




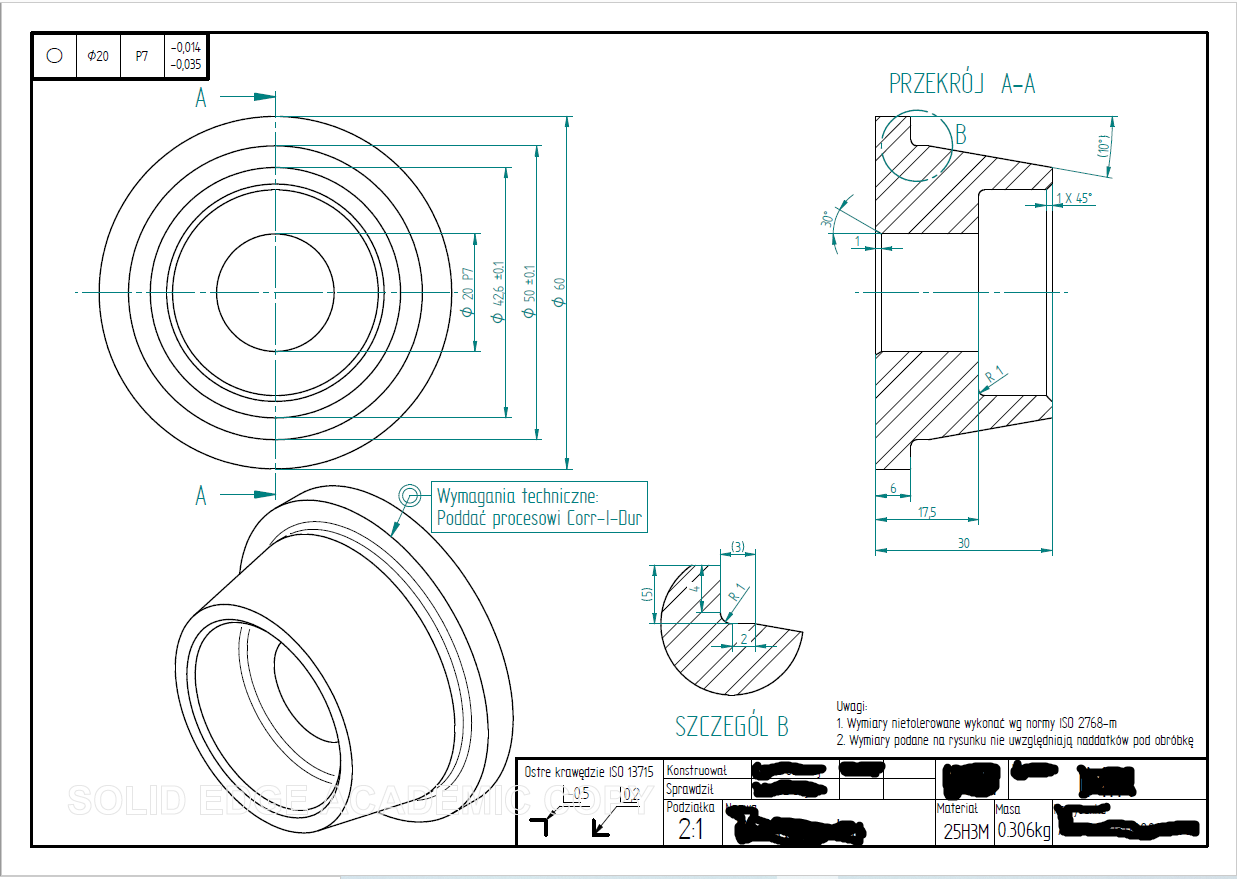
W ramach pierwszego projektu w tym semestrze dostałem za zadanie zaprojektowanie wału(osi głównej zderzaka), która osadzona jest na wcisku w łożyskach serii 16005 (fi25) a na niej osadzona jest rolka jezdna. Krzywizny belki jezdnej nie miałem podanej, więc nie wiem czy miała by być to znormalizowana szyna jezdna czy też po prostu jakiś kawałek stali.
Proces Corr-I-Dur(azotonawęglanie - proces firmy Bodycote) któremu poddaję obie części jest procesem w którym nie wymagane jest wcześniejsze hartowanie, ani projektowanie z naddatkami pod obróbkę, ponieważ podczas procesu wszystko dyfunduje do środka materiału, temperatura samego procesu jest względnie mniejsza od pozostałych "typowych".
Na stal wału wybrałem 32CrMoV12-9, a na rolki 25H3M. Sprawdziłem ceny tych stali i w obu przypadkach cena oscyluje od 12 do 15zł z kg, waga przedmiotów jest niewielka, bo 0.8kg dla wałka i 0.3kg dla rolki.
Obie części poddaję temu procesowi z dwóch powodów, jako, że są to części które pracują ciernie, to proces ochroni je przed zbyt szybką utratą materiału, dzięki czemu cały zespół nie rozklekota się zbyt szybko, po drugie, chroni przed korozją.
Poniżej rysunki.
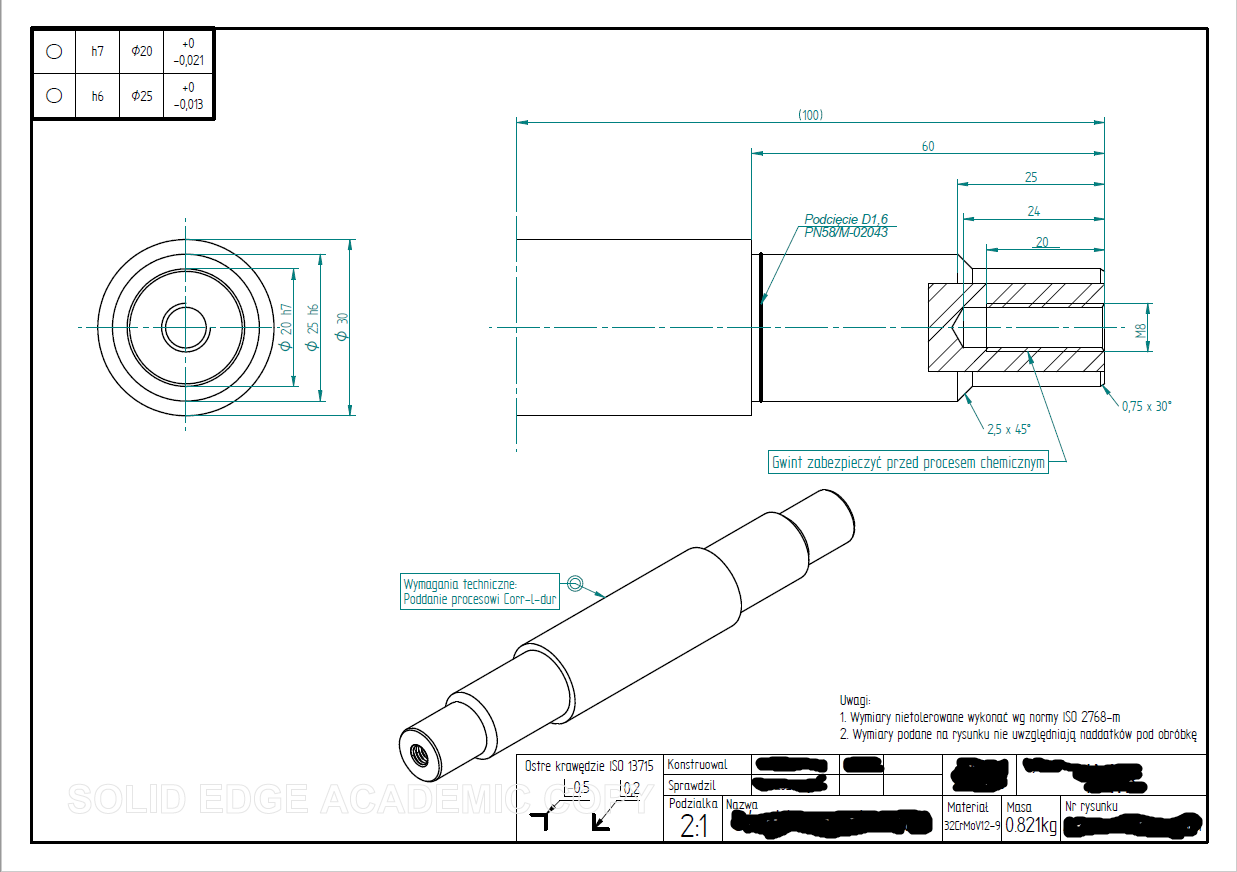
Mam też ważne pytanie, czy oznaczenie podcięcia obróbkowego D1.6 mam poprawne, bo widziałem tutaj https://poczta.simr.pw.edu.pl/~rpakow/p ... obkowe.htm oznaczenie tego typu, że rysuje się grubą linię w pewnej odległości od granicy segmentu, z kolei na rysunku technicznym wałka, który wyszedł spod "palców" profesjonalnego projektanta, który projektował wał dla pewnej maszyny, oznaczenie podcięcia znajduje się idealnie na granicy segmentów(ale warto dodać że jego podcięcie to podcięcie typu A).
Jeśli ktoś by miał jakiekolwiek inne uwagi, chętnie przyjmę
Z góry dzięki za pomoc
Dodane 49 minuty 8 sekundy:
Szybki edit
Zauważyłem, że miałem błąd przy średnicy fi20 wałka, powinna być tolerancja h6 dla pasowania P7/h6


")
")






