



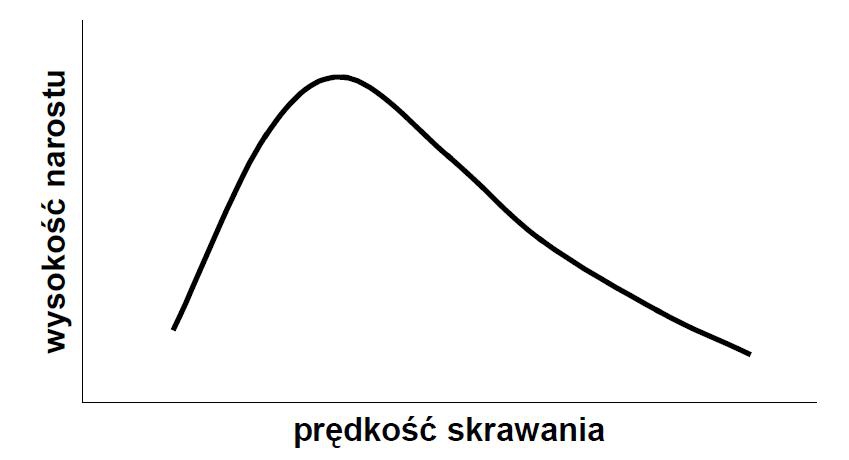
Również zmniejszanie posuwu liniowego fn (po promieniu) prowokuje chętniejsze jego powstawanie, ale bez tej redukcji szybciej połamalibyśmy nóż w związku ze zmianą wektorów wypadkowych sił skrawania Fn
Dlatego w obróbce CNC aby utrzymać Vc i zapobiec problemom stosuje się często
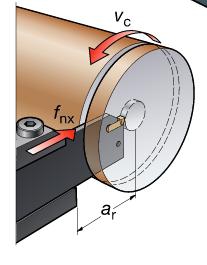
Obrabiany przedmiot obraca się z pewną liczbą obrotów na minutę. Zapewnia to określoną prędkość skrawania vc lub prędkość powierzchni przedmiotu względem narzędzia skrawającego mierzoną w [m/min] na krawędzi skrawającej.
Standardowo prędkość skrawania jest ustawiona jako wartość stała, która zmienia ilość obr/min, gdy zmienia się średnica obrabianego przedmiotu.
Ruch narzędzia w kierunku X i Z to prędkość posuwu (fn), lub fnx/fnz[mm/obr].
Gdy posuw jest skierowany do środka (fnx), obroty zwiększają się aż do osiągnięcia wartości maksymalnej wrzeciona obrabiarki.
Po przekroczeniu wartości granicznej, prędkość skrawania vc zmniejszy się aż do osiągnięcia wartości 0 [m/min] w osi obrabianego przedmiotu.
Posuw ma duży wpływ na łamanie i grubość wiórów oraz w jaki sposób się formują w zależności od geometrii płytki. W przypadku toczenia lub profilowania bokiem (fnz), głębokość skrawania(ap) również wpływa na formowanie wióra.Posuw (fn) i głębokość skrawania (ap) mają największy wpływ na wydajność
http://docplayer.pl/15358111-Przecinani ... owkow.html str. 11/71








 [/img]
[/img]



