



Czyli wiemy, że twoje sterowanie to jakiś program pc.
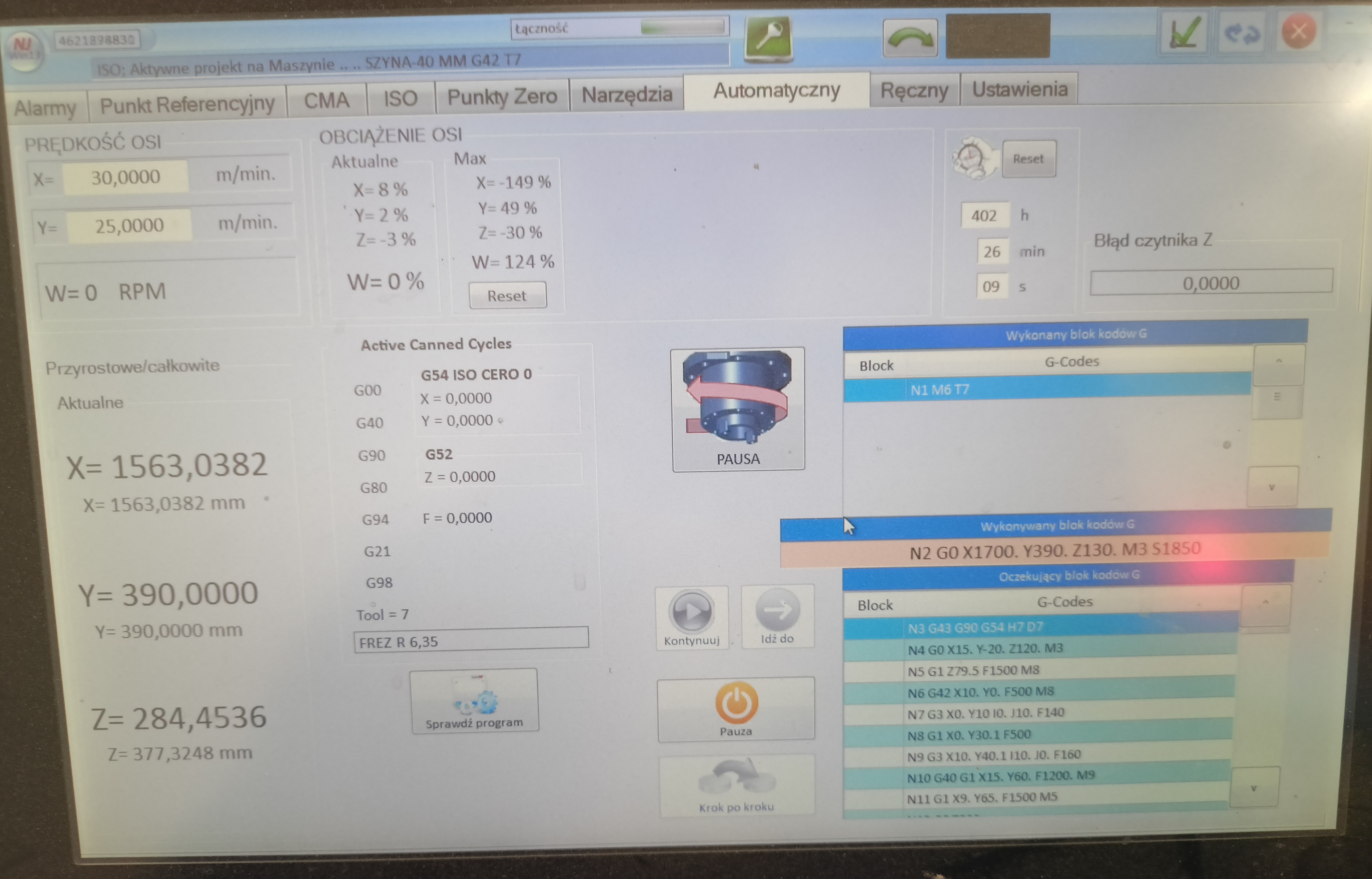
Przejdź do zakladki "automatyczny" i pokaż tego zdjęcie, sprobuj jeszcze znaleźć nazwę tego okna w komputerze. Albo jak się odpala, to jakie napisy wyskakują?
Dodane 1 minuta 1 sekunda:
Tuxem się nie przejmuj, on tu tylko ciśnienie utrzymuje na swoim poziomie.
problem z G43 i G54
problem z G43 i G54


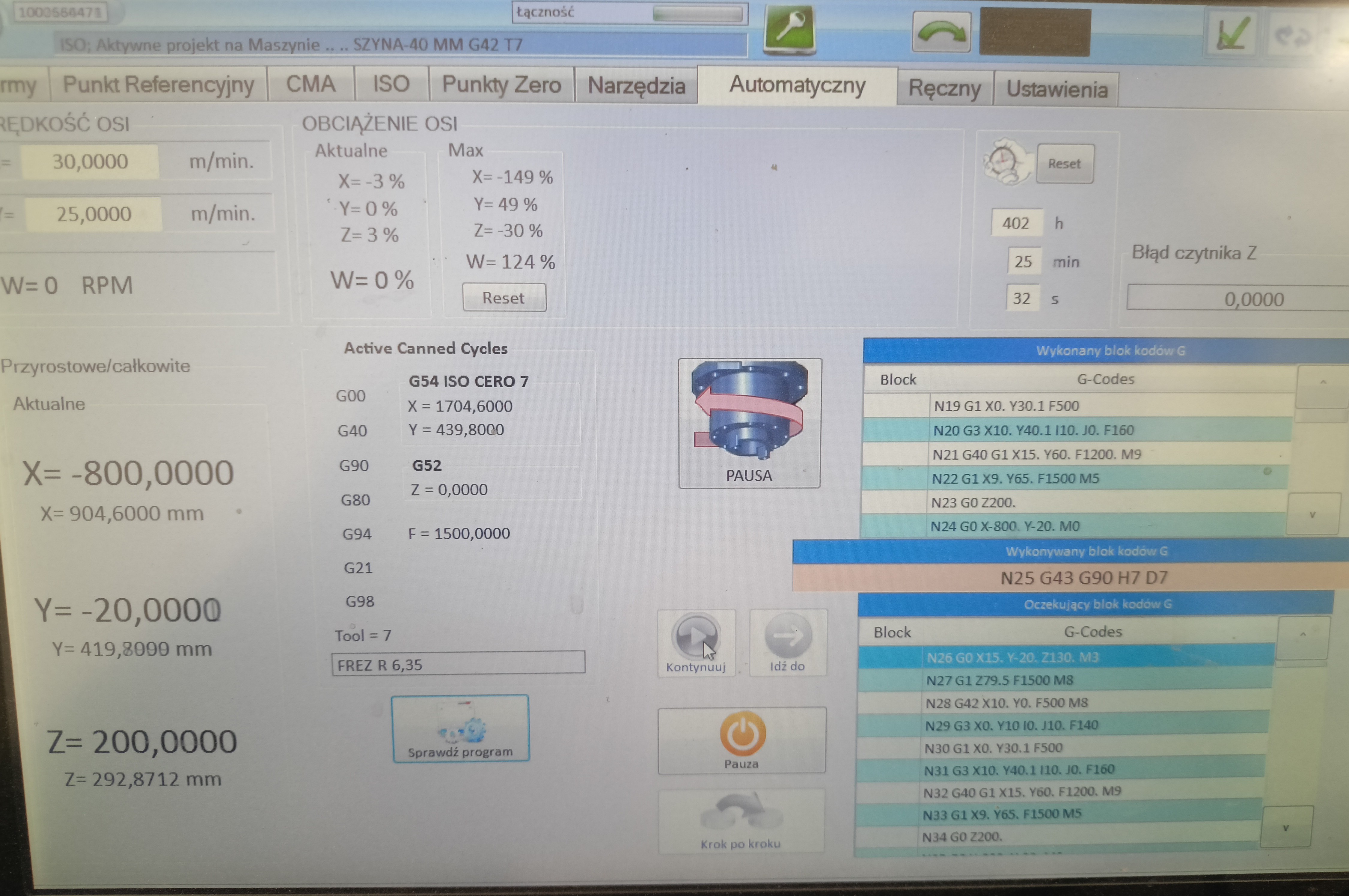
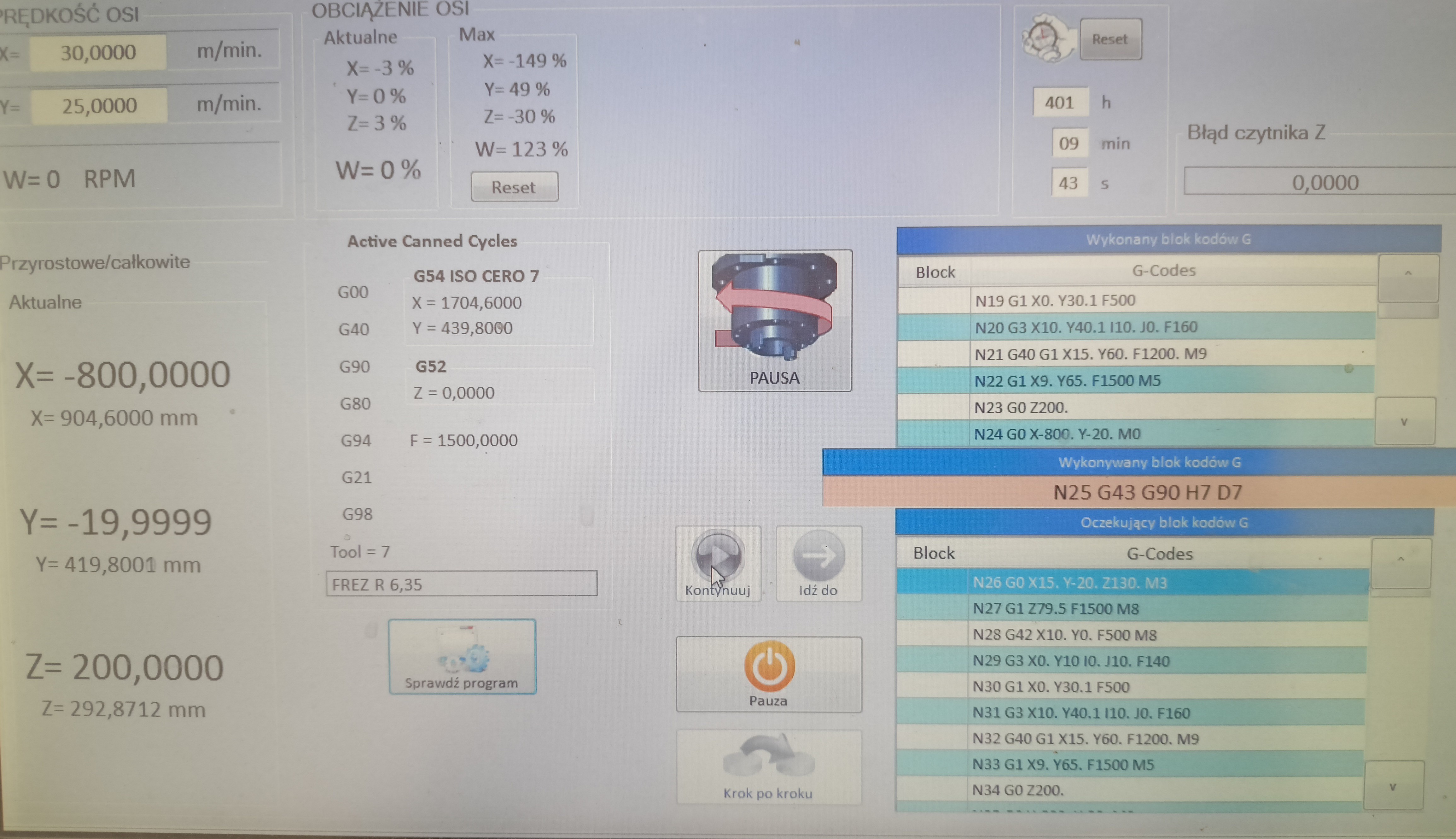 Tak to wygląda
Tak to wygląda-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: problem z G43 i G54
Właśnie Ci pomogłem, ale tego też nie rozumiesz.
Natomiast jeśli chodzi o twoje walki z G-kodem, to zacznij od porządku.
Po pierwsze, jeśli twoja maszyna to akceptuje, a akceptować powinna, to nie używaj numerów linii, bo to niewiele pomaga a dużo przeszkadza w czytaniu programu przez człowieka.
A jeśli już musisz/lubisz numerować linie, to nie numeruj ich ze skokiem 1, bo to jest debilizm i taki program nie nadaje się do edycji.
Po drugie, standard g-kodu umożliwia umieszczenie w jednej linii kilku komend, jeśli tylko nie są ze sobą sprzeczne, ale dopóki się uczysz to tak nie rób. Szczególnie że wygląda na to, że twoje sterowanie poprawnie czyta kretyński zapis.
Przykładowo, jeśli twoja maszyna poprawnie wykona linię
Kod: Zaznacz cały
N517 G1 F1000 G43 G90 G54 H5 D5 M3 X10 Y15Kod: Zaznacz cały
G90
G54
G43 H5 D5
M3
F1000
G1 X10 Y15-
 JacekBelof
JacekBelof
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 730
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: problem z G43 i G54
Pomijając fakt, że brakuje jeszcze S, to ten drugi sposób wymaga pewnej wiedzy i kontroli np. to, że F ma być przed G1. Pisząc "ciągiem" unikamy tego problemu, gdyż wszystkie komendy w jednej linii są wykonywane "równocześnie" (w zasadzie to sterowanie decyduje o ich kolejności).
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: problem z G43 i G54
A początkujący może tego nie rozumieć, a nawet myśleć że parametry należą do innego kodu niż w rzeczywistości...
-
enjoy_10
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 19
- Posty: 31
- Rejestracja: 15 paź 2016, 17:52
- Lokalizacja: Polska
Re: problem z G43 i G54
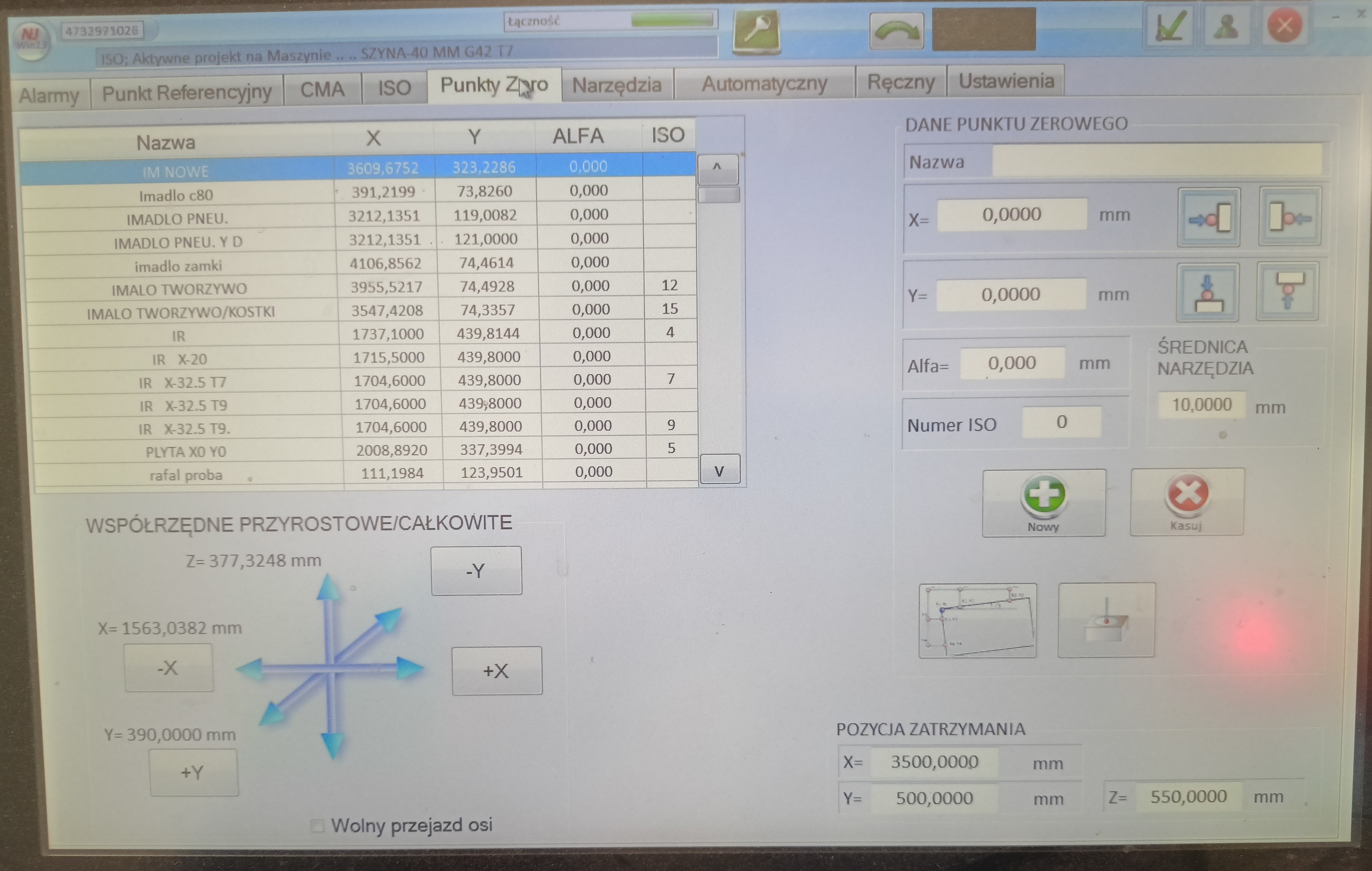
Ok, dzięki za odpowiedzi, ale dalej nie mam pojęcia w jaki sposób ona odczytuje konkretny punkt zero po wpisaniu komendy G54. Skoro tych punktów jest kilka.
Dodane 3 minuty 36 sekundy:
Tutaj jeszcze jedno, są konkretne punkty na środku przy G54.
Dodane 3 minuty 36 sekundy:
Tutaj jeszcze jedno, są konkretne punkty na środku przy G54.
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 4718
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: problem z G43 i G54
To już wiemy, że to jakiś soft windowsowy. Ktoś zna to logo NJ?
Ewentualnie spróbuj alt+TAB i zobaczyć coś wiecej jak ta aplikacja się nazywa, w jakim katalogu siedzi...
Ewentualnie spróbuj alt+TAB i zobaczyć coś wiecej jak ta aplikacja się nazywa, w jakim katalogu siedzi...
Można?
Morzna!!!
Morzna!!!
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: problem z G43 i G54
Wygląda na to, że autor sterowania wychodził z założenia, że operator jest debilem i nie poradzi sobie jeśli mu się nie pomoże...
(Nie obrażaj się, bo to nie o Tobie, tylko o autorze oprogramowania).
Krótko mówiąc, ta tabela wygląda na jakieś autorskie rozwiązanie i bez instrukcji obsługi trudno będzie coś o tym powiedzieć.
U mnie jest komenda G10L20, która na przykład może wyglądać tak:
Kod: Zaznacz cały
G10 L20 P1 X10 Y10 Z5 R30





