Jak już wcześniej wspomniałem.
Nie zawsze te wybrania pod łeb śruby się robi.
Problem jest z pomiarem , gdzie nie ma jak i gdzie szczęk suwmiarki przyłożyć.
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")
Jak już wcześniej wspomniałem.


")
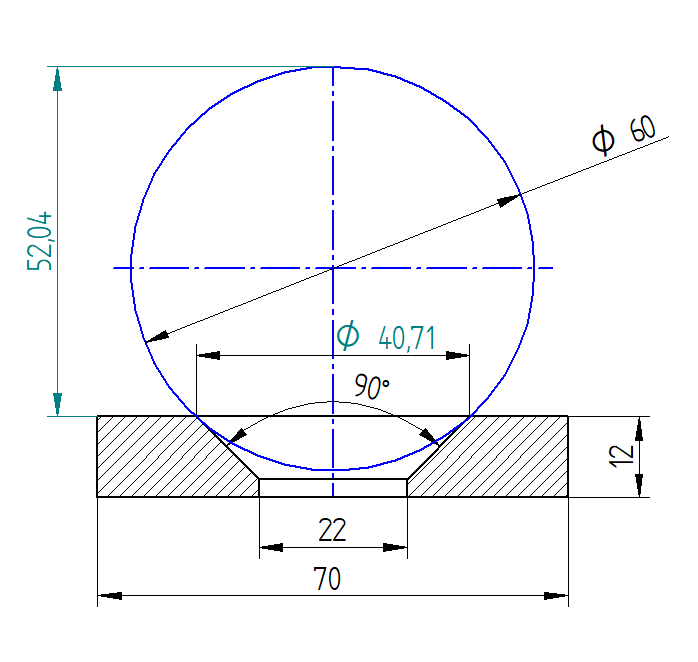
Sposób jest jak najbardziej poprawny. Trzeba tylko dobrać kulkę o odpowiednio dużej średnicy, aby opierała się o krawędzie podłębienia, a nie leżała na powierzchni wewnętrznej.jasiekk7 pisze: ↑22 paź 2025, 19:42Podanym sposobem nie sprawdzisz tej średnicy bo wcale nie musisz tam mieć kąta 90 stopni. Dla wymiaru nietolerowanego to +/- 1 stopień co da ci różne wymiary w zależności od wielkości kulki.
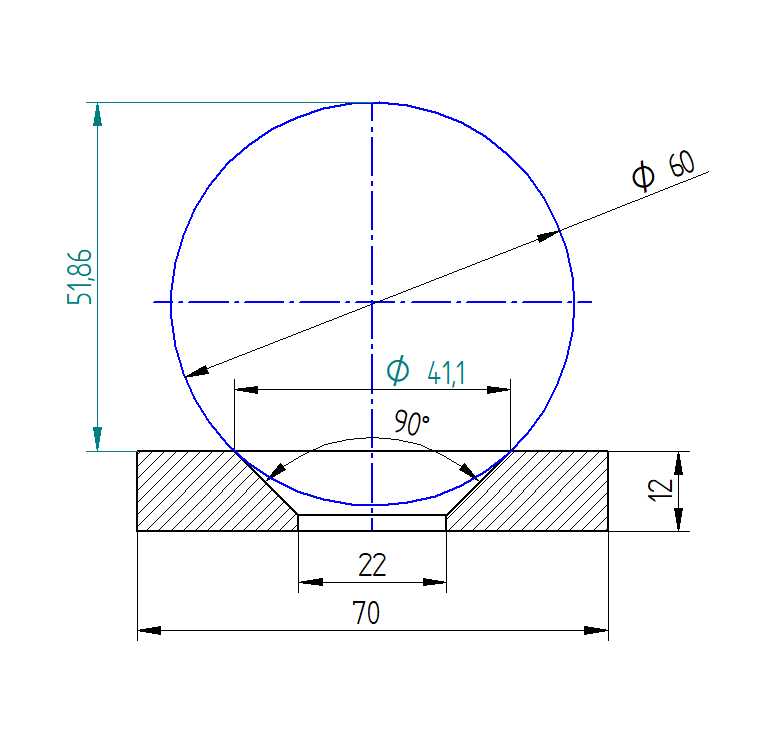
I tak dla fi40 da ci wynikowy 40,497 - 40,931. O ile dolny jest w tolerancji h13 to górny już nie.
No i co w kartę wpisujesz? Obliczenia?
Tylko mikroskop pomiarowy albo maszyna pomiarowa. Ewentualnie sprawdzian i w karcie wpisywanie ok/nok

A co jak frez będzie 0.02 mm wyżej przy starcie?

A o czujniku zegarowym i płytkach wzorcowych słyszałeś?kozak12 pisze:Bez maszyny pomiarowej takiego wymiaru nie zmierzysz wszystkie inne pomiary to pomiary na oko.
Aż takiej dokładności nie potrzebuję .
FAI Report nie przyjmie tego.
.... wszystkie inne pomiary to pomiary na oko.
A sposób pomiaru tymi płytkami przedstawisz?JacekBelof pisze: ↑10 lis 2025, 08:42A o czujniku zegarowym i płytkach wzorcowych słyszałeś?kozak12 pisze:Bez maszyny pomiarowej takiego wymiaru nie zmierzysz wszystkie inne pomiary to pomiary na oko.
To po co pisać elaborat i pomiarach jak taki wynik spokojnie suwmiarka lub wzorcem osiągniesz?






