Punkt startu o tym decyduje .kyjo pisze: ↑18 lip 2021, 18:08Proste szybkie pytanie bo w instrukcji Haasa tego nie widze
Czy w cyklu G76 zmieniam któryś parametr aby gwintować wewnętrznie. Do tej pory wszystkie gwinty nacinałem zewnętrzne. Czy jest jakiś parametr ujemny jak w cyklu G71 lub setting w maszynie?
Czy po prostu nacinając gwint G 2" ustawiam się na średnicy ok 56.5 i podaje jedynie parametr X około 59.7.
np
%
G28
G54
T101 M6
.
.
.G0 X56.5
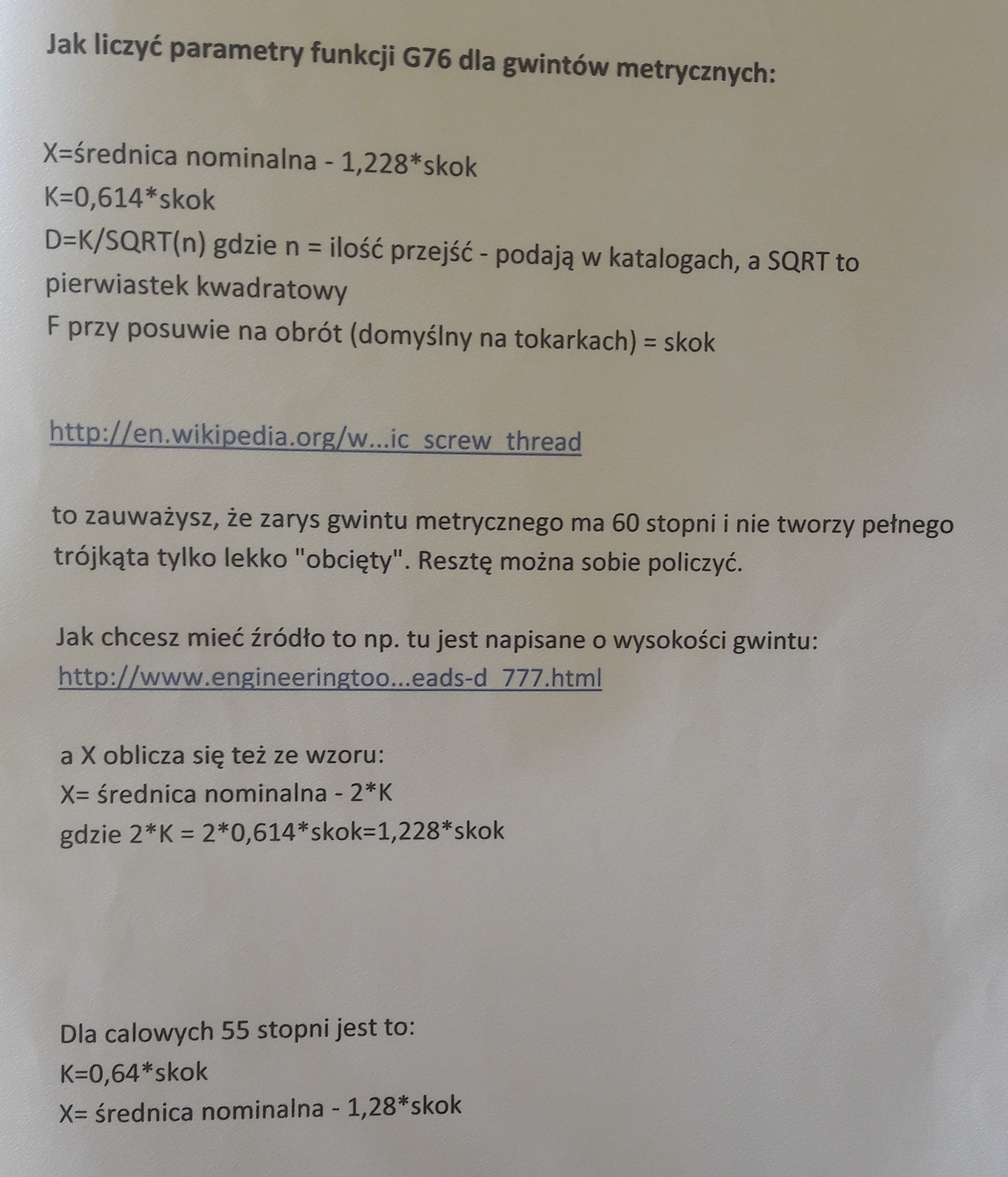
G76 X59.7 Z-.... K....... A55 P2 F2.31
Pozdrawiam
Naddatek na obróbkę wykańczającą w osi X opisujesz z wartością ,,-" ( U -0.5)
Mariusz.