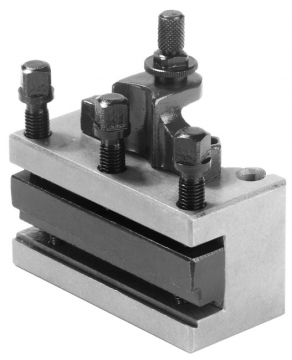
Do Aa jest tylko z otworem ø15.
Ale jest kostka do listew tnących,
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „Szukam tokarki do wyrobów jubilerskich”


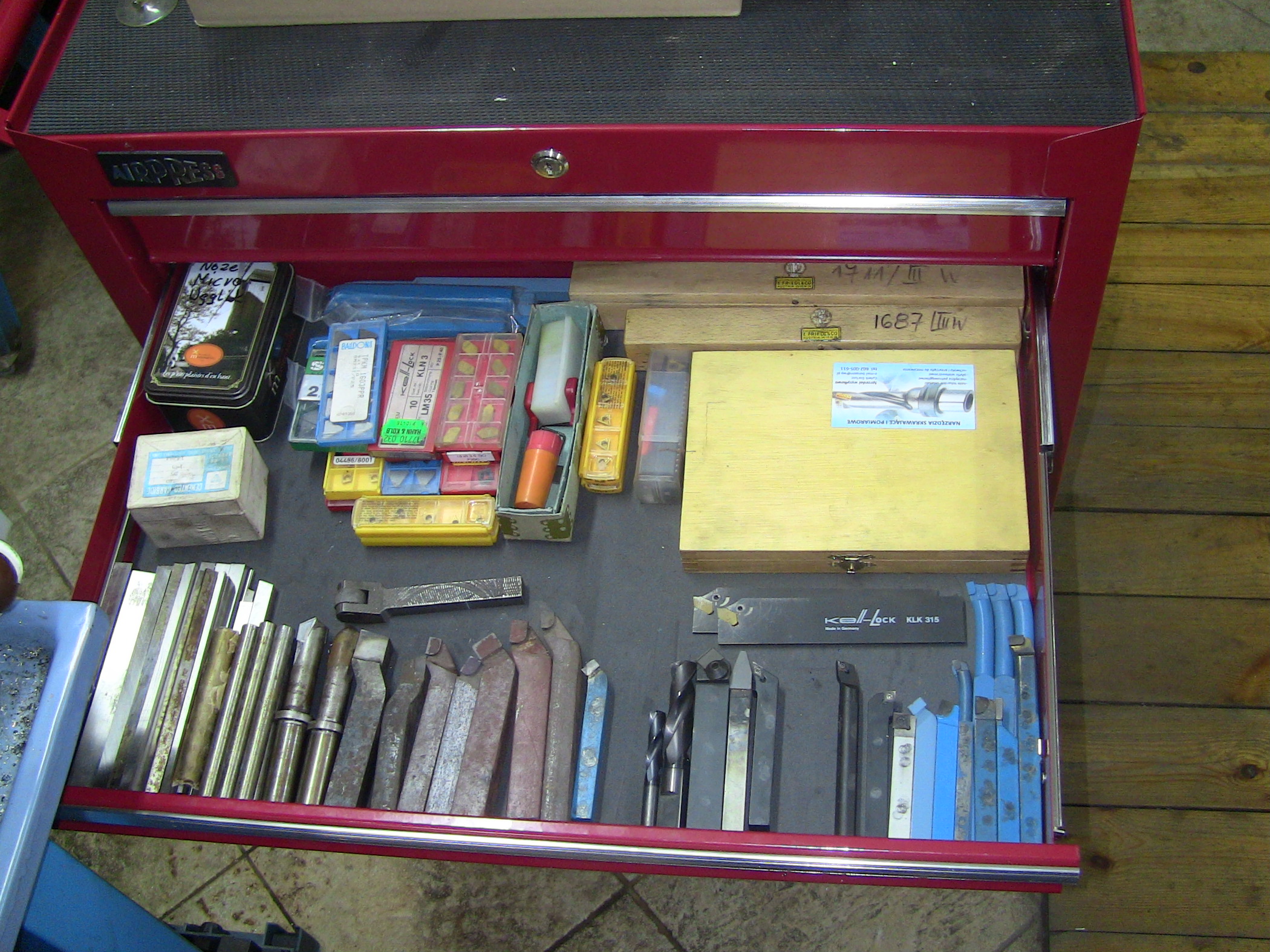
 lepiej widać rysunek
lepiej widać rysunekTo byłby full-wypas, ale i jedna starczy. Przecież można sobie robotę rozłożyć na etapy jak się uzbiera do ostrzenia. Dlatego taniej, praktyczniej, i oszczędniej w czasie wyjdzie mieć choć po kilka noży tego samego rodzaju, przygotowanych do roboty...mykeone pisze:Dokładnie tak dlatego warto mieć 2 szlifierki

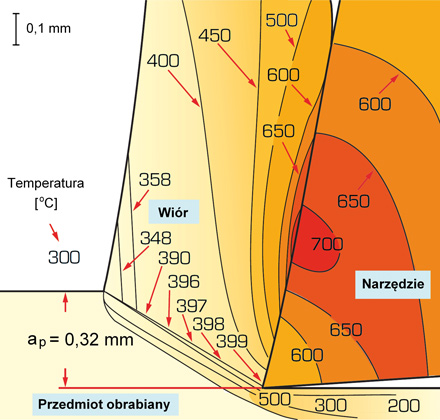
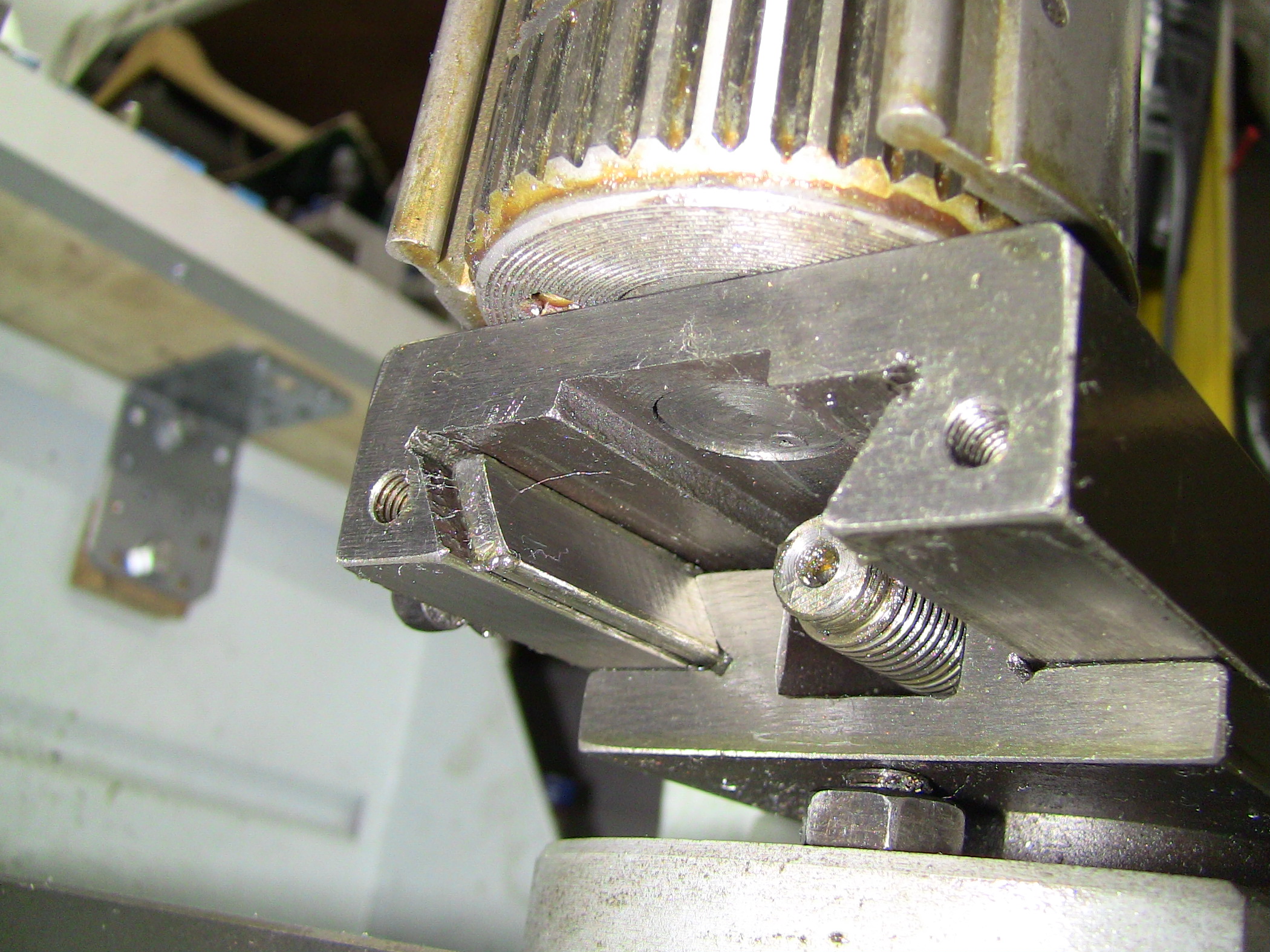
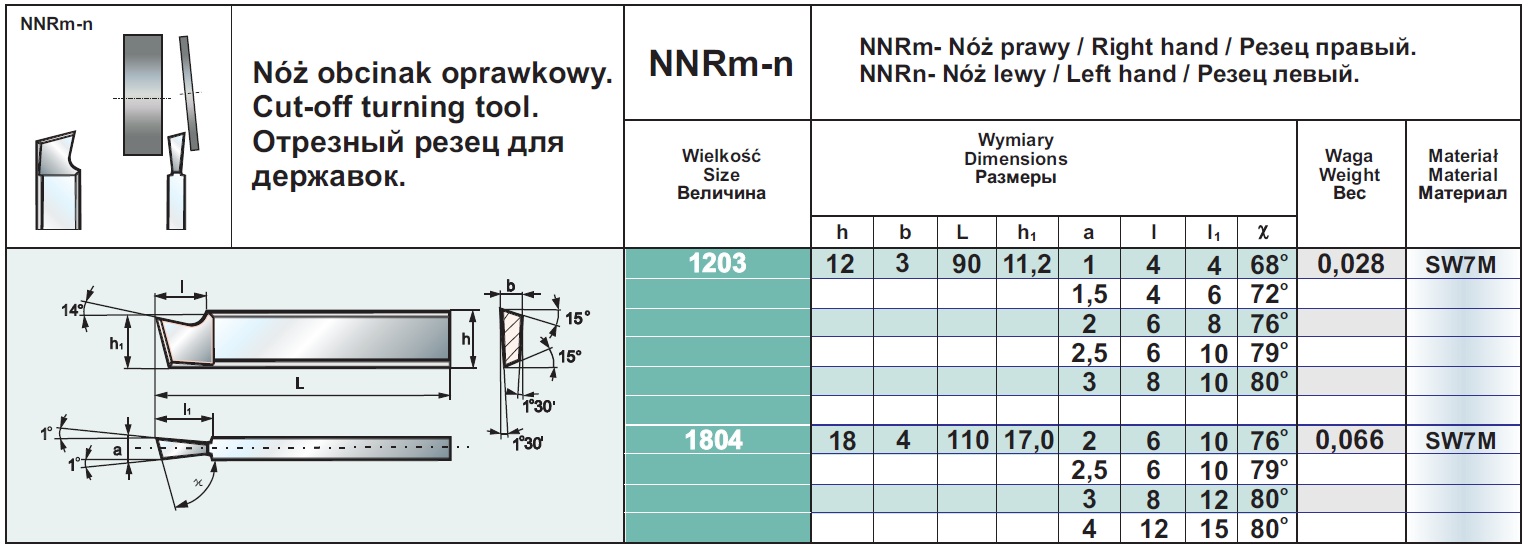
To na pewno, jeśli go nie korygowałeś. Płytka nieoszlifowana ma przekrój prostokątny, a powinna mieć trapezoidalny, zwężający się ku dołowi (razem z trzonkiem) by nie tarła bokami o materiał. Od góry mamy kanał spływu wióra dający nam dodatni kąt powierzchni natarcia~14-15°, a patrząc z góry widzimy, że nóż zwęża się w kierunku trzonka by podobnie jak w przekroju pionowym nie trzeć o materiał. Wystarczy, że skosy mają po ok. 1-3°(z doświadczenia).powis pisze:Być może również był tępy.

"Czego się Jaś nie nauczy, tego Jan nie będzie umiał", kanałek to akurat jeden z ważnych elementów noża, i nie ma co go odpuszczać "na później" (zwłaszcza w produkcji to byłoby nie do pomyślenia). A jak ktoś po 3 tygodniach nie "załapie" jak odpowiednio zaszlifować, to i po 3 latach niekoniecznie będzie umiał...Na początek nauki ostrzenia odpuść sobie kanałki bo to w brew pozorom dość trudne , Dla doświadczonych tokarzy wydaje się banalne bo zapomnieli ile wcześniej stracili czasu na naukę przy ciągłej pracy 8 h na dzień i to niektórzy z nich do tej pory porządnie nie naostrzą noża ( ale to już kwestia ambicji i charakteru)
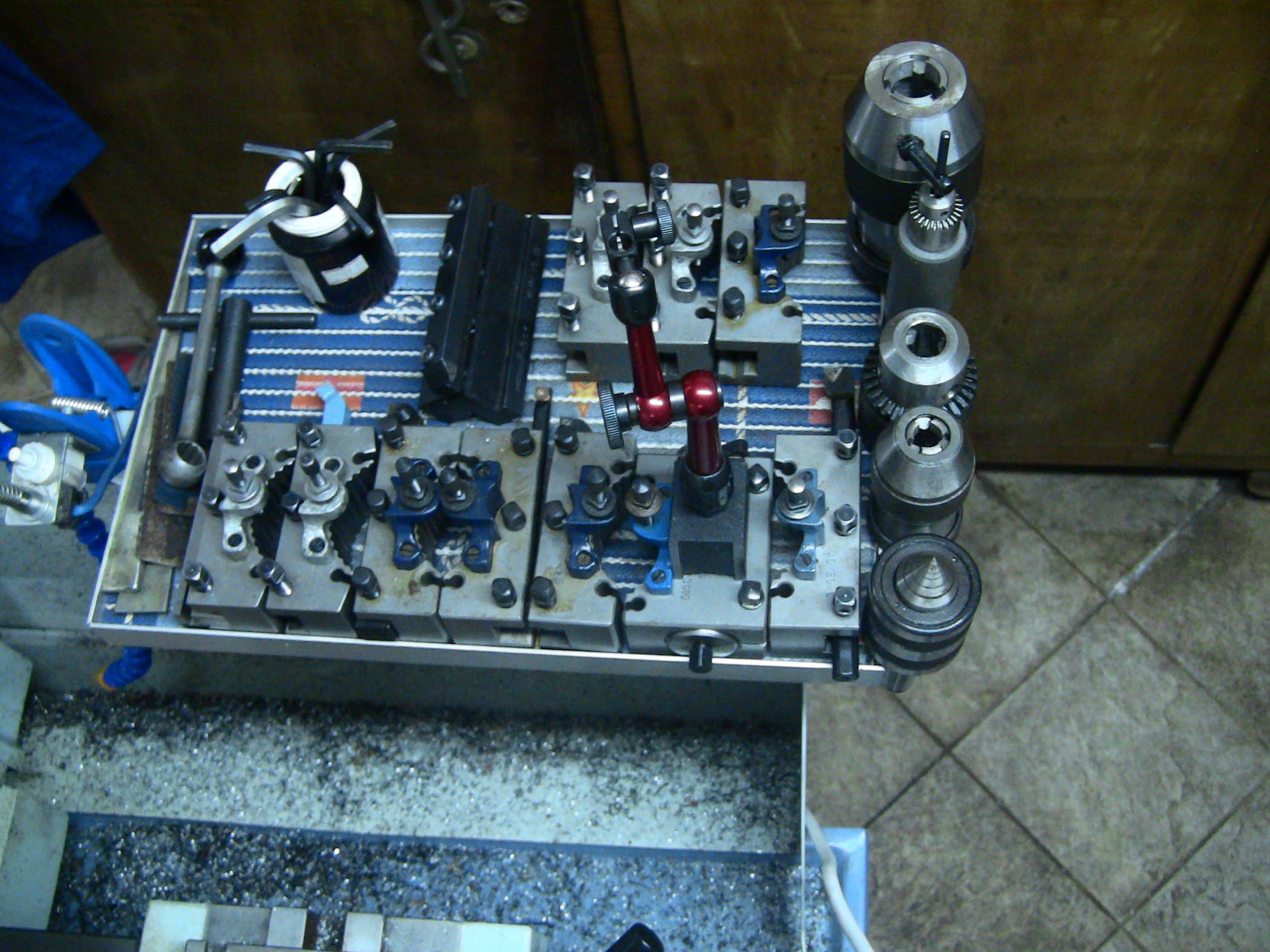
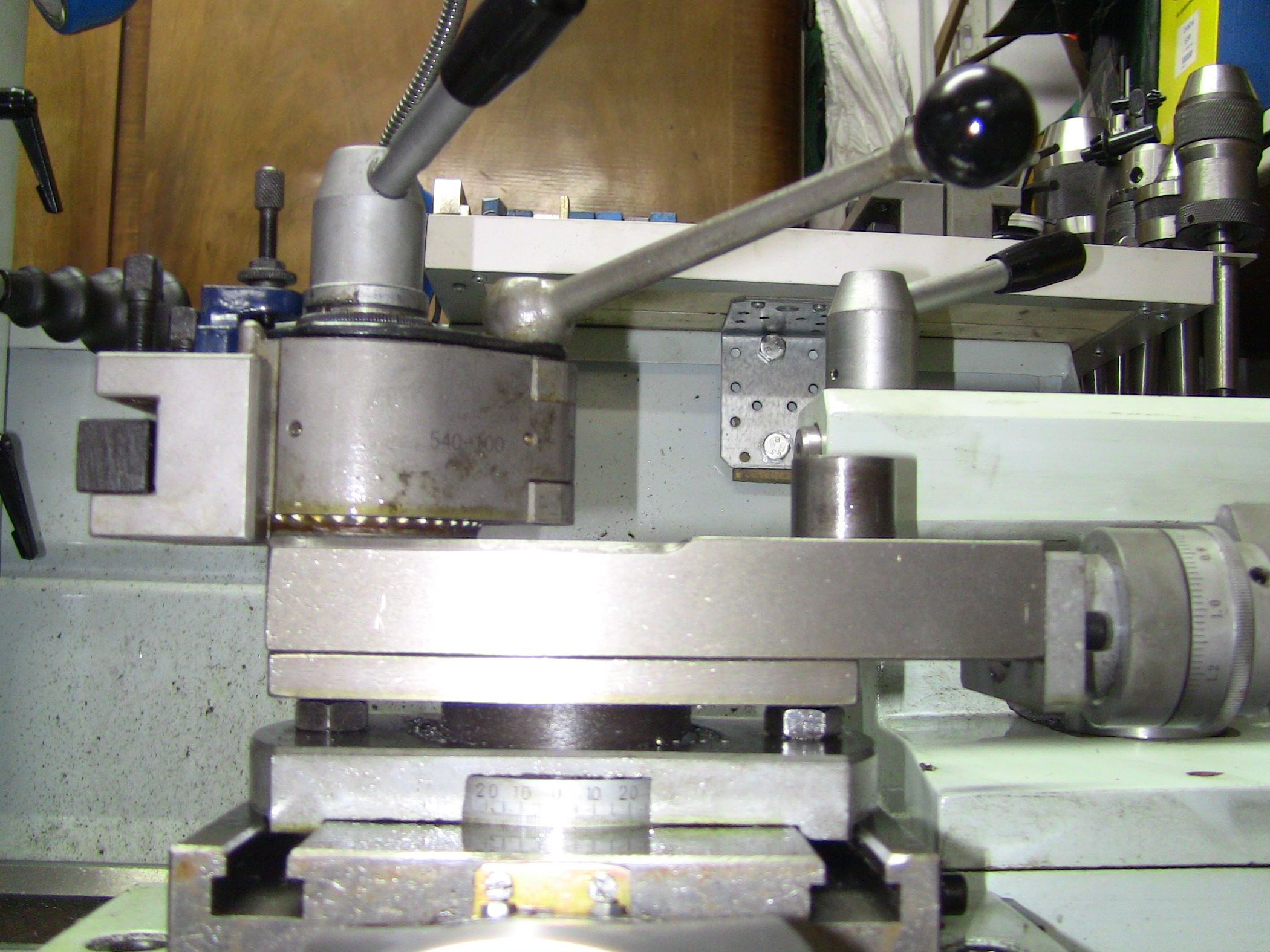
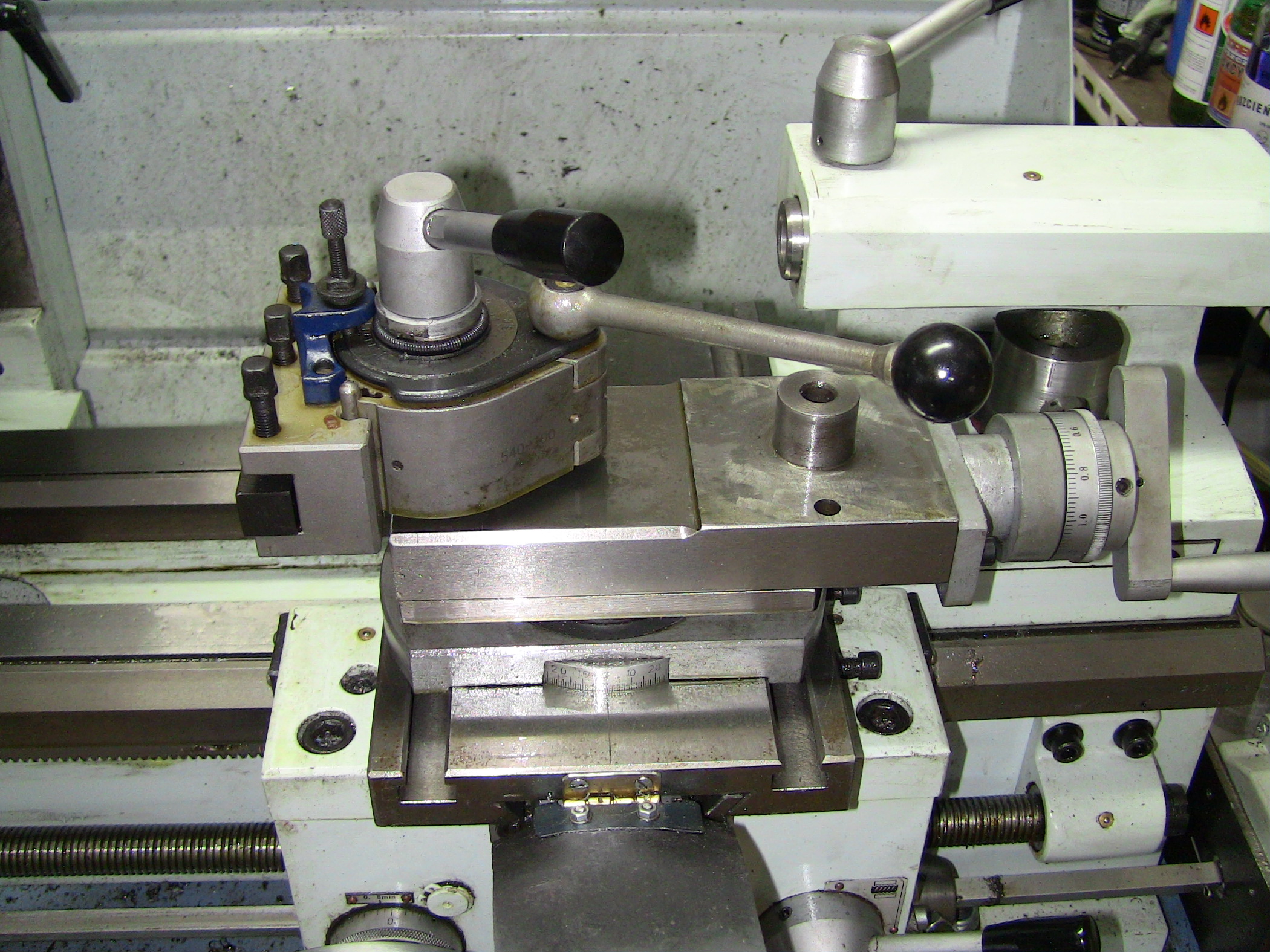
Qrczę, zapomniałem napisać by kolega podłożył miedzy maszynę a wannę(stół) klocki z twardego drewna, np dębowego, bo nogi pod łożem w tych maszynkach są tak niskie, ze trudno sprzątać. Ponadto drewno dobrze tłumi drgania. No ale to można zawsze zrobić.powis pisze:Wczoraj umieściłem tokarkę na swoim miejscu, przykręciłem do stołu.


jeżeli się z jakiegoś powodu nie wyszczerbił, to widocznie powstał/powstawały na ostrzu narost/y, który psuł/y powierzchnię.powis pisze:wałek najpierw wychodził idealnie gładki, po czym po kilku centymetrach powierzchnia stała się chropowata.
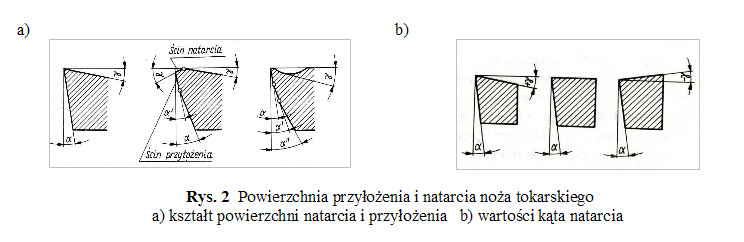
 Rys. od lewej: dodatni, zerowy, ujemny,
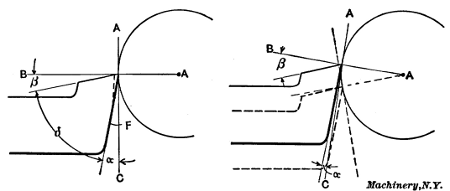
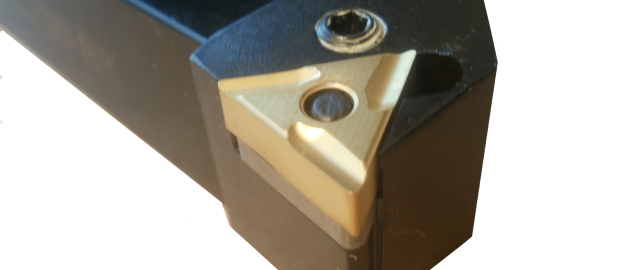
Rys. od lewej: dodatni, zerowy, ujemny,W nożach poza naostrzeniem krawędzi dobrze jest zrobić (wzdłuż krawędzi skrawającej !) kanałek do spływu wióra (czyli dodatni kąt powierzchni natarcia), podobnie jak na fotografiach* Kąt przystawienia – Przy dużych wartościach kąta przystawienia otrzymuje się po obróbce dużą chropowatość, zmniejszając wartość tego kąta poprawia się jakość powierzchni, jednak spadkowi chropowatości towarzyszy wzrost oporów skrawania i drgania. Zalecany zakres χ = 30˚ – 90˚.
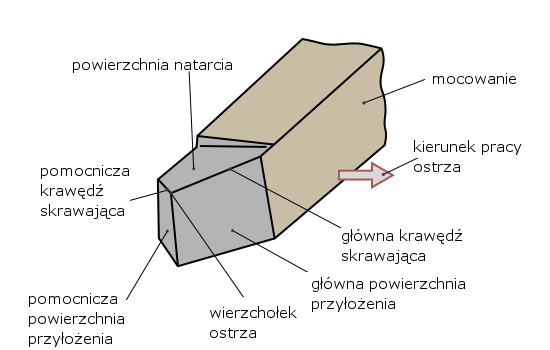
* Pomocniczy kąt przystawienia – zadaniem tego kąta jest zmniejszenie chropowatości powierzchni. Zalecany zakres χ’ = 5˚ – 15˚.
* Kąt przyłożenia – zadaniem tego kąta jest zmniejszenie tarcia pomiędzy przedmiotem obrabianym a powierzchnią przyłożenia noża oraz zwiększenie trwałości ostrza. Ze zwiększeniem tego kąta zmniejsza się zużycie noża ( na skutek zmniejszenia tarcia), zwiększa się trwałość ostrza ale maleje wytrzymałość (zmniejszenie pola przekroju ostrza). Zalecany zakres α = 6˚ – 15˚. Uwaga: kąt ten nie może być ujemny.
* Kąt natarcia – od wartości tego kąta zależy wielkość odkształceń jakim podlega wiór. Im większy kąt tym mniejsze odkształcenia wióra, i tym mniejsze odkształcenia i obciążenia cieplne noża. Jednak duże wartości kąta osłabiają jego wytrzymałość. Zalecany zakres γ = -20˚ do +15˚ Zalecany zakres α = 6˚ – 15˚. Kąt ten może być ujemny.
* Kąt pochylenia głównej krawędzi skrawającej – od wartości tego kąta zależy kierunek spływu wiórów oraz podczas toczenia przerywanego stopniowe wcinanie się ostrza w materiał obrabiany. Zalecany zakres λ = -30˚ do +25˚ . Podczas toczenia przerywanego zalecane są kąty o mniejszej wartości.



najlepiej emulsją, są różne do różnych materiałów, jedne lepsze, drugie gorsze (śmierdzące czy psujące się po jakimś czasie), ale zazwyczaj do stali, większości kolorowych, typową emulsje, a do aluminium nawet denaturat czy naftę, zależy co robimy. Na forum były rozważania.powis pisze: Czym najlepiej schładzać materiał? Czy może przy małej obróbce nie trzeba?