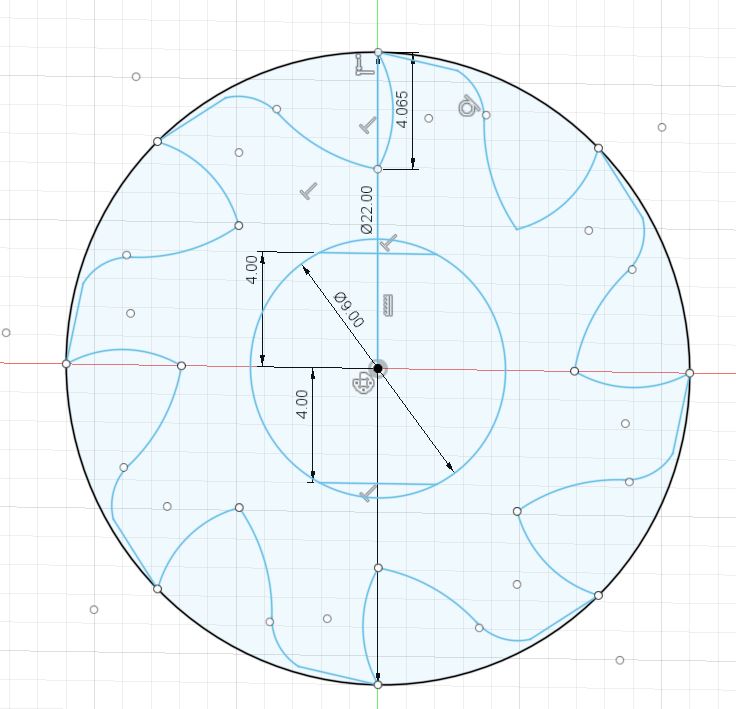
Kamar, gdybym to ja projektował ten frez, zrobiłbym takiego moda na Twoim zarysie zęba, albo coś bardzo podobnego (czerwona linia na rysunku).
Myślę (jestem pewien), że Twój zarys ma niepotrzebnie dużo materiału tuż za krawędzią skrawającą - tam nigdy nie pęknie, ramię siły produkuje największe obciążenie u podstawy. I na tym proponowanym zarysie dodatkowo z tego powodu jeszcze dodałem nieco materiału na dnie rowka wiórowego.
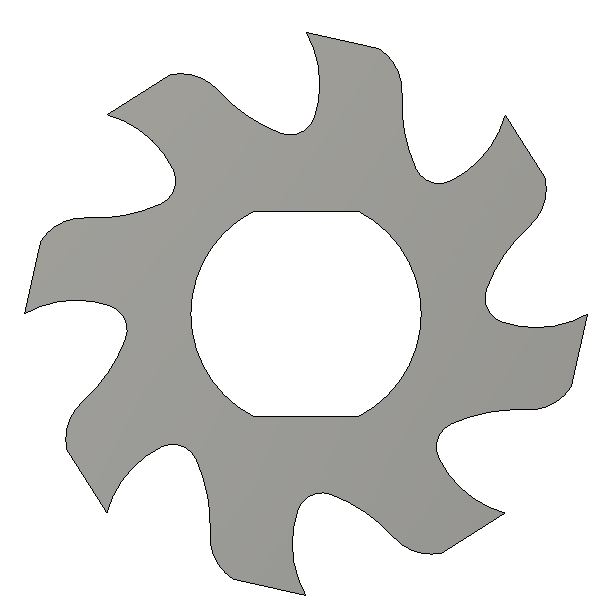
On sam powiększy zresztą nawet swoją objętość w stosunku do pierwowzoru, choć przede wszystkim tuż za krawędzią skrawającą, a nie w kierunku dna (co byłoby korzystniejsze przy odcinaniu i zwijaniu wióra).
Ale przypuszczam, że objętość rowka wiórowego to nie problem - detal jest "otwarty", więc wióry wyrzucane przy każdym obrocie freza (to nie np. rowek teowy, gdzie wszystko kotłuje się we własnym sosie).
Jeszcze uwaga co do wykorzystania freza
spiralnego walcowo-czołowego: nie uważam tego za dobry pomysł, ponieważ krawędź skrawająca każdego zęba będzie skośna. I jakkolwiek dolna krawędź pojedynczej tarczki freza będzie miała idealne wręcz, komfortowe warunki skrawania ("bardzo" dodatni kąt natarcia), to górna krawędź będzie miała taki sam "bardzo" kąt natarcia, ale UJEMNY. Będzie to mocno tarło, chyba że podszlifuje się powierzchnię odpowiednio. Jednak kąt natarcia i tak pozostanie bardzo "zły"dla aluminium - bo ujemny.
Szlifowałem sobie nawet takie kocopoły, ale to były dłubaniny jednostkowe, delikatne skrobanie i wytrzymywały
Można napisać, że najlepsze byłyby zęby daszkowe, jak w kołach zębatych - ale to chyba tylko we frezach tarczowych składanych jest możliwe.
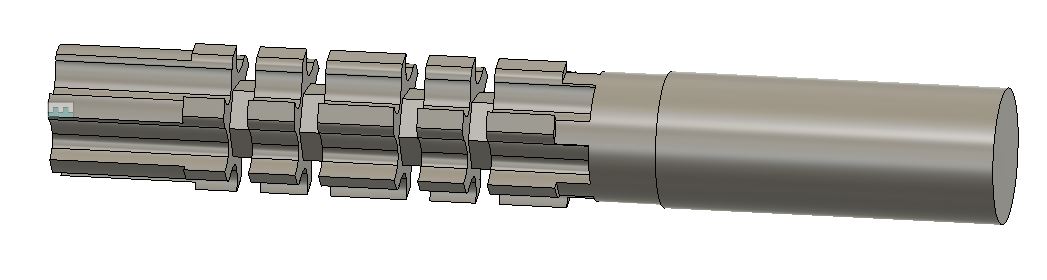
Jak wiadomo, frez tarczowy (a tu są takie cztery, małe) powinien mieć ostatecznie zęby prostopadłe (jak np. typowe - dość cienkie - frezy piłkowe), albo lepiej naprzemianskośne, jak frezy tarczowe o większej grubości/średnicy.
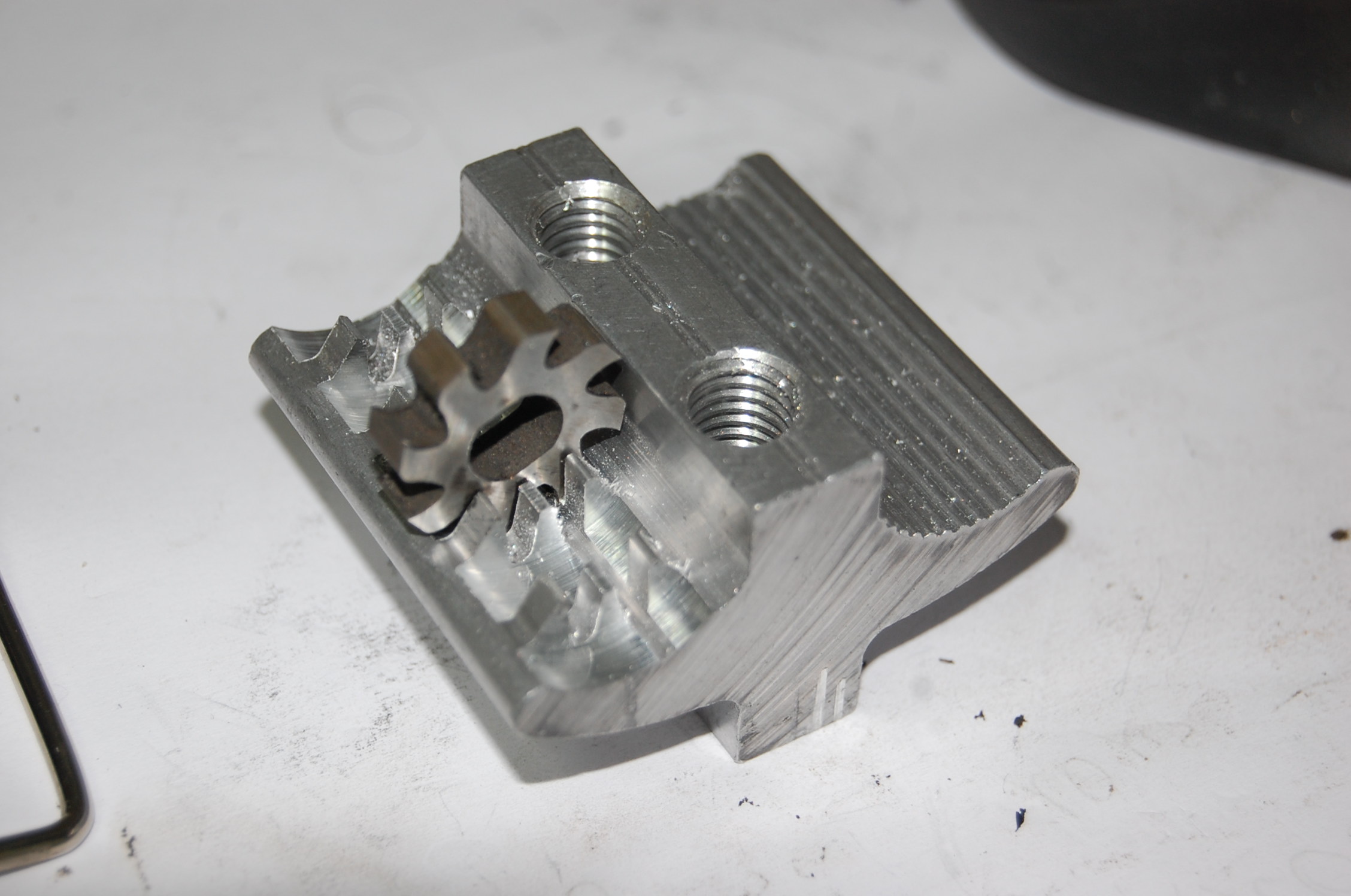
Kamar, dodatkowo widzę tu jeszcze jeden problem (który mógł "wspomóc" wyłamanie zęba): Twoje tarczki nie mają chyba podszlifowań które tworzą boczne powierzchnie/kąty przyłożenia, to zwykłe płaskie tarczki?
A każdy frez tarczowy ma (powinien mieć) takie - obrazowo napiszę - "uciekające" powierzchnie boczne, żeby nie trzeć "bokami" w wykonywanej szczelinie/rowku; piłkowy ma np. 0,5° , duże tarczowe ok. 2-3°... co tu się rozpisywać, przecież wszyscy wiecie o czym mówię... zęby zjedliście na tej robocie

Środek w tym konkretnym przypadku warto i trzeba pozostawić w grubości wyjściowej - bo determinuje odległości pomiędzy tarczami.




")



")