



nie mogę nic wykombinować..
ćwiczę rozpoczęcie frezowania z różnych stron, ustawiłem zero na środku, ale nie chce działać jak powinno, dlaczego, siedzę nad tym i siedzę...
Problem z konturem
-
mocart4
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 7
- Posty: 298
- Rejestracja: 18 cze 2006, 15:44
- Lokalizacja: polska
- Kontakt:
Problem z konturem
- Załączniki
-
- HH rys.jpg (5.21 KiB) Przejrzano 1933 razy
-
- HH.JPG (27.77 KiB) Przejrzano 1174 razy
-
- HH rys.jpg (4.57 KiB) Przejrzano 1940 razy


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Problem z konturem
Przykład z rysunkiem może być....?mocart4 pisze:nie mogę nic wykombinować..

0 BEGIN nowy MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-100
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 2 Z S2100
4 L X-75. Y-56.6 FMAX M3
5 L Z+25. R0 FMAX M9
6 L Z+2.5 FMAX
7 L Z-1. F640.
8 L Y-50. RL
9 CC X-75. Y+0
10 C X-75. Y+50. DR- F640.
11 L X+100.
12 L X+125. Y+25.
13 L Y-25.
14 L X+100. Y-50.
15 L X-75.
16 L Y-56.6 R0
17 L Z+25. FMAX
18 L R0 FMAX
19 M9
20 M5
21 M30
22 END PGM nowy MM
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
MECO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 110
- Rejestracja: 15 lis 2010, 20:15
- Lokalizacja: dolnośląskie
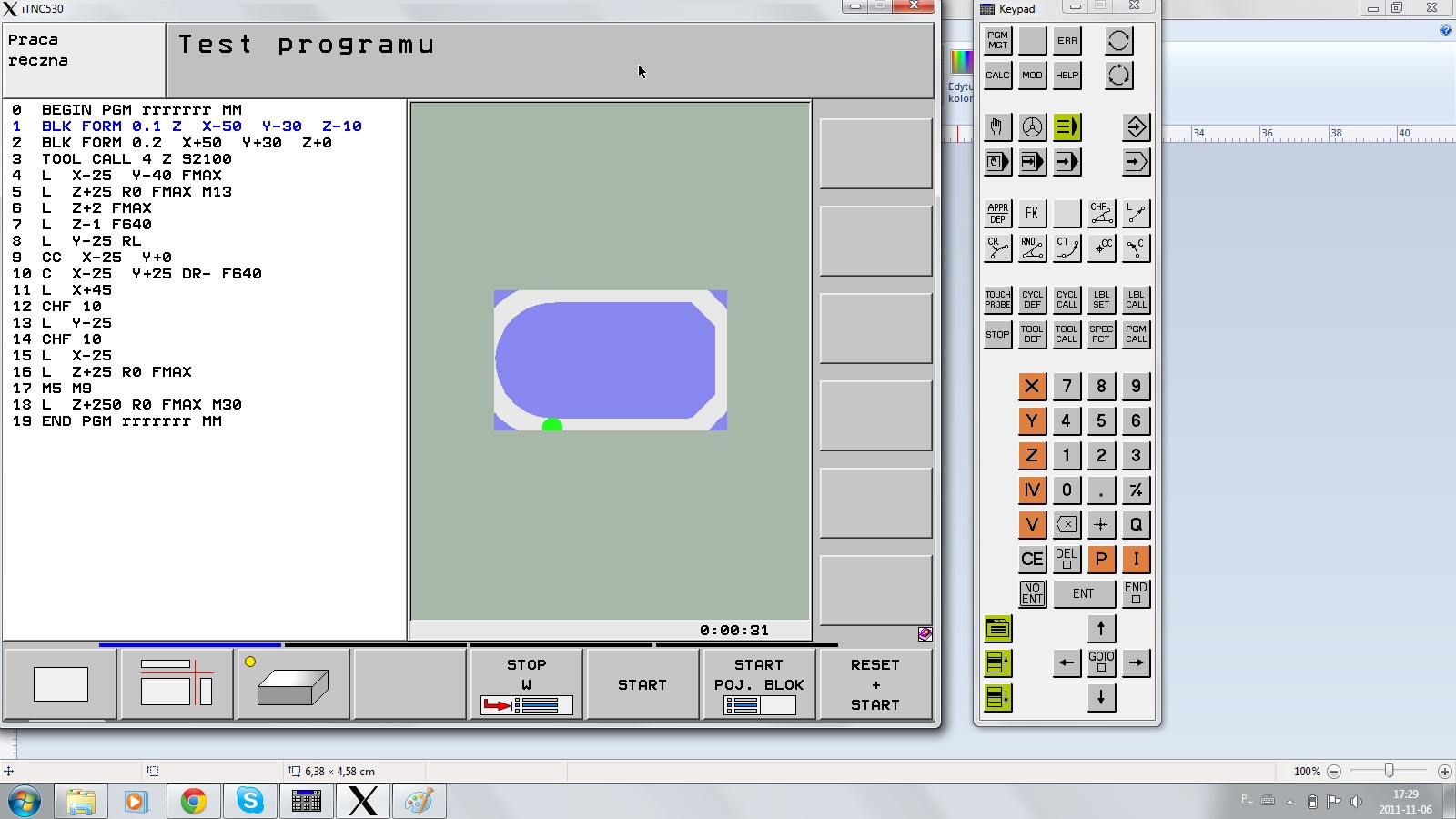
Kontur nie może być zakończony RND.
0 BEGIN PGM rrrrrrr MM
1 BLK FORM 0.1 Z X-50 Y-30 Z-10
2 BLK FORM 0.2 X+50 Y+30 Z+0
3 TOOL CALL 4 Z S2100
4 L X-25 Y-40 FMAX
5 L Z+25 R0 FMAX M13
6 L Z+2 FMAX
7 L Z-1 F640
8 L Y-25 RL
9 CC X-25 Y+0
10 C X-25 Y+25 DR- F640
11 L X+45
12 CHF 10
13 L Y-25
14 CHF 10
15 L X-25
16 L Z+25 R0 FMAX
17 M5 M9
18 L Z+250 R0 FMAX M30
19 END PGM rrrrrrr MM
zero na środku
frez ø8
0 BEGIN PGM rrrrrrr MM
1 BLK FORM 0.1 Z X-50 Y-30 Z-10
2 BLK FORM 0.2 X+50 Y+30 Z+0
3 TOOL CALL 4 Z S2100
4 L X-25 Y-40 FMAX
5 L Z+25 R0 FMAX M13
6 L Z+2 FMAX
7 L Z-1 F640
8 L Y-25 RL
9 CC X-25 Y+0
10 C X-25 Y+25 DR- F640
11 L X+45
12 CHF 10
13 L Y-25
14 CHF 10
15 L X-25
16 L Z+25 R0 FMAX
17 M5 M9
18 L Z+250 R0 FMAX M30
19 END PGM rrrrrrr MM
zero na środku
frez ø8
-
edo81
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 3
- Posty: 67
- Rejestracja: 09 kwie 2007, 10:44
- Lokalizacja: Slask
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 X-0 Y-50 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z0
3 TOOL CALL 1 S1000 F5000
4 L Z+200 FMAX M3
5 L X-50 Y-100 F5000
6 L Z-10 F800
7 L X+10 Y-25 RL
8 L Y+0
9 CR X+35 Y+25 DR- R+25
10 L X+80
11 CHF 10
12 L Y-25
13 CHF 10
14 L X+35
15 CR X+10 Y+0 DR- R+25
16 L R0
17 L Z+200 FMAX M2
18 END PGM 1 MM
Chyba koledze chodziło o takie coś takiego
ja jeszcze stosuje wejście i wyjście z materiału (apr ; dep)
gdyż maszyna sam liczy sobie miejsce dojazdu i odejście poza materiał
Oczywiście od tego punktu którego chcemy zaczynać
Jak by coś mogę jeszcze taki program do łączy
Pozdrawiam
1 BLK FORM 0.1 X-0 Y-50 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z0
3 TOOL CALL 1 S1000 F5000
4 L Z+200 FMAX M3
5 L X-50 Y-100 F5000
6 L Z-10 F800
7 L X+10 Y-25 RL
8 L Y+0
9 CR X+35 Y+25 DR- R+25
10 L X+80
11 CHF 10
12 L Y-25
13 CHF 10
14 L X+35
15 CR X+10 Y+0 DR- R+25
16 L R0
17 L Z+200 FMAX M2
18 END PGM 1 MM
Chyba koledze chodziło o takie coś takiego
ja jeszcze stosuje wejście i wyjście z materiału (apr ; dep)
gdyż maszyna sam liczy sobie miejsce dojazdu i odejście poza materiał
Oczywiście od tego punktu którego chcemy zaczynać
Jak by coś mogę jeszcze taki program do łączy
Pozdrawiam
Ostatnio zmieniony 07 lis 2011, 21:24 przez edo81, łącznie zmieniany 1 raz.





{kind=link}