



hmm raz podawac kropke raz przecinek? jako rozgraniczenie liczb całkowitych i dziesietnychkrzysiekgrab pisze:dodanie wpisu do rejestru CommaToDecimal (przecinek jako separator dziesiętny) powoduje rozwiązanie problemu bez modyfikacji makra
Znaleziono 4 wyniki
Wróć do „Wiercenie otworów po okręgu”
- 12 maja 2010, 14:51
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Wiercenie otworów po okręgu
- Odpowiedzi: 17
- Odsłony: 6439
- 08 maja 2010, 14:51
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Wiercenie otworów po okręgu
- Odpowiedzi: 17
- Odsłony: 6439
- 07 maja 2010, 21:35
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Wiercenie otworów po okręgu
- Odpowiedzi: 17
- Odsłony: 6439
krzysiekgrab,
problem jest taki że choć jedna osoba pisze kilka makr które są generatorami w machu robi to na kilka sposobów właśnie problem jest że makro sprawdza czy wartość jest większa od zera trzeba zmienić tylko format pobieranych danych i formuła śmiga
a usuniecie tych bodajże 12 linijek spowoduje że ktoś kiedyś się buchnie i wyjdzie co innego
a druga sprawa to taka że makra był pisane kiedyś obecnie mach rozwija sie a zarazem powstają pewne niuanse to tak jak kiedyś 3 razy 3 a dziś 3 * 3 to samo tylko że inne
krzysiekgrab pamietaj że programy są tworzone dla nas tak jak dokumentacja któej nikt nie czyta skoro jest błąd "Error on line 27: Type mismatch" to spardzamy czy jest odpowiednia zmienna i czy ma dobry typ deklaracji zresztą sam wiesz jak jest i kasujesz kawałęm makra hehe
hehe
problem jest taki że choć jedna osoba pisze kilka makr które są generatorami w machu robi to na kilka sposobów właśnie problem jest że makro sprawdza czy wartość jest większa od zera trzeba zmienić tylko format pobieranych danych i formuła śmiga
a usuniecie tych bodajże 12 linijek spowoduje że ktoś kiedyś się buchnie i wyjdzie co innego
a druga sprawa to taka że makra był pisane kiedyś obecnie mach rozwija sie a zarazem powstają pewne niuanse to tak jak kiedyś 3 razy 3 a dziś 3 * 3 to samo tylko że inne
krzysiekgrab pamietaj że programy są tworzone dla nas tak jak dokumentacja któej nikt nie czyta skoro jest błąd "Error on line 27: Type mismatch" to spardzamy czy jest odpowiednia zmienna i czy ma dobry typ deklaracji zresztą sam wiesz jak jest i kasujesz kawałęm makra
- 07 maja 2010, 20:37
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Wiercenie otworów po okręgu
- Odpowiedzi: 17
- Odsłony: 6439
a co jeśli mam rozwiązanie a nawet Wy sami sobie odpowiedzieliście co jest nie teges
ale nie mam jak tego sprawdzić w realu
oto co u mnie wyskoczyło w g code
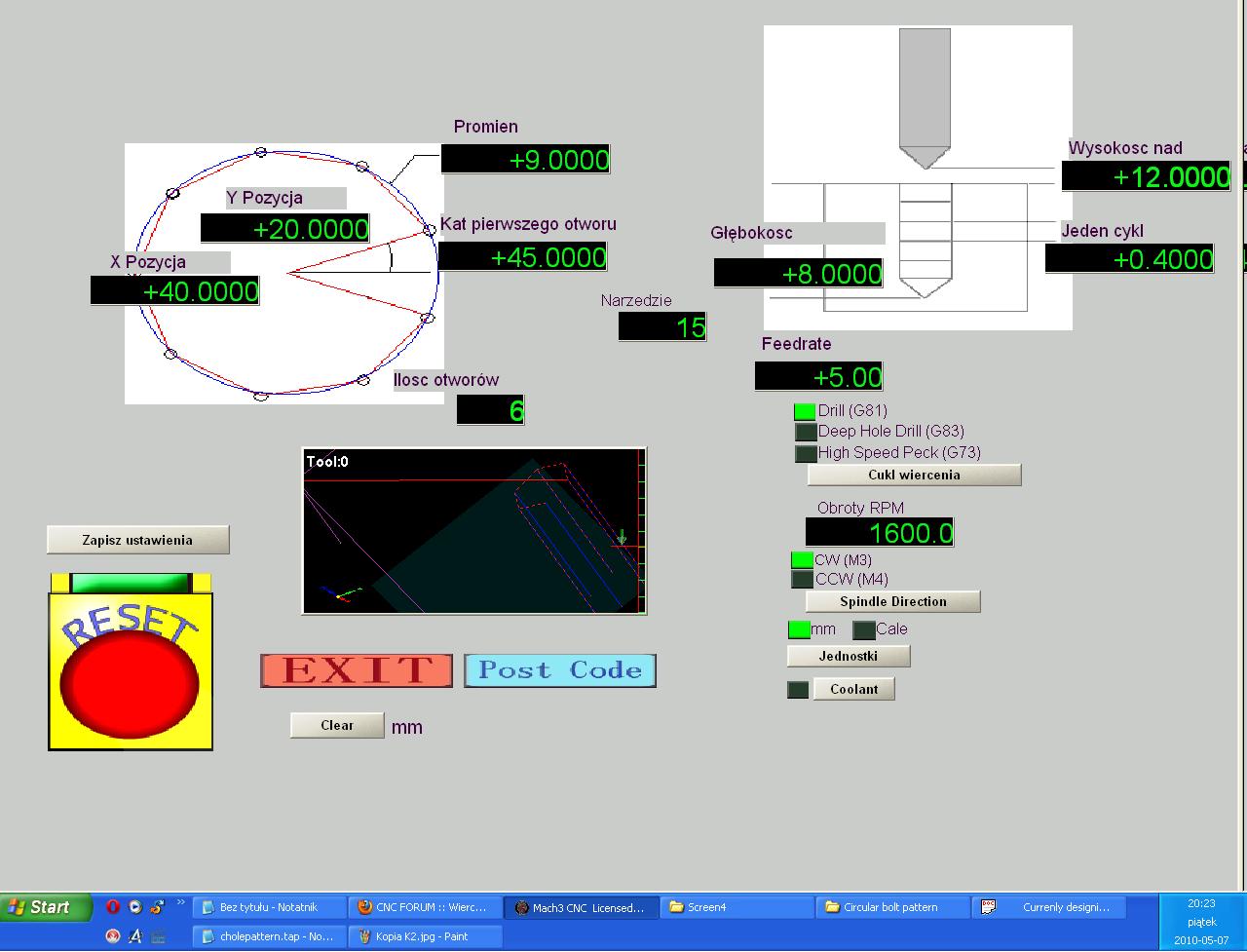
ale nie mam jak tego sprawdzić w realu
oto co u mnie wyskoczyło w g code
Kod: Zaznacz cały
G0 G49 G40 G17 G80 G50 G90
M6 T15
G21 (mm)
M03 S1600
G90
G00 G43 H15 Z12
G81 X43.182 Y23.182 Z-8 R12 F5
X38.8353 Y24.3467
X35.6533 Y21.1647
X36.818 Y16.818
X41.1647 Y15.6533
X44.3467 Y18.8353
G80
M5 M9
M30





