Miałem przez jeden dzień tak zrobione. Pisałem o tym na pierwszej stronie:markus1984pl pisze:Witam,
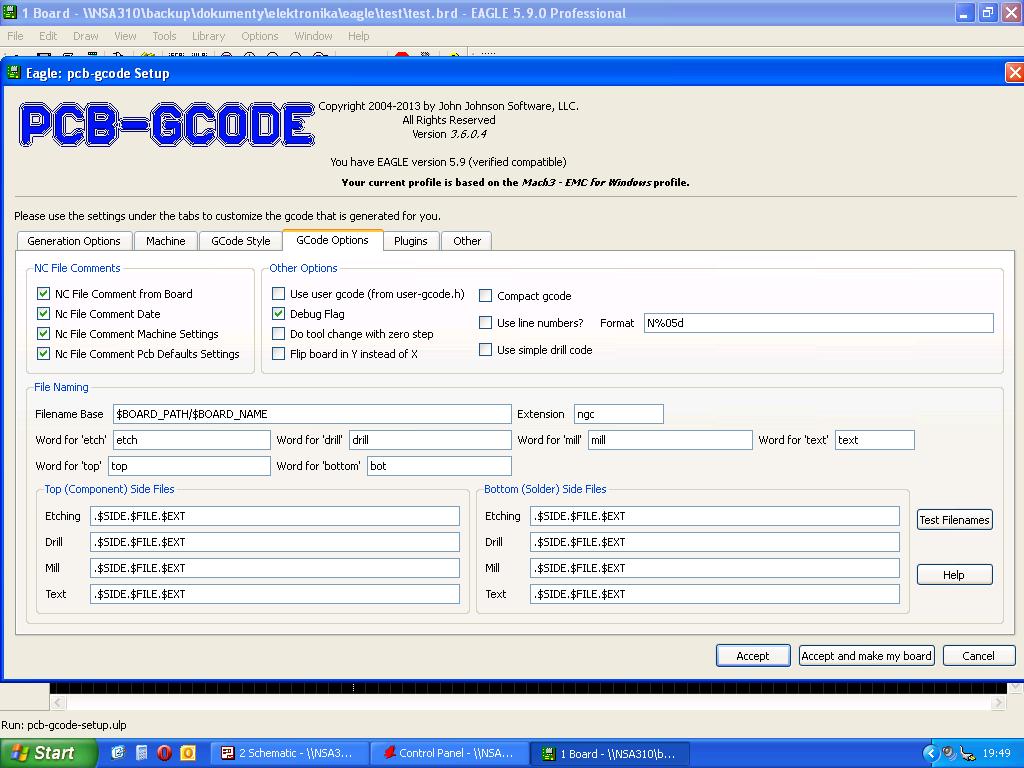
w katalogu z pluginem pcb-gcode znajdz plik emc.pp i go edytuj.
Linię:zmień na np:Kod: Zaznacz cały
string SPINDLE_ON = "M03" + EOL + DWELL;Od tej pory w każdym kodzie generowanym przez ten plugin do M3 będzie dodane S29000.Kod: Zaznacz cały
string SPINDLE_ON = "M03 S29000" + EOL + DWELL;
U mnie to rozwiązanie działa bez problemu. Musisz tylko wybrać w ustawieniach GCode Style profil EMC.
Teraz zrobiłem jak poradził mi kolega micges:noel20/ pisze:Na chwilę obecną z racji, że i tak z programu nie steruję prędkością wrzeciona edytowałem postprocesor EMC tym pluginie i po prostu dopisałem, że zawsze po M3 ma dopisać S100..
Nie "upośledza" to w pewnym sensie tego plugina do eagle, choć i tak nie ma on możliwości wpisania nigdzie prędkości.micges pisze:Spróbuj dodać opcję RS274NGC_STARTUP_CODE = S1000 do sekcji RS274NGC w pliku ini, możliwe że będziesz mógł włączyć wrzeciono samym M3.