




Podstawy znam świetnie problem zaczyna się gdy trzeba zrobić coś bardziej nie standardowego w pisaniu programu.
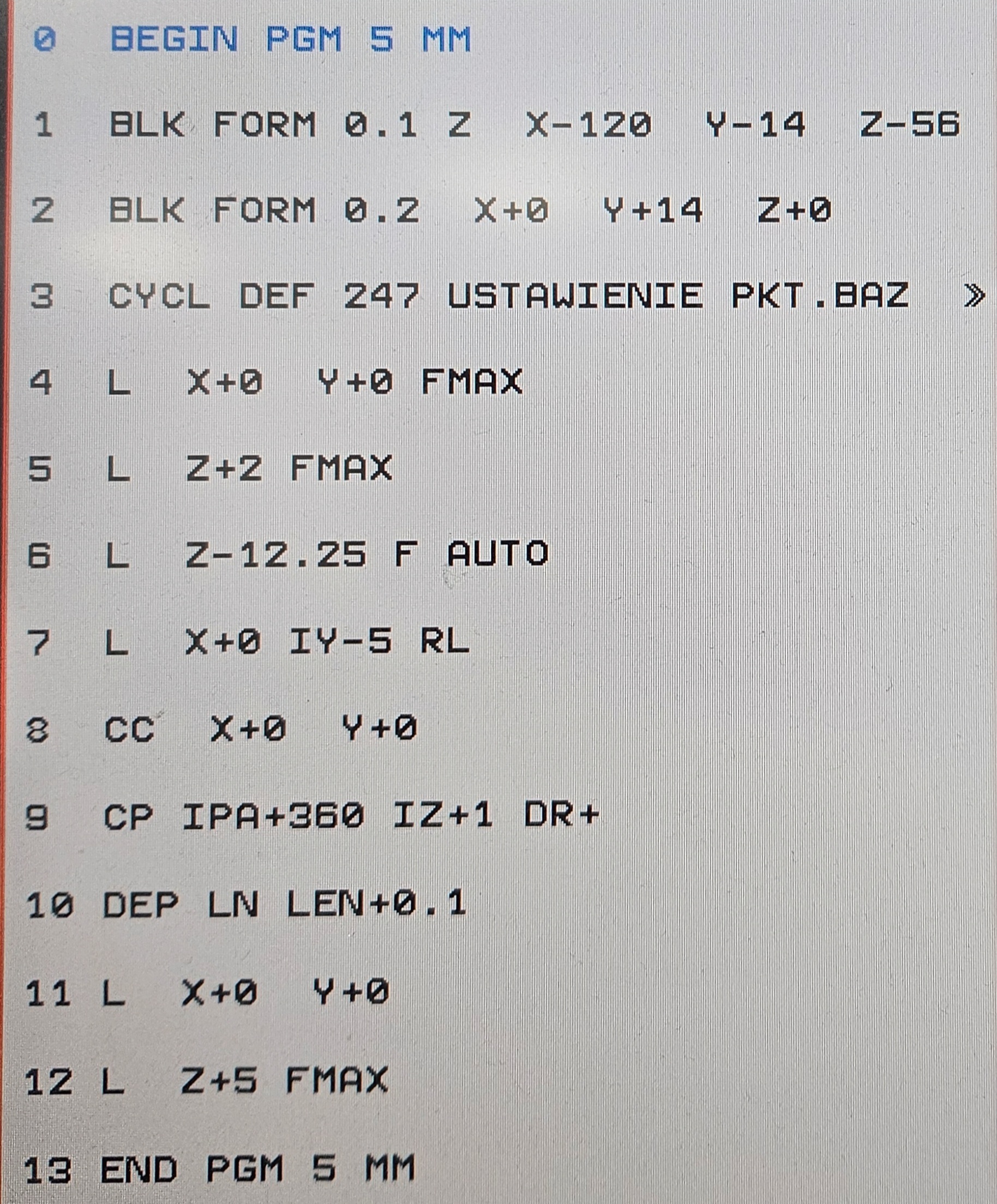
Problem mam z zaimplementowaniem krótkiego kodu napisanego pod wycinanie 1 zwoju gwintu w otworze. A że tych otworów jest 12 to nie chce do każdego otworu pisać osobno tego kodu.
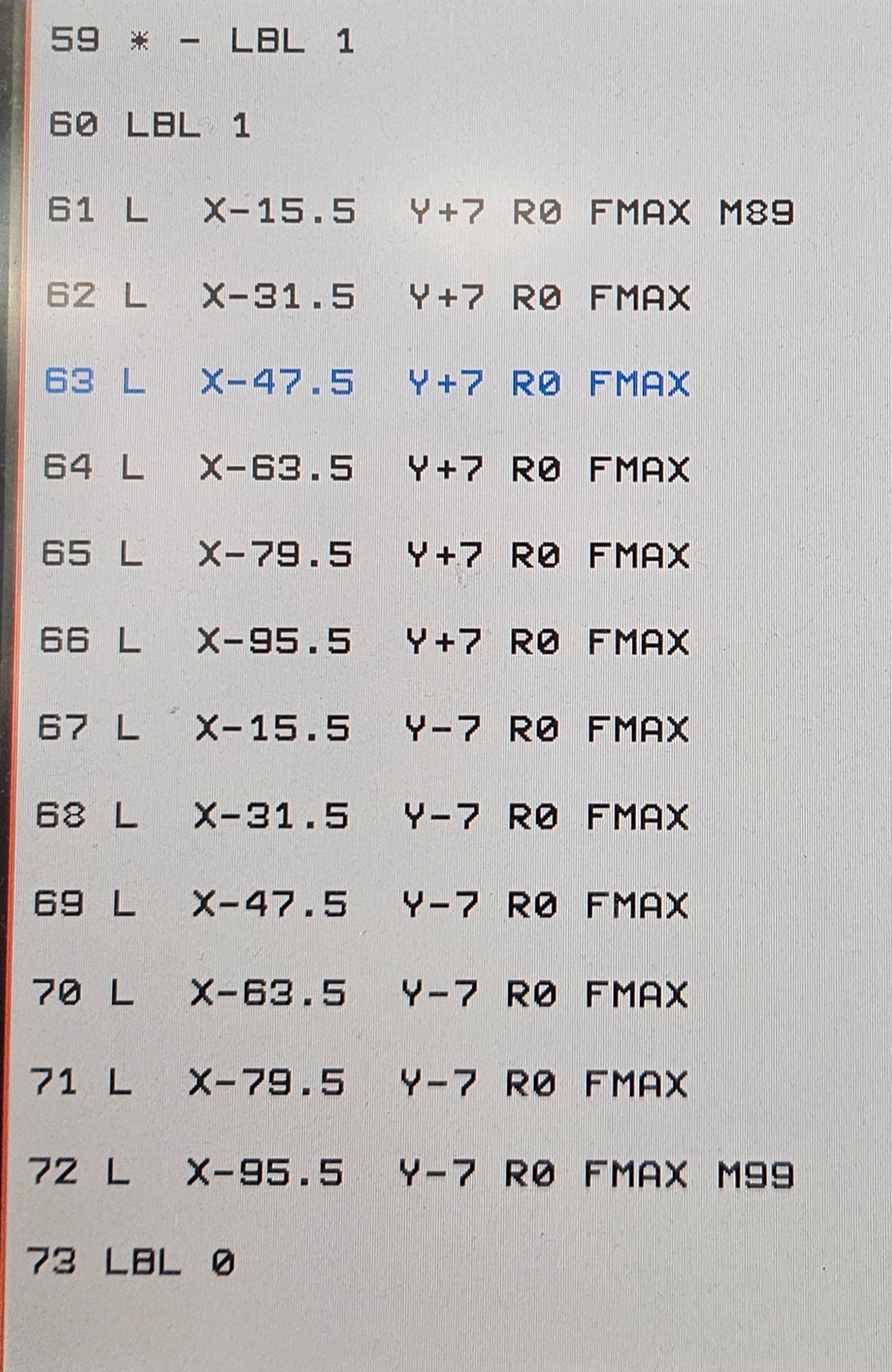
I teraz przydałoby się mój prosty kod wywoływać z Call LBL w którym jest 12 współrzędnych do pozycji tych otworów.


")
")







