



")
że na grzybach znać się nie musi bo w JEGO lesie muchomory nie rosną.
Czyli kolega Kamar twierdzi że takie pizdryki to mu nie potrzebne.
Ale może innym...
QQ4
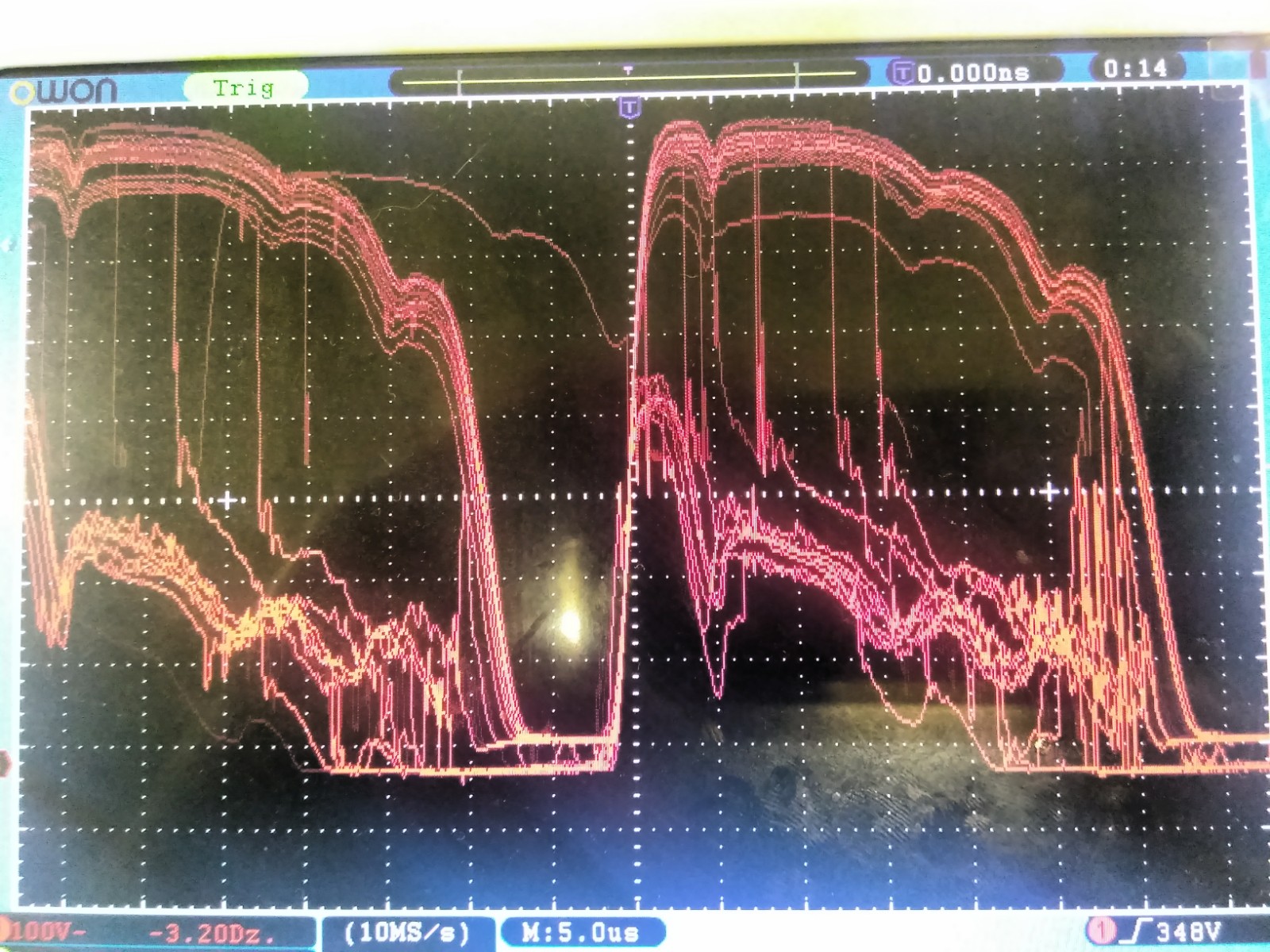
Napieprzamy ile generator wydoli. Widać dużo przypadkowości w zapłonach łukowych, podbicie indukcyjne nie wiele pomaga bo i tak są impulsy bez zapłonu iskrowego
QQ5
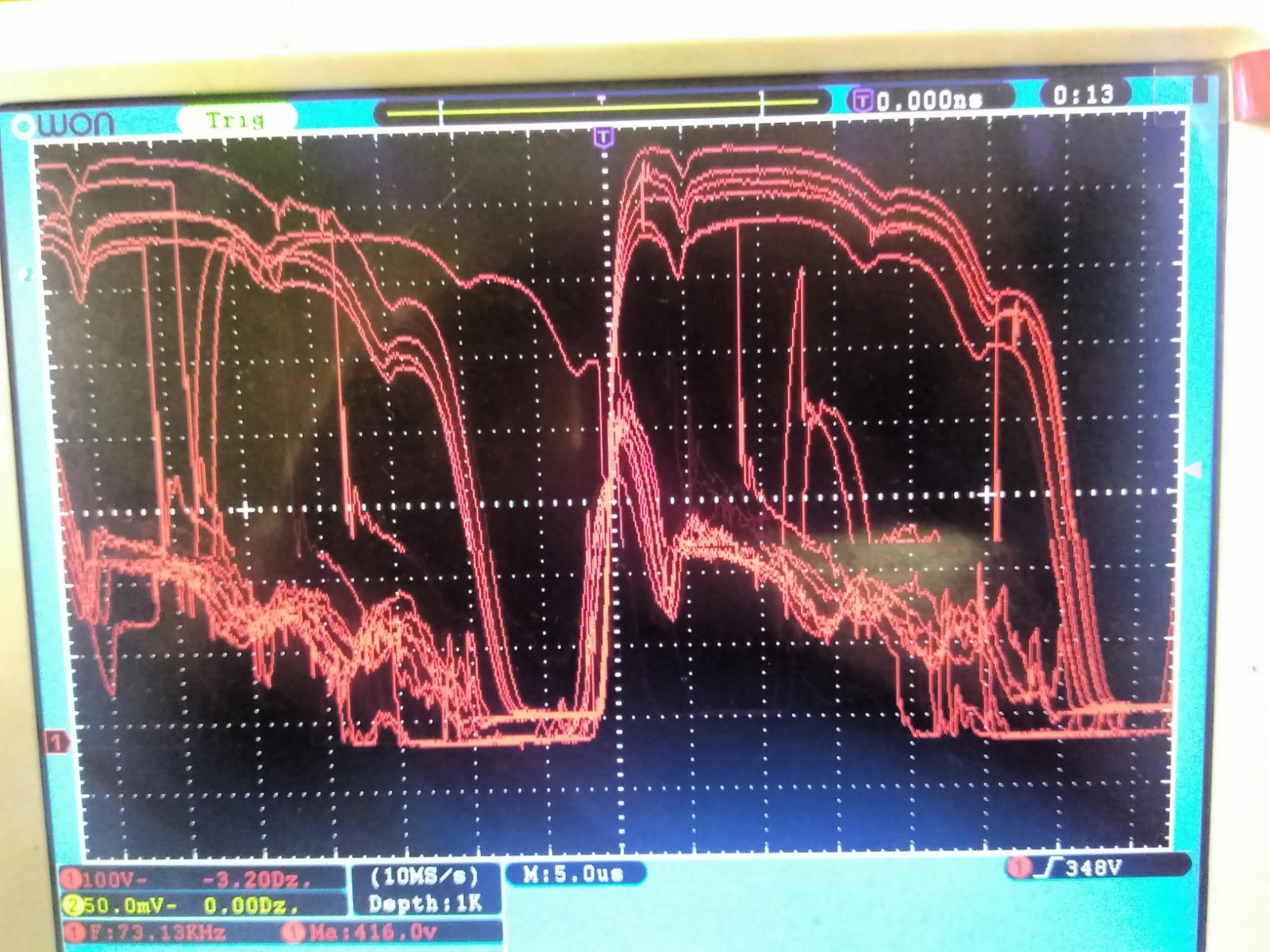
Po zszynchronizowaniu czasem przerwy wiecej pali niż przelatuje czyli lepiej choć wcale nie jest bezpiecznie.
Puki co to wskaźniki typu amperomierz albo diodka zwarcia pokazują to samo bo, użyje trudnego pojęcia, całka mocy impulsu jest na tym samym poziomie.
QQ6
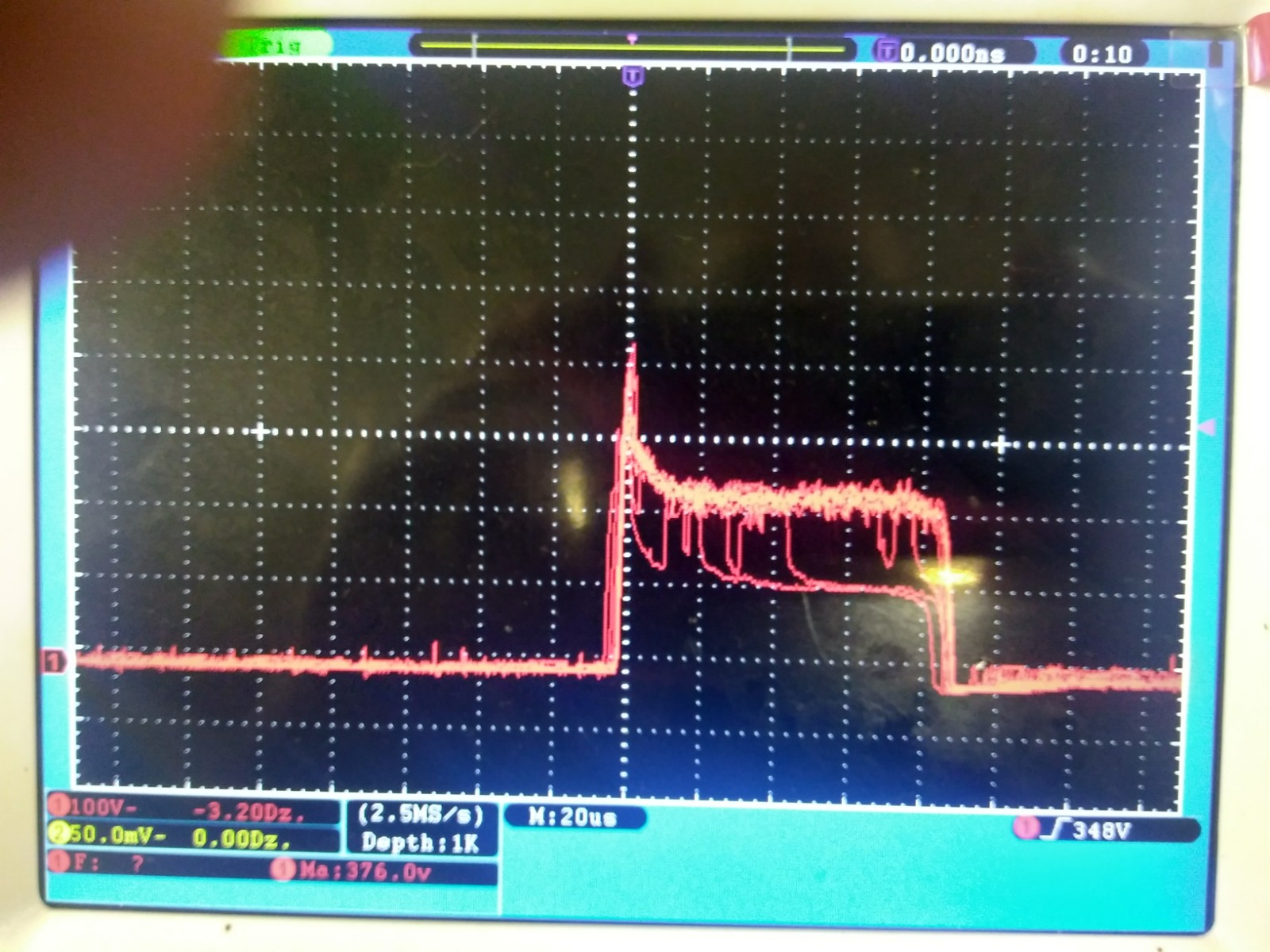
A gdy przyciśnie się krokami to zamiast drążenia jest zwykłe galwaniczne zwarcie. (diodka może zadziałać - wartość średnia na kondensatorze pomiarowym pokaże niższe napiecie. Czyli stoimy i nie drążymy może samo się naprawi)
Tak przy okazji to drut nie zrywa się od zwarcia bo on dużo wytrzymuje. Dla 0,14mm możecie sobie sprawdzić.
Jeżeli w powietrzu włączyć prąd to można puścić nim 2A na stałe i jeszcze nic się nie dzieje. A w impulsie tyle razy wiecej niż odwrotność współczynnika wypełnienia tego impulsu.
Czyli dla 10% spokojnie przeniesie 20A. I to w powietrzu.
Gdy otoczyć go wodą to wartości dochodzą do 50A obciążenia ciągłego (nie mam silniejszego zasilacza)
Czyli twierdzenie ze pradu więcej nie można jest pomyłką.
To wyładowania łukowe w szczelinie przetapiają drut a nie podany kluczem generatora amperaż impulsu.
QQ7
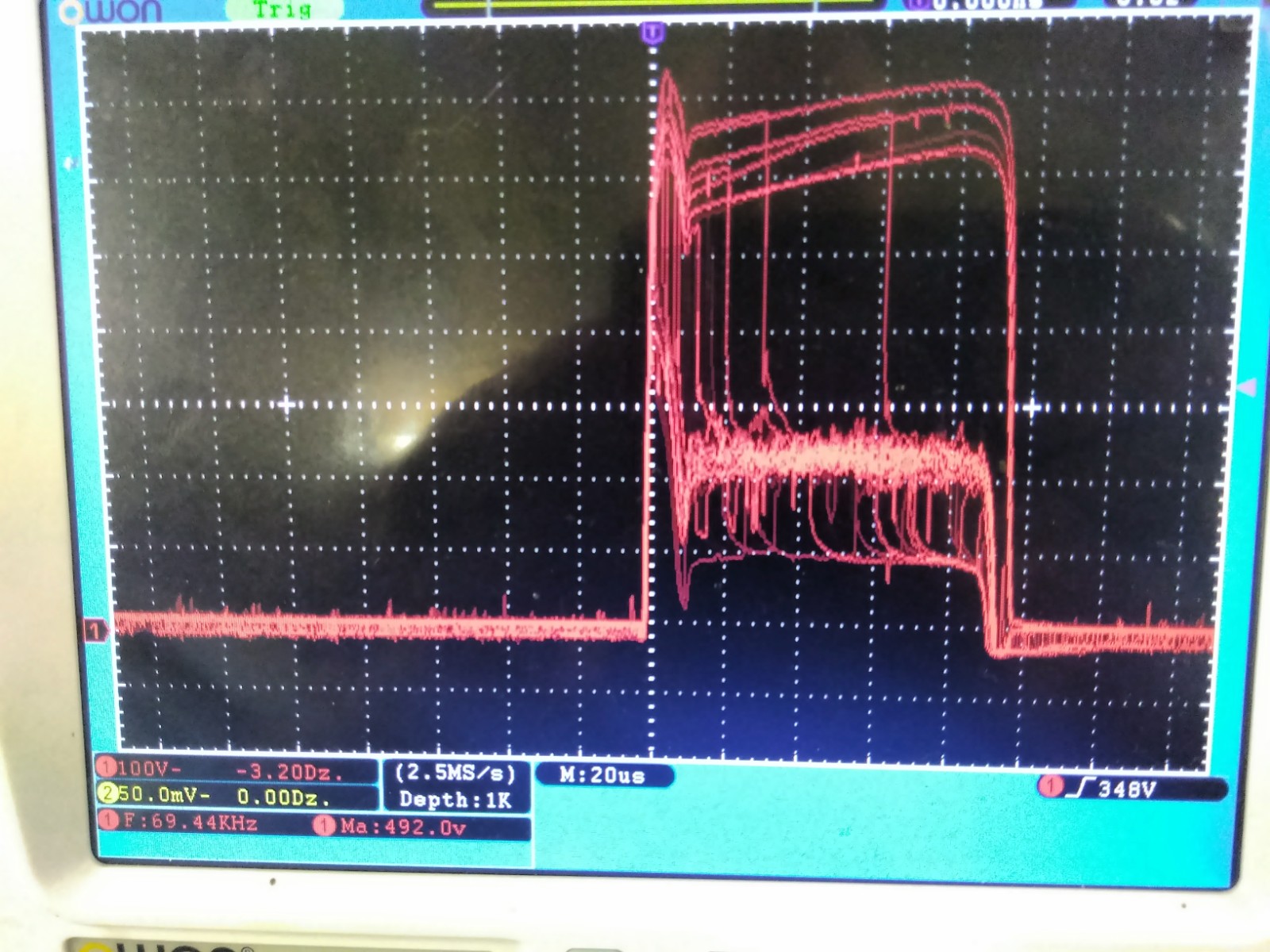
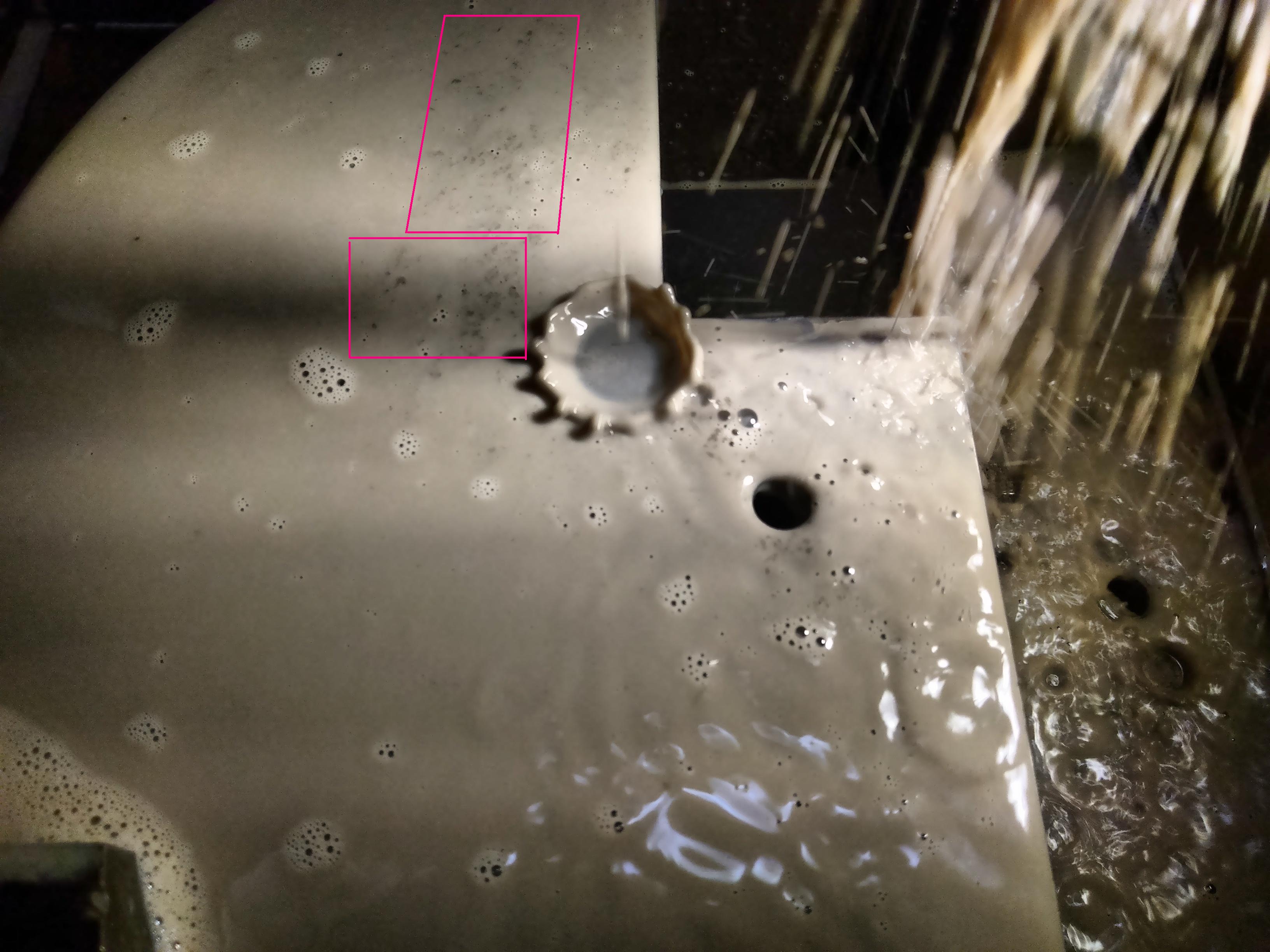
A tak wyglada wydajne drążenie z ustabilizowanym rezonansem i niską energią szczeliny w przerwie miedzy impulsami która po wyłączeniu prądu szybko się rozładowuje.
Można iść do domu bo nic w najbliższych godzinach się nie zdarzy.
Znalazłem płytki po próbach które robiłem jeszcze przed modyfikacją generatora- oryginalny chińczyk.
Jest opinia że to słabe drążarki.
Ale raczej brak instrukcji , takiej łopatologicznej typu "jak to to tak a jak inne to inaczej" nie pozwala użytkownikowi osiągnąć satysfakcji. Szkoda.
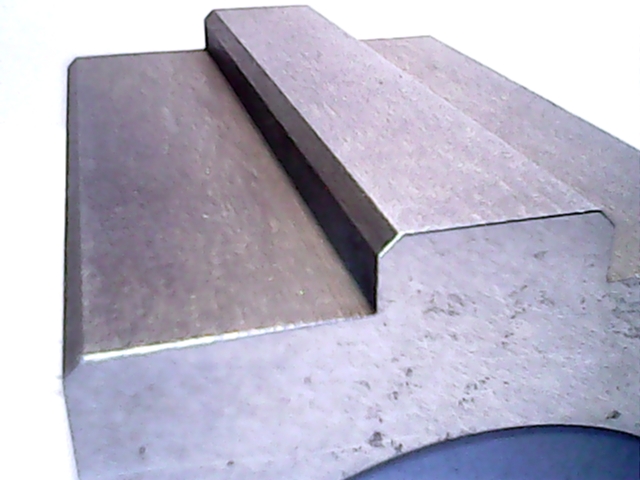
P1
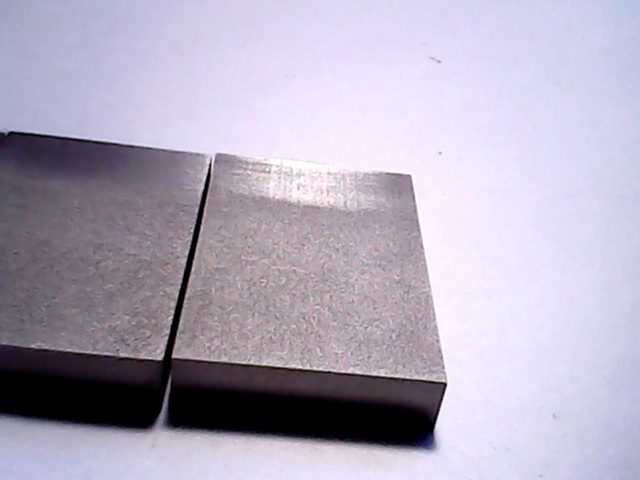
najbardziej oszczędnosciowe nastawy - wydajność około 15mm2/min mat NC11LV-60HRc V=60V, I=6A
P2
niewiele wiecej - 25mm2/min
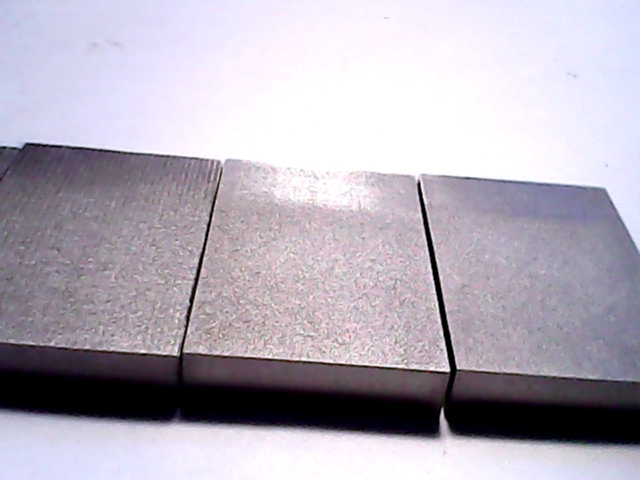
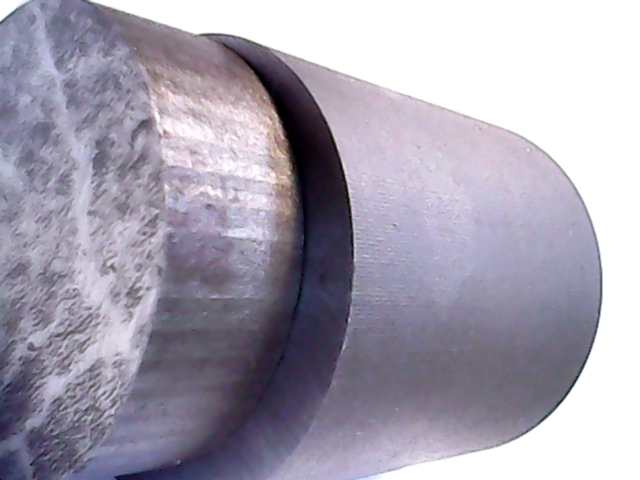
P3
zwiekszone napiecie do 90 V. Od razu widac skok wydajności - pomiedzy jednym nawrotem bębna a nastepnym drut przesuwa się około 2mm
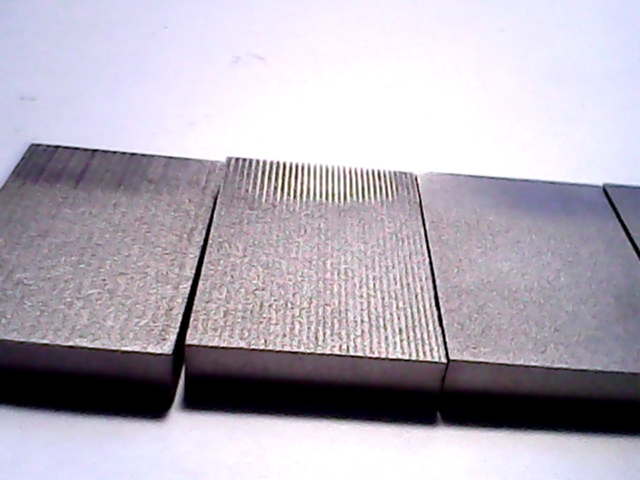
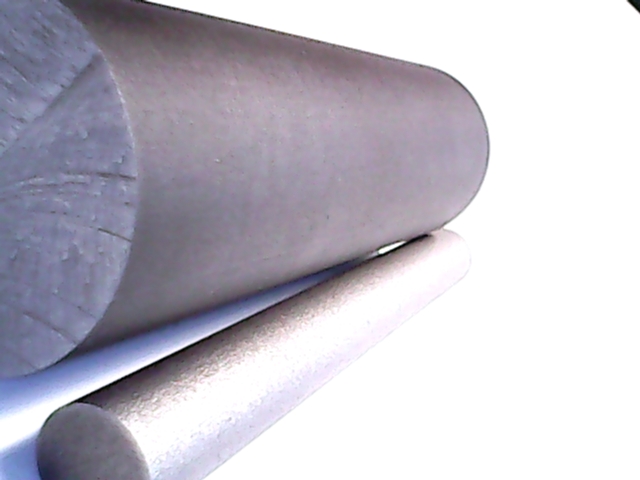
P4
wydajność 70mm2/min Nawroty drutu oddalone są ok 2,5mm powodując wyrażne rowki.
Ale te nierówności są na tym samym poziomie i róznica pomiędzy nimi wynika tylko z ruchu postepowego drutu.
Gdy idzie wolno to garbiki ( które są zawsze pozostawiane przy nawrotach) są wypalane do poziomu rowków. I wychodzi gładko
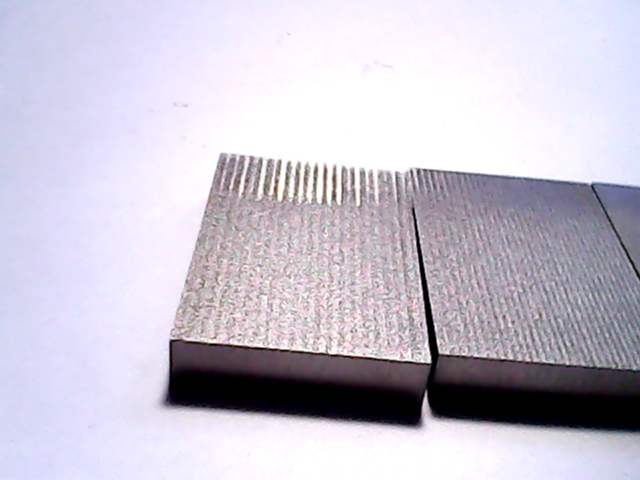
Na płytkach to rozjaśnienie powstało po przetarciu kilkoma ruchami osełką, dosłownie 2-3 pociągniecia.
Ale dla P4 to już jest co robić aby doprowadzić do gładkiego.
(wszystkie płytki cięte tym samym prądem, różne były nastawy czasowe)
Sam dzisiaj siedzę to mi się nudzi.



")







