




")
Pawel3747 pisze:Nigdy nie wiadomo jaka umiejętność się na przyszłość przyda. A fachowców coraz mniej.
Niestety...
tuxcnc pisze:I miałeś rację, wiedza sprzed kilkudziesięciu lat jest dziś bezużyteczna.
To się jeszcze okaże...
A co do noży z płytkami lutowanymi, to generalnie jest do nich kilka gatunków płytek których symbole zawarte są w oznaczeniu (kształtu) noża, oraz nóż z danym gatunkiem płytki ma swój kolor.
najczęściej spotykany gatunek spieku:
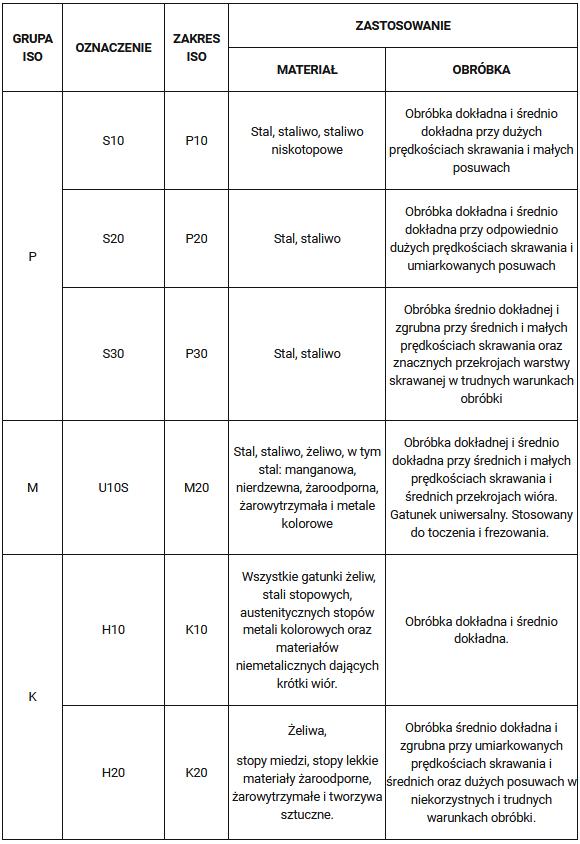
- grupa P, niebieska – obróbka stali,
- grupa M, żółta – obróbka stali nierdzewnej,
- grupa K, czerwona – obróbka żeliwa.
zaś numer od 5 do 30 oznacza twardość płytki - im mniejszy numer tym twardsza, ale bardziej krucha nieodporna na udary. I odwrotnie.
Poniższa tabela zawiera dokładny opis przyporządkowania grup ostrzy do określonego materiału i dedykowanego im rodzaju obróbki. Zawiera również powszechnie stosowane oznaczenia i zakresy ISO.
https://pafana.pl/produkty/noze-tokarsk ... rawkowych/
Poszerzone informacje o gatunkach spieków do lutowanych znajdziesz tu noze-tokarskie-t118478.html
Co do skrawania nierdzewki - jest to dość specyficzny rodzaj stali, niełatwy w obróbce ze względu na bardzo małą przewodność ciepła(niektóre gatunki utwardzają się przez to w czasie obróbki), gdzie lepiej sprawują się dedykowane dla nich wymienne płytki z powłokami (do składaków, noże lutowane nie mają powlekanych płytek).









