WZÓR pisze:spróbowałbym jeszcze obróbkę wykańczającą zrobić nożem tokarskim SVJCR 20X20 (np.)
Nóż zdzierak ( jaki użył autor wątku ) kompletnie się do tego nie nadaje .
Wspomniany przeze mnie ma mniejsze opory skrawania.
Dokładnie,
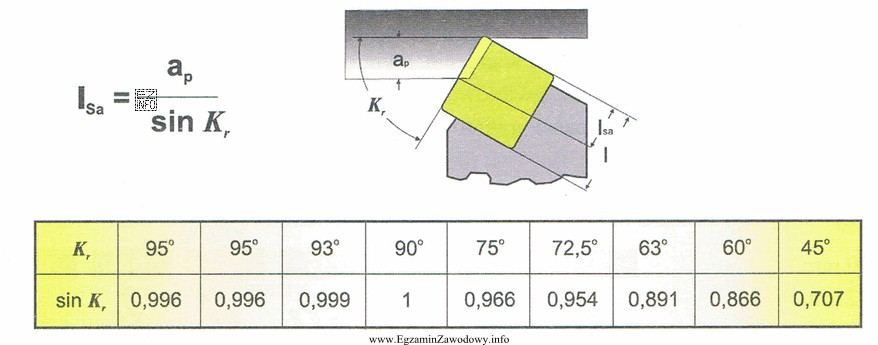
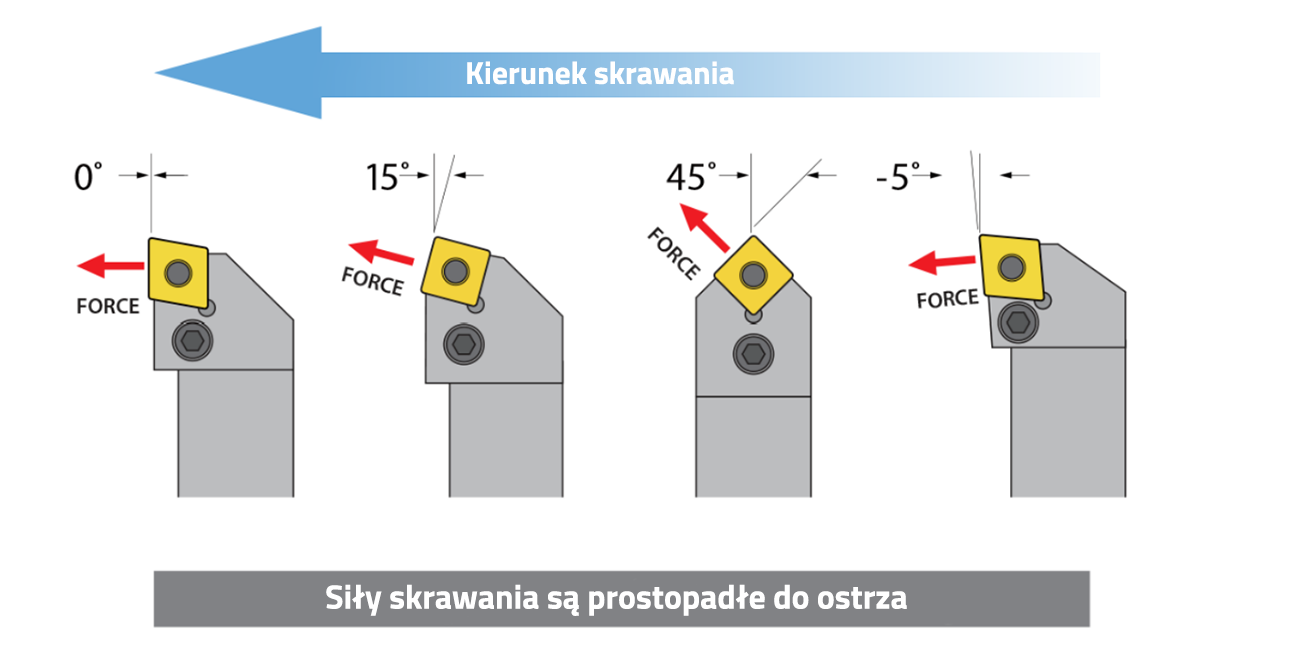
SVJCR ma kąt przystawienia
Kr=93° co oznacza, że ostrze skrawa najkrótszą długością krawędzi skrawającej
lsa i nieznacznie mniejszą skrawaną powierzchnię wióra przy głębokości
ap, posuwie
f = const,
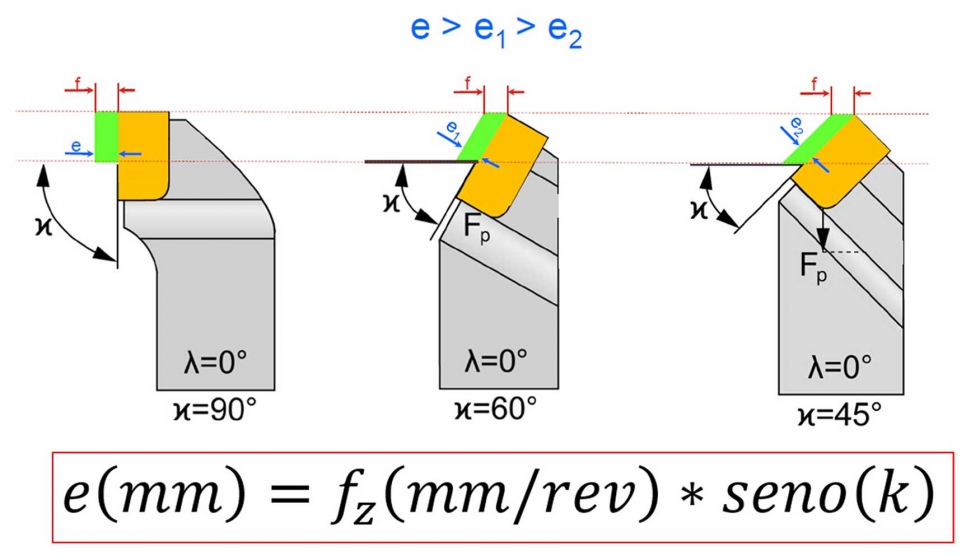
Wówczas promieniowa siła odporowa
Fp(
Fcn) jest relatywnie najmniejsza w stosunku do poosiowej siły posuwowej
Ff
jak-powstaje-powierzchnia-typu-rybia-luska-t85408.html
mini-lathe-progrem-z-powierzchnia-stali-t110272-70.html
https://www.yg-1.pl/baza-wiedzy/technic ... t-kluczowe
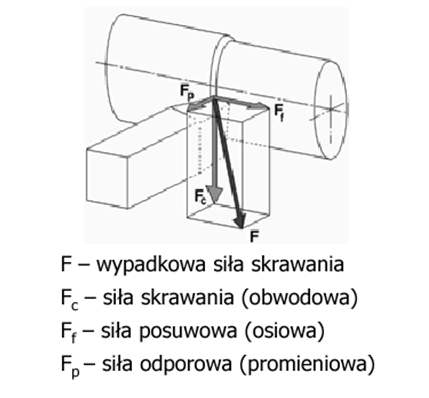
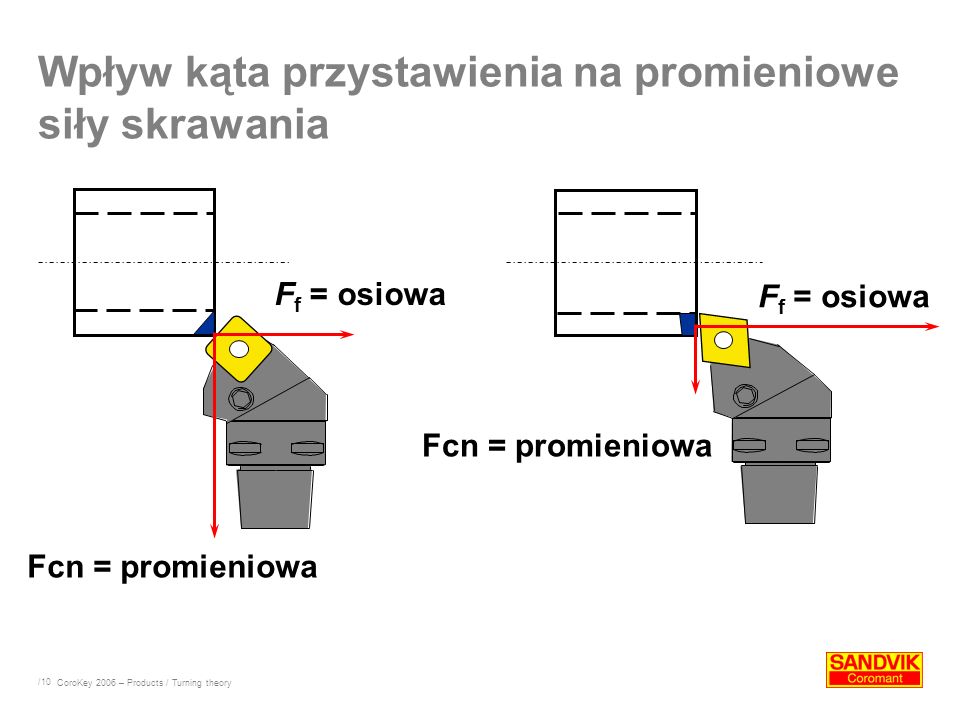
A to oznacza, że generujące drgania poprzeczne odpychanie materiału (promieniowe) jest wtedy najmniejsze, bo gro siły skupia się wzdłuż osi podłużnej materiału, a ten drgać w tym kierunku nie będzie.
Ale to nie jedyne czynniki.
Siła odporowa
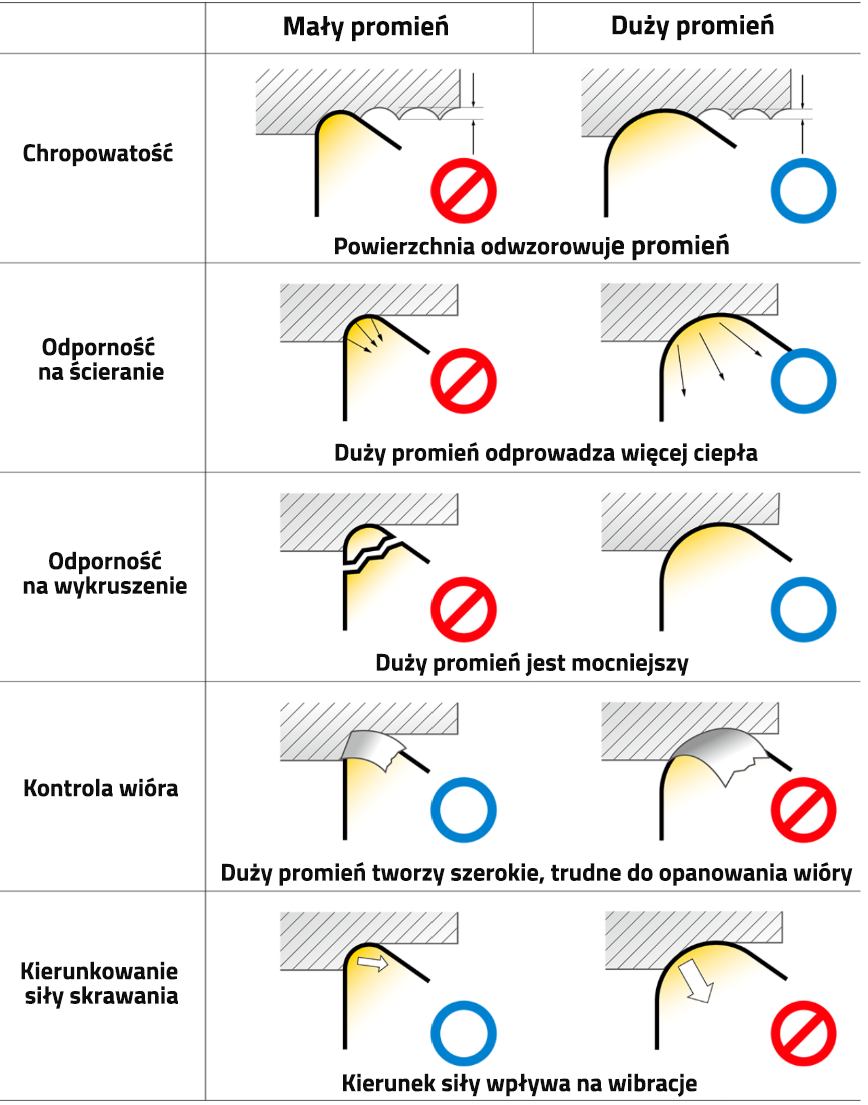
Fp zależy też od wielkości promienia
rε płytki z identycznego powodu - wypadkowego dla krawędzi łukowej kąta przystawienia
Kr wyp i kierunków sił tam występujących.
frezowanie-stali-nc11lv-glowica-50mm-t114800-40.html
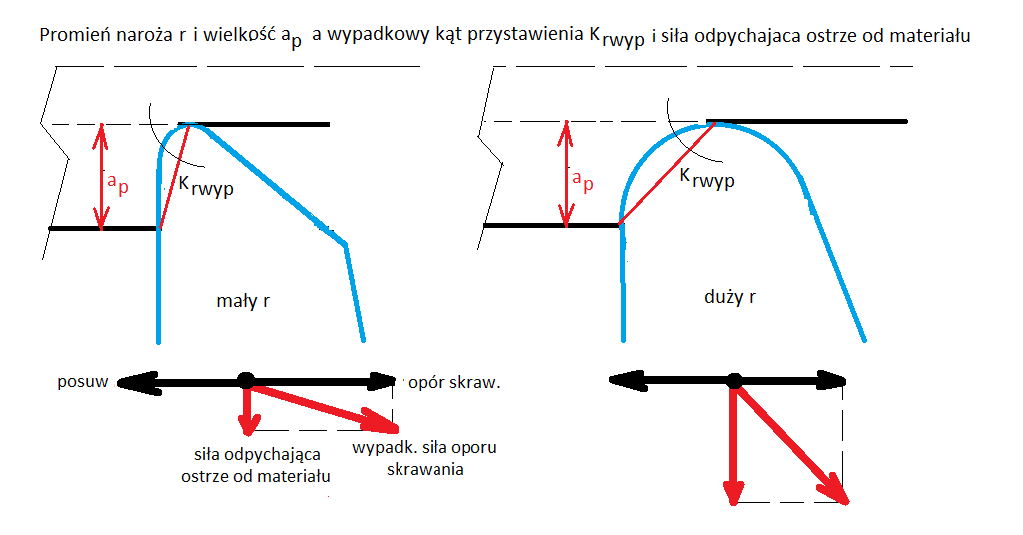
(promień naroża ostrza a wpływ na warunki skrawania)
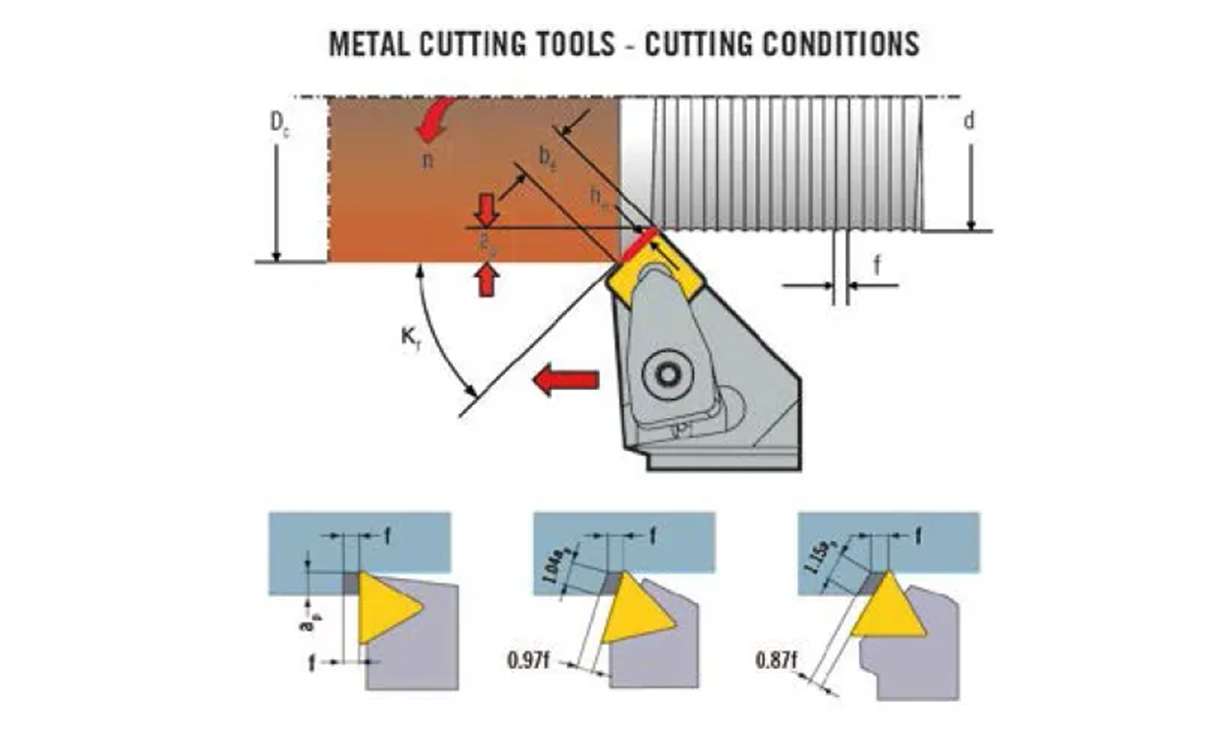
Dlatego przy płytkim skrawaniu wykańczającym (i nie tylko) głębokość skrawania
ap nie powinna być mniejsza jak
2/3 promienia
rε , i odwrotnie - im mniejsza głębokość tym mniejszy promień.

(czerwone strzałki pokazują wielkości sił)








")

")







