Kiedyś Kamar poprawił mi takiego suba obrotowego na Tokarkę z osią C. Potrzebuję taki sam na dobieranie z drugiej strony do wyfrezowania kilku małych zębatek frezem modułowym. Nie da się tego jakoś prosto zaadoptować pod XZC więc żeby za długo nad tym nie myśleć zrobiłem to prosto. Konfig tokarki na ośki YXA i tego suba przystosowałem do takiej obróbki. Działa jest OK sprawdzone. Jak by na frezarkę popatrzyć to Zetka ustawiona sztywno na zero Y dobiera, X frezuje, A obraca.
Kod: Zaznacz cały
( ------------------------------ )
( O B R O T N I C A )
( ------------------------------ )
( Kamar )
( Time-stamp: <2018-01-19 08:41> )
( ------------------------------ )
o<obrotnicaxy> sub
#<liczba_operacji> = #1 (=10 liczba operacji)
#<kat> = #2 (=36 kąt)
#<a_poczatkowe> = #3 (=0 A początkowe)
#<glebokosc> = #4 (=-2 głębokość)
#<skok> = #5 (=2 skok)
#<y_poczatek> = #6 (=1 Y początkowy)
#<y_koniec> = #7 (=0 Y końcowy)
#<x_poczatek> = #8 (=0 X początkowy)
#<x_koniec> = #9 (=-10 X końcowy)
#<predkoscy> = #10 (=100 prędkość Y)
#<predkoscX> = #11 (=100 prędkość X)
#<w_x> = #12 (=0 wyjazd X)
#<w_y> = #13 (=5 wyjazd Y)
( ------------------------------ )
#<operacja> = 0
g0 a[#<a_poczatkowe> + [#<operacja> * #<kat>]]
#<akt_glebokosc> = 0
g0 x#<x_poczatek>
g0 y#<y_poczatek> a#<a_poczatkowe>
G61
G8
m3 s1
o100 while [#<operacja> lt #<liczba_operacji>]
g0 a[#<a_poczatkowe> + [#<operacja> * #<kat>]]
o200 while [#<akt_glebokosc> gt #<glebokosc>]
#<akt_glebokosc> = [#<akt_glebokosc> - #<skok>]
o201 if [#<akt_glebokosc> lt #<glebokosc>]
#<akt_glebokosc> = #<glebokosc>
o201 endif
( --- tu operacja --- )
g1 y#<akt_glebokosc> f#<predkoscy>
x#<x_koniec> f#<predkoscX>
g0 y#<y_poczatek>
x#<x_poczatek>
( --- koniec operacji --- )
o200 endwhile
#<operacja> = [#<operacja> + 1]
#<akt_glebokosc> = 0
g0 y1
o100 endwhile
g0 x#<w_x>
g0 y#<w_y>
m5
o<obrotnicaxy> endsub
Ale teraz nie wiem jak dobrać parametry żeby nie urwać czegoś. Frez modułowy 0.75 nr. 2. Do wycięcia 14 zębów. Minimalne obroty wrzeciona mogę ustawić na 900 i mam parę pytań.
- Robić to na raz czy na kilka przejazdów ?
- Jeśli na kilka to ile przybierać na raz ?
- Jakie dać posuwy w jednej i drugiej opcji
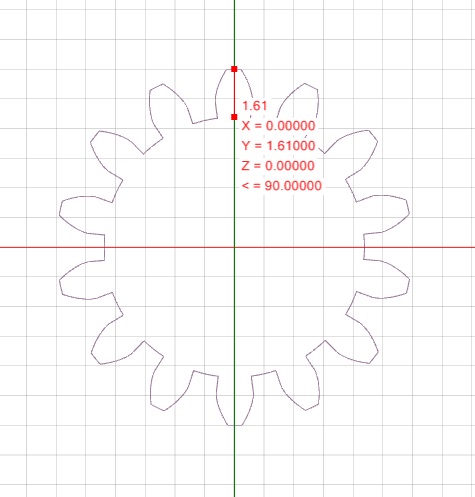
- Jak głęboko to skrawać. Wychodzi mi 1.5 - 1.6mm ale wolę się upewnić.
Nigdy nie robiłem kół zębatych więc się nie znam dlatego pytam.