



Kilka lat temu do rysowania projektu używałem programu Artcam, kilka dni temu postanowiłem coś wyciąć i na szybkiego zainstalowałem program VCARVE Pro i pomimo prawidłowego i różnego ustawienia prędkości ruch maszyny w pozycjach XYZ po wygenerowaniu kodu na Mach3 prędkość w XY jest zawsze 3 razy szybsza niż Z.
Po łukach XY niestety bardzo szybko wycina a dojazd maszyny od centralnego punktu i Z chodzi strasznie wolno.
Muszę to ręcznie korygować podczas wycinania.
Jaki inny program polecacie na laptopa do wycięcia prostych rzeczy ( raczej darmowy)
Kiedyś używałem Carbide ale teraz wersja darmowa ma zablokowaną generację kodu G więc całkowicie traci sens używania.
Program nie generuje prawidłowej prędkości posuwu do kodu G


-
 JacekBelof
JacekBelof
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
Na pewno FreeCAD, wspiera różne systemy, w tym i Macha. Poza tym Inkscape generuje G-kod, ale chyba samą ścieżkę, trzeba by sprawdzić.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
ami197029
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 18
- Rejestracja: 18 mar 2016, 12:29
- Lokalizacja: brzesko
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
To jest kod z tego programu - wycięcie kółka
T1M6
G17
G0Z20.000
G0X0.000Y0.000S12000M3
G0X-0.007Y-2.349Z6.000
G1Z-0.500F762.0
G1X-0.129Y-2.346F2540.0
X-0.254Y-2.336
X-0.380Y-2.320
X-0.507Y-2.296
X-0.635Y-2.265
X-0.763Y-2.227
X-0.890Y-2.180
X-1.016Y-2.126
X-1.140Y-2.065
X-1.261Y-1.995
X-1.379Y-1.918
X-1.492Y-1.834
X-1.601Y-1.743
X-1.704Y-1.646
X-1.801Y-1.543
X-1.892Y-1.434
X-1.976Y-1.321
T1M6
G17
G0Z20.000
G0X0.000Y0.000S12000M3
G0X-0.007Y-2.349Z6.000
G1Z-0.500F762.0
G1X-0.129Y-2.346F2540.0
X-0.254Y-2.336
X-0.380Y-2.320
X-0.507Y-2.296
X-0.635Y-2.265
X-0.763Y-2.227
X-0.890Y-2.180
X-1.016Y-2.126
X-1.140Y-2.065
X-1.261Y-1.995
X-1.379Y-1.918
X-1.492Y-1.834
X-1.601Y-1.743
X-1.704Y-1.646
X-1.801Y-1.543
X-1.892Y-1.434
X-1.976Y-1.321
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
Zwiększ parametr odpowiedzialny za dokładność odwzorowania krzywych, albo uzyj prokramowania łuku.
Zwalnia bo masz za dużo krótkich odcinkowi maszyna nie wyrabia z przetwarzaniem bloków.
Zwalnia bo masz za dużo krótkich odcinkowi maszyna nie wyrabia z przetwarzaniem bloków.
Można?
Morzna!!!
Morzna!!!
-
ami197029
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 18
- Rejestracja: 18 mar 2016, 12:29
- Lokalizacja: brzesko
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
źle zrozumiałeś w tym programie jest tylko jedna prędkość po wygenerowaniu kodu ( lub jej w ogóle nie ma jest być może to co zadeklarowane w CNC lub Mach 3 ) - nie mająca nic wspólnego z tym co ustawiasz i deklarujesz.
W programie ARTCAM działa prawidłowo.
XY jest 3 razy szybsza a nawet więcej od Y i dojazdu więc trzeba ręcznie zwalniać XY a przyspieszać dojazd i Z
W programie ARTCAM działa prawidłowo.
XY jest 3 razy szybsza a nawet więcej od Y i dojazdu więc trzeba ręcznie zwalniać XY a przyspieszać dojazd i Z
-
jasiekk7
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 302
- Rejestracja: 31 lip 2011, 15:03
- Lokalizacja: Żywiec
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
śmiem wątpić, gdyż w programie XY jest 3x szybsza więc chyba ustawiłeś niezbyt prawidłowo.pomimo prawidłowego i różnego ustawienia prędkości
Kod: Zaznacz cały
G1Z-0.500 F762.0
G1X-0.129Y-2.346 F2540.0
Ostatnio zmieniony 30 lip 2023, 11:25 przez jasiekk7, łącznie zmieniany 1 raz.
-
JacekBelof
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
Po kilkukrotnym przeczytaniu powyższego (strasznie chaotycznie to wszystko opisane), dochodzę do następującego wniosku: VCARVE jest albo źle skonfigurowany, albo używasz niewłaściwego postprocesora, albo sam program jest skopany.
-rozumiem, że ARTCAM generuje prawidłowy programami197029 pisze:W programie ARTCAM działa prawidłowo.
- rozumiem, że chodzi o porównanie starego, wygenerowanego przy pomocy ARTCAM'a, projektu, z projektem wygenerowanym na VCRAVE. Oba uruchamiane nantej samej maszynie.ami197029 pisze:Kilka lat temu do rysowania projektu używałem programu Artcam, kilka dni temu postanowiłem coś wyciąć i na szybkiego zainstalowałem program VCARVE Pro i pomimo prawidłowego i różnego ustawienia prędkości ruch maszyny w pozycjach XYZ po wygenerowaniu kodu na Mach3 prędkość w XY jest zawsze 3 razy szybsza niż Z.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!

-
ami197029
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 18
- Rejestracja: 18 mar 2016, 12:29
- Lokalizacja: brzesko
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
Jeszcze raz !
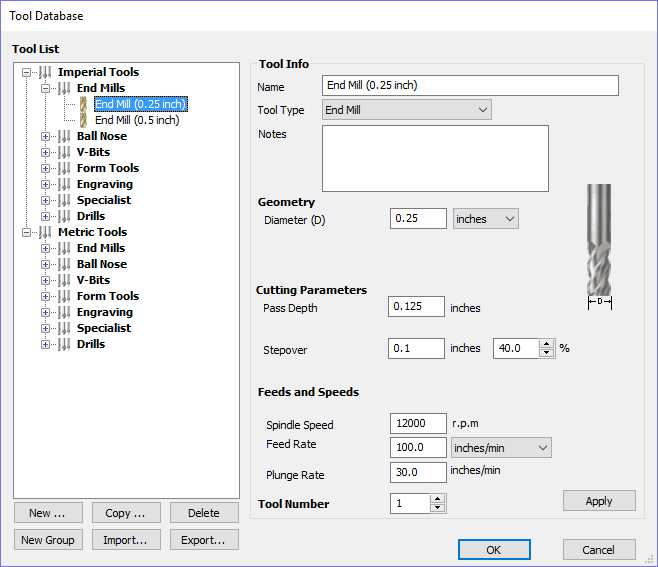
Bez względu co wpisuje w pozycje: Feed Rate i Plunge Rate szybkość jest jedna i ta sama.
Podałem tylko że po wpisaniu zawsze XY jest kilka razy szybszy od Z i dojazdu.
Atrcama mam na innym komputerze a tego zainstalowałem na laptopie do prostych projektów.
Z tego co pamiętam rzeczywiście chyba w Artcamie można było wybierać koprocesor.
Projekty z Artcama generuje z prawidłową prędkością i nie chodzi o dokładne parametry tylko jeżeli ustawiam wolny psów frezowania okręgu o średnicy 2.5 mm ma to robić wolno a nie zapieprzać.
Sprawdziłem kilka projektów z Artcama i jest prawidłowo więc maszyna się nie przestawiła.
Bez względu co wpisuje w pozycje: Feed Rate i Plunge Rate szybkość jest jedna i ta sama.
Podałem tylko że po wpisaniu zawsze XY jest kilka razy szybszy od Z i dojazdu.
Atrcama mam na innym komputerze a tego zainstalowałem na laptopie do prostych projektów.
Z tego co pamiętam rzeczywiście chyba w Artcamie można było wybierać koprocesor.
Projekty z Artcama generuje z prawidłową prędkością i nie chodzi o dokładne parametry tylko jeżeli ustawiam wolny psów frezowania okręgu o średnicy 2.5 mm ma to robić wolno a nie zapieprzać.
Sprawdziłem kilka projektów z Artcama i jest prawidłowo więc maszyna się nie przestawiła.
-
JacekBelof
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Program nie generuje prawidłowej prędkości posuwu do kodu G
Spróbuj zmienić "Chip load". Jest taka pozycja... przynajmniej w toturialu (z ciekawości rzuciłem okiem co to za dziwny program)
Np. w tym linku od 4.05 jest o Tool database.
Np. w tym linku od 4.05 jest o Tool database.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!






