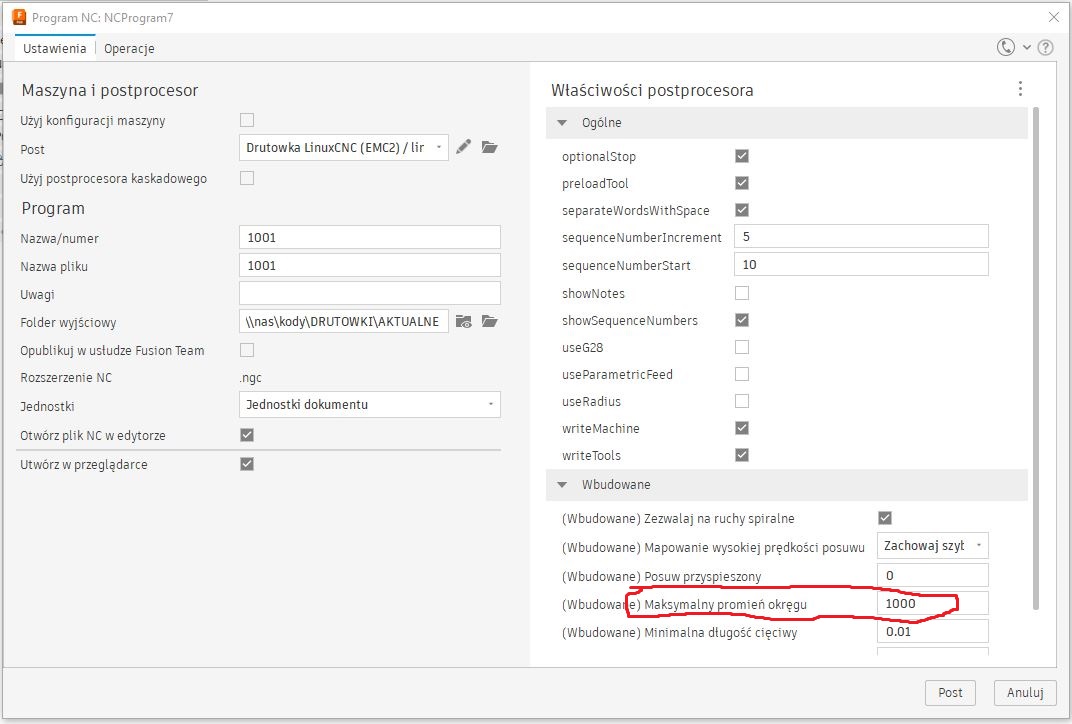
W Fusionie, po wybraniu pp, zmieniasz zakreśloną wartość na 1 i już generuje tylko przejazd po G1.
- 25 kwie 2024, 13:26
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
Jesteś lepszy od najlepszych  Wycinać taką grubość po F50. Szacun
Wycinać taką grubość po F50. Szacun
Drobna rada przy okazji - staraj się generować kody bez G2 : G3.
Pewnie w PP można ustawić jazdę po punktach. Łatwiej wtedy zacząć od wybranej linii jak co.
Drobna rada przy okazji - staraj się generować kody bez G2 : G3.
Pewnie w PP można ustawić jazdę po punktach. Łatwiej wtedy zacząć od wybranej linii jak co.
- 23 kwie 2024, 11:23
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
Panowie, wspólnik się wzburzył bo brałem od niego modele kół pasowych H i robiłem w/w koledze kody.
No i pewnie zapomniał podziękować
No i pewnie zapomniał podziękować
- 22 kwie 2024, 15:58
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
G0 to skrót myślowy, równie dobrze może być G1 F1000 a to chyba można ?
Mam rozumieć, że to automatyczne cofanie jest przy wybranej stałej prędkości ?
Przy stałej szczelinie zadziała podobnie jak na filmiku ?
- 22 kwie 2024, 12:49
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 837
- Odsłony: 114770
Re: Elektrodrążarka drutowa na LinuxCNC
Gdyby ktoś chciał potraktować moją prośbę ze zrozumieniem to wyjaśniam, że chodzi mi o zachowanie Waszych maszyn
przy szybkim wjeździe w materiał a nie o jak najszybsze przecięcie drucika. To dla mnie będzie jakimś wyznacznikiem skuteczności
reakcji na zwarcie.
przy szybkim wjeździe w materiał a nie o jak najszybsze przecięcie drucika. To dla mnie będzie jakimś wyznacznikiem skuteczności
reakcji na zwarcie.






