



Szanowny Kolego,
Nie, sterowanie do lasera ani nie jest porównywalne ani tańsze od sterowania frezarki.
A co ma do tego jeszcze obszar roboczy to już chyba pozostanie słodką tajemnicą.
Należy zacząć od tego, że w laserze jest o wiele więcej czynników, które trzeba synchronicznie kontrolować niż we frezarce.
Czy we frezarce potrzebny jest pomiar odległości dyszy od blachy?
Czy we frezarce potrzeba dynamicznie kontrolować wysokość głowicy dostosowując się do krzywizny materiału?
Czy we frezarce potrzeba dynamicznie sterować pozycją soczewki kolimatora?
Czy we frezarce trzeba sterować ciśnieniem gazu?
Czy we frezarce potrzebny jest modulator wiązki lasera synchronizowany z pozycją i prędkością posuwu?
Czy we frezarce potrzebny jest moduł umożliwiający automatyczny pojemnościowy pomiar pozycji arkusza na stole?
Czy we frezarce jest potrzebny moduł kontroli stanu optyki w głowicy, ciśnień temperatur, wilgotności itp?
Czy we frezarce potrzeba systemu sterowania, który może poruszać się ruchem interpolowanym z przyzwoitą dokładnością przy 100m/min
Czy we frezarce potrzebna jest obsługa tabel technologicznych ze zdefiniowanymi wszystkimi parametrami cięcia różnych rodzajów materiałów?
Czy we frezarce potrzebny jest moduł komunikacyjny do sterowania źródłem lasera?
Nawet nie wiem czy czegoś nie pominąłem, a już widać że w standardowym systemie sterowania od maszyn skrawających takich funkcji po prostu nie ma i producenci laserów do cięcia muszą je obudowywać całym mnóstwem zewnętrznych modułów aby to w ogóle jakoś zadziałało.
Niestety konsekwencje są takie, że ta zbieranina modułów różnych dostawców nie zawsze do siebie dobrze pasuje i trzeba godzić się na wiele kompromisów.
Kolejną niedogodnością jest brak możliwości serwisowania zdalnego, ponieważ o ile jeszcze współczesne systemy sterowania umożliwiają diagnostykę zdalną ich zasobów, to modułów dopiętych dodatkowo na zewnątrz już nie. I np. do stwierdzenia, że kabelek od sterowania głowicą poluzował się i nie kontaktuje w gnieździe trzeba wysyłać fizyczny serwis, a w innych okolicznościach operator by to naprawił w 5 minut.
Co do wyższości sterowania niemieckiego od polskiego to mam nieodparte wrażenie, że przynajmniej część kolegów ma głęboki kompleks Polaka. Niewyobrażalne jest dla nich to że polski system sterowania może być lepszy od niemieckiego. Czy to wrodzona skłonność do poczucia niższej wartości, czy skutek wychowania w państwie przez wiele lat będącym pod czyimś butem, a to komunistów, a zaborców nie wiem. Czy Niemiec jest mądrzejszy, sprytniejszy, inteligentniejszy od Polaka? Wygląda na to, że wielu Polaków tak sądzi.
I potem niewyobrażalne jest dla nich to że w Polsce można zrobić coś lepszego, szybszego czy tańszego.
Mam wrażenie, że niektóre opinie powstały bez zrozumienia poprzedniej wypowiedzi.
Ktoś z góry założył, że absolutnie niemożliwe jest, że systemy sterowania maszyn CNC nie zmieniły swojej podstawowej zasady działania od 50 lat.
Szczerze powiedziawszy też się dziwię, bo o ile na początku rozwoju maszyn CNC rzeczywiście procesorki były słabiutkie i trzeba było wielu kompromisów aby w ogóle dało się to zrobić, to już po 20 latach procesory były tysiące razy szybsze i można było opracować wiele różnych koncepcji sterowania bezuchybowego.
Dlaczego najwięksi producenci z branży tego nie zrobili? Czy to firmy niemieckie, czy japońskie od systemów sterowania systematycznie powiększają ekrany komputerów i usprawniają interfejs użytkownika, o tyle w samym działaniu pętli kontroli pozycji nie zmieniło się prawie nic.
A co się zmieniło? Kiedyś gdy operator obrabiał dość szybko np. aluminium to ze ścinaniem narożników radził sobie poprzez stanie przy maszynie i skręcanie posuwu w narożnikach, albo włączał funkcję zatrzymywania na każdym wektorze do czasu dociągnięcia głowicy, co powodowało niemiłosierne szarpanie i zwalnianie na każdym końcu bloku.
No to teraz w niektórych systemach jest funkcja, która dynamicznie wylicza prędkość przy której błędy wynikające z ułomności nadążnego systemu sterowania nie przekraczają zadanej przez operatora wartości. Ale ułomność pozostaje, jest tylko maskowana przez automatyczne zwalnianie i tracenie cennego czasu, im wpiszemy dokładniejszą tolerancję tym maszyna dłużej robi ten sam program, czasami różnica jest tak duża, że program z dużą ilością skomplikowanych kształtów idzie przy zadanej tolerancji 0.01mm pięć razy dłużej niż przy zadanej tolerancji 0.1mm.
Oznacza to, że jeśli mamy masowo wykonywać takie zadania dokładnie to mamy kupić 5 razy więcej maszyn tylko z powodu ułomności systemu sterowania? Niestety na to wygląda.
Żeby było jasne, po co w systemach sterowania sterowania są dziesiątki G-codów sterujących dokładnością odwzorowania ścieżki narzędzia przy różnych prędkościach, zachowania na narożnikach, łukach, poliliniach?
Dlaczego nie można po prostu wpisać zadanej prędkości, a maszyna wykona ruch dokładnie wg ścieżki zwalniając wyłącznie dla zmiany kierunku poruszanej masy?
Wówczas po prostu generujemy G-cod, wpisujemy F i koniec, maszyna powinna wykonać to z dokładnościami mikrometrycznymi niezależnie od zadanej prędkości posuwu. Niestety ten niemiecki czy japoński system już przy obróbce aluminium potrafi generować błędy nadążania na poziomie nawet 2mm!
Zanim ktoś znów będzie zarzucał brednie, niech wytłumaczy po co w systemach sterowania takie g-cody jak: G60, G9, G601,G602, G603
To G-cody które z założenia mają maskować ułomności nadążnego systemu sterowania.
Po co mam wywoływać specjalny g-cod aby maszyna dokładnie wykonała narożniki?
Nie może po prostu zawsze dokładnie wykonywać narożników?
Czy ktoś może chcieć celowo wykonywać niedokładnie narożniki? Jak chce zaokrąglić konkretnym promieniem to niech wpisze to w ścieżce bo jak będzie chciał ścinać narożniki ułomnością systemu dla uzyskania oczekiwanego efektu to musi wiedzieć, że jeśli zmniejszy pokrętłem posuw to mu się zmieni promień zaokrąglenia, a to już trąci absurdem.
W tych nadążnych systemach sterowania domyślnie jest spóźnienie głowicy 1mm/m/min co oznacza, że przy prędkości 1m/min głowica porusza się 1mm za pozycją interpolatora.
Tak, to oznacza, że przy 10m/min to spóźnienie wynosi 10mm.
Tą standardową wartość 1mm/m/min można zmniejszyć ale nie da się jej wyeliminować całkiem ponieważ błąd pozycji, czyli różnica pomiędzy wartością położenia zadaną, a zmierzoną po przeskalowaniu staje się prędkością zadaną.
Czyli jedynie podczas gdy maszyna stoi pozycja głowicy i interpolatora pokrywają się bo błąd zerowy powoduje zadaną zerową prędkość posuwu dla serwonapędu.
Ta polska firma od laserów opracowała system sterowania bezuchybowy (nienadążny), w którym głowica ma pozycję dokładnie taką jak pozycja interpolatora niezależnie od prędkości. Aby było jasne to było bardzo skomplikowane zadanie rozwijane przez wiele lat. W niektórych przypadkach już przy frezowaniu uzyskała prędkości kilkukrotnie wyższe przy zachowaniu lepszej dokładności odwzorowania kształtów.
W przypadku laserów, gdy pojawiły się źródła światłowodowe polska firma miała już niejako przez przypadek gotowy system sterowania idealnie nadający się do wykorzystania w tych maszynach.
Inne firmy marnują potencjał technologii fiber przez stosowanie systemów zupełnie nie przeznaczonych do takich prędkości.
Laser fiber tnie cieńsze blachy 5x szybciej niż CO2, dlaczego np. czołowy producent laserów zwiększył wydajność swoich maszyn po przejściu z CO2 na "niby fiber" tylko o 30-35% a nie 5 razy? Bo nie jest w stanie nadążnym systemem sterowania poruszać się tak szybko bez deformacji wycinanych kształtów.
A dlaczego firmy produkujące systemy sterowania nic z rym nie robią?
To już nie jest pytanie do mnie.
Zakup Lasera - Chińczyk czy Europejczyk?


-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 7
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Zdaje się, rynek polski jest największy lub jednym z największych w Europie jeżeli chodzi o lasery. Kimli trzeba oddać, że w wprowadzając Lasery Fiber na nasz rynek niejako wymusił na konkurencji również wprowadzanie technologii Fiber. W końcu jak by to wyglądało, że mały (relatywnie) producent na końcu świata ma najnowocześniejsze rozwiązania, a Trumph, Bystronik itd nie mają? Koncerny te były bardzo zadowolone z ustalonej pozycji, ponieważ zarabiały również na budowie własnych źródeł CO2, a tak muszą kupować źródło Fiber na zewnątrz, płacąc podobną cenę jak konkurencja - lub stosując półśrodki. Czyli dobrze jest mieć w Polsce firmę z którą koncerny ze względu na wielkość rynku muszą się liczyć. Dlatego kibicuję Kimli i życzę mu dynamicznego rozwoju i coraz większej grupy zadowolonych klientów. A z tym może być problem przy tego typu nachalnym marketingu który może wprowadzać klientów na manowce.
Bo z punktu widzenia technologi - nieważne czy to będzie cięcie laserem czy frezowanie itd - hipotetycznie bezuchybowe sterowanie nie ma w tym przypadku znaczenia z punktu widzenia klienta bo owe zwalnianie w laserach czy frezarkach (również produktach Kimli żeby była jasność) ma przyczyny w 99% mechaniczne wynikające z zasad dynamiki Newtona (obecnie 7 klasa szkoły podstawowej). I każda frezarka i każdy laser będą ze względu na bezwładność masy części ruchomych (inercję) zwalniały w narożach, a zasuwały z pełną szybkością po prostych lub dużych łukach. Koniec kropka. Można zwiększać moc napędów, zaokrąglać naroża, próbować zmniejszać masę części ruchomych ale hipotetycznie bezuchybowe sterowanie może pomóc w rozważanym tutaj przypadku w stopniu pomijalnym. Każde sterowanie musząc zachować zadaną dokładność będzie zwalniać.
Co do sterowań we frezarkach, muszą one kompensować różnice geometrii wynikające z rozszerzalności termicznej i np kompensować (korygować) promień narzędzia przy programach z kompensacją narzędzia również 3D, pracować minimum w 3 osiach (nie licząc wrzeciona) a nie w 2 jak w laserze, frezarki (jak na razie) są dokładniejsze od laserów do cięcia blach itd.
O polu roboczym wspomniałem, bo w tych frezarkach z którymi miałem do czynienia sterowanie, moduły (serwa) , silniki, liniały itd pochodziły od jednego dostawcy. Chociaż jak się później okazało np do sterowania HH silniki produkował Siemens.
Niedokładność rzędu milimetrów przy szybkich posuwach w konkurencyjnych sterowaniach - niczego takiego nie zaobserwowałem w swojej frezarce z 2004 r ze sterowaniem HH530, maksymalny posuw (również roboczy) 90m/min. Prawdopodobnie można znaleźć sterowanie które ma takie niedokładności pozycjonowania - a nie wymiarów obrabianego detalu - być może np oparte na Mach, chociaż trudno mi w to uwierzyć.
Z własnego podwórka mogę podać przykład tajwańskich producentów obrabiarek. Bo patrząc na swoje wybory frezarkowe, żałuję, że na przełomie XX/XXI wieku wybrałem frezarki renomowanego, dużego niemieckiego producenta zamiast wchodzących na polski rynek freazarek tajwańskich. Dziś, nawet są one trochę droższe od niemieckich, ale zachowały wysoką jakość. Klient, który nie będzie zadowolony po kilku latach użytkowania 1 obrabiarki nie kupi następnej od tego samego dostawcy. Jeżeli handlowcy będą wciskali klientowi banialuki, to nie sprzedadzą mu następnych obrabiarek. Każda obrabiarka (zazwyczaj) ma mocne i słabe strony. Lepiej iść drogą tajwańskich producentów obrabiarek, długofalowo to się bardziej opłaca. Dlatego jeśli klienci wskazują na jakieś niedociągnięcia - lepiej to poprawić a nie przykrywać nachalnym marketingiem. Docelowo okaże się, że polskie wcale nie musi być tańsze, wystarczy lepsze. Czego Kimli życzę.
Bo z punktu widzenia technologi - nieważne czy to będzie cięcie laserem czy frezowanie itd - hipotetycznie bezuchybowe sterowanie nie ma w tym przypadku znaczenia z punktu widzenia klienta bo owe zwalnianie w laserach czy frezarkach (również produktach Kimli żeby była jasność) ma przyczyny w 99% mechaniczne wynikające z zasad dynamiki Newtona (obecnie 7 klasa szkoły podstawowej). I każda frezarka i każdy laser będą ze względu na bezwładność masy części ruchomych (inercję) zwalniały w narożach, a zasuwały z pełną szybkością po prostych lub dużych łukach. Koniec kropka. Można zwiększać moc napędów, zaokrąglać naroża, próbować zmniejszać masę części ruchomych ale hipotetycznie bezuchybowe sterowanie może pomóc w rozważanym tutaj przypadku w stopniu pomijalnym. Każde sterowanie musząc zachować zadaną dokładność będzie zwalniać.
Co do sterowań we frezarkach, muszą one kompensować różnice geometrii wynikające z rozszerzalności termicznej i np kompensować (korygować) promień narzędzia przy programach z kompensacją narzędzia również 3D, pracować minimum w 3 osiach (nie licząc wrzeciona) a nie w 2 jak w laserze, frezarki (jak na razie) są dokładniejsze od laserów do cięcia blach itd.
O polu roboczym wspomniałem, bo w tych frezarkach z którymi miałem do czynienia sterowanie, moduły (serwa) , silniki, liniały itd pochodziły od jednego dostawcy. Chociaż jak się później okazało np do sterowania HH silniki produkował Siemens.
Niedokładność rzędu milimetrów przy szybkich posuwach w konkurencyjnych sterowaniach - niczego takiego nie zaobserwowałem w swojej frezarce z 2004 r ze sterowaniem HH530, maksymalny posuw (również roboczy) 90m/min. Prawdopodobnie można znaleźć sterowanie które ma takie niedokładności pozycjonowania - a nie wymiarów obrabianego detalu - być może np oparte na Mach, chociaż trudno mi w to uwierzyć.
Z własnego podwórka mogę podać przykład tajwańskich producentów obrabiarek. Bo patrząc na swoje wybory frezarkowe, żałuję, że na przełomie XX/XXI wieku wybrałem frezarki renomowanego, dużego niemieckiego producenta zamiast wchodzących na polski rynek freazarek tajwańskich. Dziś, nawet są one trochę droższe od niemieckich, ale zachowały wysoką jakość. Klient, który nie będzie zadowolony po kilku latach użytkowania 1 obrabiarki nie kupi następnej od tego samego dostawcy. Jeżeli handlowcy będą wciskali klientowi banialuki, to nie sprzedadzą mu następnych obrabiarek. Każda obrabiarka (zazwyczaj) ma mocne i słabe strony. Lepiej iść drogą tajwańskich producentów obrabiarek, długofalowo to się bardziej opłaca. Dlatego jeśli klienci wskazują na jakieś niedociągnięcia - lepiej to poprawić a nie przykrywać nachalnym marketingiem. Docelowo okaże się, że polskie wcale nie musi być tańsze, wystarczy lepsze. Czego Kimli życzę.
-
harma
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 22
- Posty: 277
- Rejestracja: 07 kwie 2009, 20:49
- Lokalizacja: daleko od miejsca, w którym powinienem być
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Można sie z tym zgodzić tylko częściowo. Owszem, rzeczywiście technologia CO2 za długo królowała niepodzielnie na rynku laserów przemysłowych, ale przypisywanie tylko jednej polskiej firmie takiego wpływu na rynek wycinarek, czy też jakiegokolwiek bardzo dużego wpływu, jest błedem, ponieważ to nie tylko ta firma jako jedyna ma w swojej ofercie laser fiber oraz nie ona pierwsza zaczęła go stosować. Obecnie bardzo dużo firm ma w swojej ofercie fibery i głównie można przypisać ten sukces tylko i wyłącznie producentowi, czyli IPG oraz kierunkowi ich rozwoju (skupili się na specjalizacji, czyli opracowywaniu i produkcji tylko źródeł, nie robią maszyn do nich).Majster70 pisze: ↑27 sie 2020, 09:29Zdaje się, rynek polski jest największy lub jednym z największych w Europie jeżeli chodzi o lasery. Kimli trzeba oddać, że w wprowadzając Lasery Fiber na nasz rynek niejako wymusił na konkurencji również wprowadzanie technologii Fiber. W końcu jak by to wyglądało, że mały (relatywnie) producent na końcu świata ma najnowocześniejsze rozwiązania, a Trumph, Bystronik itd nie mają? Koncerny te były bardzo zadowolone z ustalonej pozycji, ponieważ zarabiały również na budowie własnych źródeł CO2, a tak muszą kupować źródło Fiber na zewnątrz, płacąc podobną cenę jak konkurencja - lub stosując półśrodki. Czyli dobrze jest mieć w Polsce firmę z którą koncerny ze względu na wielkość rynku muszą się liczyć.
Także z resztą na tym polu mają już konkurencję, czyli np. źródła Raycus'a.
Tutaj już pełna zgoda, a dodatkowo odnośnie nachalnego marketingu, to opiera sie też on na podawaniu nieprawdziwych danych lub porównywaniu parametrów laserów konkurencji, które były opracowywane i produkowane np. 15, 20 lat temu. Także nawet w wypowiedziach powyżej w tym wątku można przytoczyć masę nieścisłości, lub np. podawania tych samych danych kilka razy, zmieniając wyrazy w zdaniu, aby uzyskać efekt większej ilości argumentów. Temat rzeka.Majster70 pisze: ↑27 sie 2020, 09:29(...). A z tym może być problem przy tego typu nachalnym marketingu który może wprowadzać klientów na manowce.
Bo z punktu widzenia technologi - nieważne czy to będzie cięcie laserem czy frezowanie itd - hipotetycznie bezuchybowe sterowanie nie ma w tym przypadku znaczenia z punktu widzenia klienta bo owe zwalnianie w laserach czy frezarkach (również produktach Kimli żeby była jasność) ma przyczyny w 99% mechaniczne wynikające z zasad dynamiki Newtona (obecnie 7 klasa szkoły podstawowej). I każda frezarka i każdy laser będą ze względu na bezwładność masy części ruchomych (inercję) zwalniały w narożach, a zasuwały z pełną szybkością po prostych lub dużych łukach. Koniec kropka. Można zwiększać moc napędów, zaokrąglać naroża, próbować zmniejszać masę części ruchomych ale hipotetycznie bezuchybowe sterowanie może pomóc w rozważanym tutaj przypadku w stopniu pomijalnym. Każde sterowanie musząc zachować zadaną dokładność będzie zwalniać.
Tutaj także pełna zgoda, a poza tym można dodać, że sterowanie samego lasera wcale nie musi samo kontrolować tak wielu parametrów, jak podanych wyżej przez Szanownego Pana Nicek'a, ponieważ np. "kontrola stanu optyki w głowicy, ciśnień temperatur, wilgotności" czy "pomiar odległości dyszy od blachy" oraz pare innych punktów jest realizowane przez inne sterowanie - moduł dostarczany razem z głowicą przez producenta tych głowic tnących, jakie stosuje ta polska firma w swoich fiberach, czyli firmy Precitec. I owszem, są to bardzo ważne parametry przy pracy lasera, sterowanie tego lasera musi mieć do nich dostęp, ale nie jest to wynalazek tejże firmy z polski.Majster70 pisze: ↑27 sie 2020, 09:29Co do sterowań we frezarkach, muszą one kompensować różnice geometrii wynikające z rozszerzalności termicznej i np kompensować (korygować) promień narzędzia przy programach z kompensacją narzędzia również 3D, pracować minimum w 3 osiach (nie licząc wrzeciona) a nie w 2 jak w laserze, frezarki (jak na razie) są dokładniejsze od laserów do cięcia blach itd.
O polu roboczym wspomniałem, bo w tych frezarkach z którymi miałem do czynienia sterowanie, moduły (serwa) , silniki, liniały itd pochodziły od jednego dostawcy. Chociaż jak się później okazało np do sterowania HH silniki produkował Siemens.
Niedokładność rzędu milimetrów przy szybkich posuwach w konkurencyjnych sterowaniach - niczego takiego nie zaobserwowałem w swojej frezarce z 2004 r ze sterowaniem HH530, maksymalny posuw (również roboczy) 90m/min. Prawdopodobnie można znaleźć sterowanie które ma takie niedokładności pozycjonowania - a nie wymiarów obrabianego detalu - być może np oparte na Mach, chociaż trudno mi w to uwierzyć.
To nie moja branża, ale już też słyszałem bardzo dobre opinie o tajwańskich wytaczarkach, opartych na HH530. Maszyny, tak po prostu, pracują bez problemów.Majster70 pisze: ↑27 sie 2020, 09:29Z własnego podwórka mogę podać przykład tajwańskich producentów obrabiarek. Bo patrząc na swoje wybory frezarkowe, żałuję, że na przełomie XX/XXI wieku wybrałem frezarki renomowanego, dużego niemieckiego producenta zamiast wchodzących na polski rynek freazarek tajwańskich. Dziś, nawet są one trochę droższe od niemieckich, ale zachowały wysoką jakość. Klient, który nie będzie zadowolony po kilku latach użytkowania 1 obrabiarki nie kupi następnej od tego samego dostawcy. Jeżeli handlowcy będą wciskali klientowi banialuki, to nie sprzedadzą mu następnych obrabiarek. Każda obrabiarka (zazwyczaj) ma mocne i słabe strony. Lepiej iść drogą tajwańskich producentów obrabiarek, długofalowo to się bardziej opłaca. Dlatego jeśli klienci wskazują na jakieś niedociągnięcia - lepiej to poprawić a nie przykrywać nachalnym marketingiem.(...).
"Śpieszmy się czytać posty na forum, tak szybko znikają..."
-
nicek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 49
- Posty: 422
- Rejestracja: 06 kwie 2011, 23:00
- Lokalizacja: Polska
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Pozwolę sobie nie zgodzić się z Kolegą. Nigdzie nie napisałem, że maszyny z polskim sterowaniem nie zwalniają w ogóle.Majster70 pisze: ↑27 sie 2020, 09:29Bo z punktu widzenia technologi - nieważne czy to będzie cięcie laserem czy frezowanie itd - hipotetycznie bezuchybowe sterowanie nie ma w tym przypadku znaczenia z punktu widzenia klienta bo owe zwalnianie w laserach czy frezarkach (również produktach Kimli żeby była jasność) ma przyczyny w 99% mechaniczne wynikające z zasad dynamiki Newtona (obecnie 7 klasa szkoły podstawowej). I każda frezarka i każdy laser będą ze względu na bezwładność masy części ruchomych (inercję) zwalniały w narożach, a zasuwały z pełną szybkością po prostych lub dużych łukach. Koniec kropka. Można zwiększać moc napędów, zaokrąglać naroża, próbować zmniejszać masę części ruchomych ale hipotetycznie bezuchybowe sterowanie może pomóc w rozważanym tutaj przypadku w stopniu pomijalnym.
Oczywiście, że zwalniają niezależnie od tego w której klasie tego uczą.
Ale okazuje się, że to zwalnianie dla uniknięcia zniekształceń ścieżki musi odbywać się do znacznie niższej wartości niż wynikało by to z Niutona.
Przykładowo maszyna poruszająca się po przykładowej ścieżce z prędkością 12 m/min na nowoczesnym japońskim centrum obróbczym za 2 miliony, wykazuje odchyłkę od zaprogramowanej ścieżki ponad milimetr.
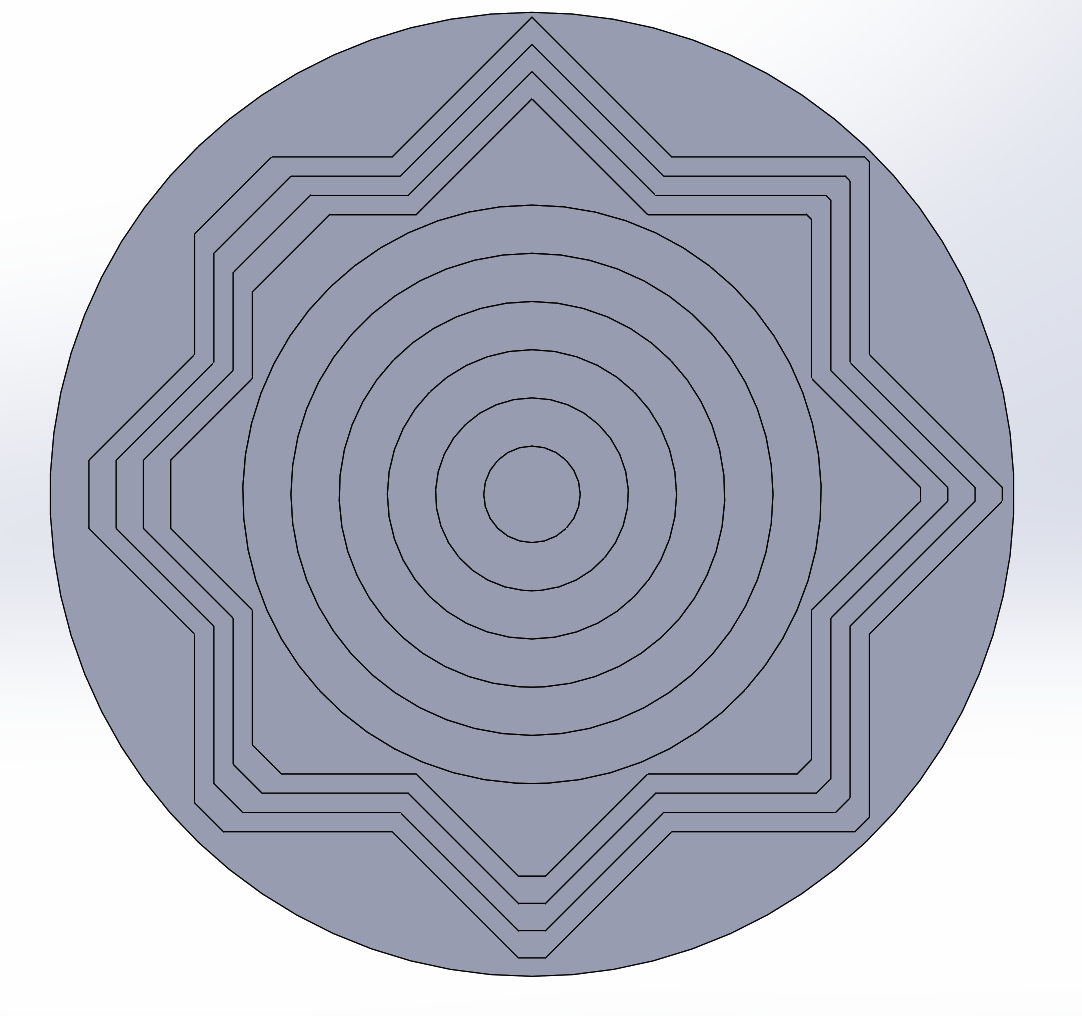
W ścieżce wszystkie 4 gwiazdki miały wszystkie boki równoległe tylko odsunięte o ok 2mm przy każdym schodku.
Prędkość obróbki najniższej gwiazdki po prawej to 12m/min. Drugiej od dołu 2m/min, trzeciej znów 12m/min i czwartej 6m/min.
Deformacje są nieakceptowalne i sięgają 2mm.
Nadmienię, że system oczywiście na podstawie promienia łuków i tak zwalniał automatycznie aby zadowolić Niutona ale jak widać "Metra" już nie koniecznie.
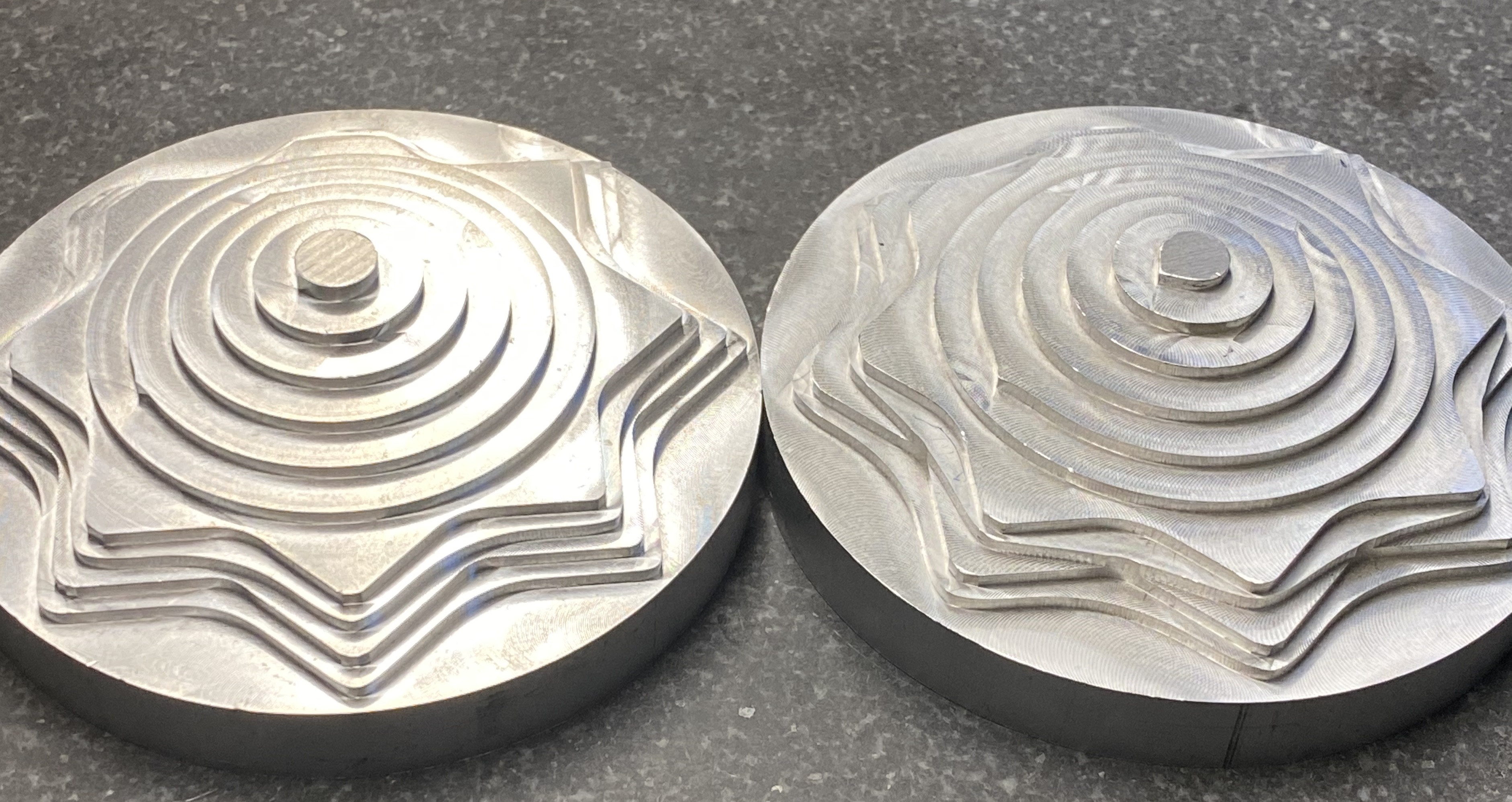
Po lewej z kolei jest dokładnie ta sama ścieżka z tym samym G-codem tyle że pokrętło posuwu skręcone na 50%.
Już na pierwszy rzut oka widać, że schodki zaczynają zbliżać się do równoległości, ale wciąż nie potrzeba przyrządów pomiarowych aby zobaczyć deformacje i ścinanie narożników i łuków.
Dopiero zwolnienie do 10% posuwu pozwoliło na uzyskanie przyzwoitej dokładności odwzorowania.
Czy to aby nie oznacza, że trzeba by kupić 10 maszyn po 2mln aby skompensować ułomności nadążnych systemów sterowania?
Nie koniecznie, można oczywiści zastosować triki z zatrzymaniem dokładnym, korekcją narożników, automatycznym zwalnianiem przed zmianą kierunku itp, ale pomimo zastosowania wszystkich tych kombinacji i stracie mnóstwa czasu na cudowanie i optymalizację udało się uzyskać tylko 3 krotną stratę wydajności zamiast 10 krotnej w porównaniu do tego polskiego systemu sterowania, w którym niczego nie trzeba było włączać i można było uzyskać setkowe dokładności przy zadanych 12m/min od pierwszego strzała.
(Na tym filmie co prawda inny detal ale widać obróbkę w czasie rzeczywistym aluminium z taką prędkością i narożniki wychodzą tak jak trzeba bez jakichkolwiek kombinacji. A tak na marginesie to jest część korpusu silnika liniowego osi Y lasera. Wybrane jest prawie 90% materiału między żebrami dla uzyskania jak najniższej masy przy zachowaniu dużej sztywności https://kimla.pl/film/frezowanie-alumin ... bfn-linear. )
Na uwagę zasługuje jeszcze fakt, że to najmniejsze koło na górze w projekcie ma 10mm. a na prawym detalu widać coś w rodzaju kropli wody. Na części okrągłej jej średnica to 8mm zamiast 10, a ten wystający rożek to miejsce gdzie maszyna weszła w materiał i się rozpędzała, a potem zwalniała na końcu okręgu.
Na detalu po lewej przy 50% posuwu koło to ma 9mm i wystający rożek jest już znacznie mniej wyraźny.
Jak widać rzucając procentami z sufitu, bazując na wyobrażeniach zamiast na wynikach przeprowadzonych eksperymentów i analizy rzeczywistego układu badawczego można dojść do całkowicie błędnych wniosków.
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 7
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Trudno mi uwierzyć, aby nowa (względnie kilkuletnia w dobrym stanie) frezarka uznanego japońskiego producenta za 2 mln złociszy mogła się zachowywać w ten sposób przy poprawnych parametrach skrawania i poprawnym programie itd. No ale różne cuda się zdarzają, jak zobaczę, uwierzę.
-
atlc
- Posty w temacie: 45
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Majster70 pisze:No ale różne cuda się zdarzają, jak zobaczę, uwierzę.
Zaciekawiło mnie to na tyle, że w wolnej chwili puszczę podobny detal na mojej najstarszej maszynie, ze sterowaniem z 95 roku, na serwach DC sterowanych analogowo, bez liniałów.
Może być tylko problem z dużym stopniowaniem prędkości bo z tytułu jaskółek maszyna ma prędkości do 5m/min. No ale zobaczymy, te detale wyglądają na niesamowicie zdeformowane.
Dodane 2 minuty 36 sekundy:
@nicek Gwiazdki mają ramiona składające się z prostych, bez żadnych łuków i zaokrągleń?
Tzn. takie miały mieć w gcodu?
-
nicek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 49
- Posty: 422
- Rejestracja: 06 kwie 2011, 23:00
- Lokalizacja: Polska
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Szanowni Koledzy,
Wiara jest stanem umysłu, a nie dowodem na cokolwiek. Jedni wierzą w Boga inni w płaską ziemię.
Kiedyś oni wszyscy pewnie też mówili:
"Trudno mi uwierzyć, aby jakieś nowe (względnie kilkuletnie) badania jakiegoś polskiego astronoma Kopernika mogły podważyć tysiącletnie oczywistości, że ziemia jest centrum wszechświata, a wszystko krąży wokół niej."
Oni wszyscy wierzyli, że ziemia jest pępkiem wszechświata, a Kopernik opowiadał same brednie.
Kopernik udowodnił, że tak nie jest, ale posługiwał się argumentami, obserwacjami i doświadczeniami, a nie wiarą.
Jeśli Kolega zarzuca nieścisłości to proszę wskazać o jakie nieścisłości chodzi i wykazać ich nieprawdziwość.
Podając te same dane kilka razy liczę na to, że w końcu Kolega coś z tego zrozumie, bo wciąż mam wrażenie, że nawet wyjaśnianie jak dziecku nie wystarcza.
Zauważył to zresztą Kolega Pitsa, który o ile pamiętam jest wykładowcą akademickim.
Dane porównywane są do współczesnych laserów ze sterowaniami nadążnymi popularnych marek stosowanymi główne w maszynach skrawających, a adaptowanych do laserów z powodu braku dostępności dedykowanych rozwiązań.
Ułomność takiego procesu sterowania jest tak duża, że bywa iż cięcie tego samego detalu wycinanego na laserze z tym nadążnym systemem sterowania niemieckiej firmy będzie się wykonywał 5 razy dłużej niż na systemie polskiej firmy.
Wracając do przykładowego detalu.
Gwiazdki nie mają żadnych zaokrągleń.
Wewnętrzne narożniki są ostre.
Pierwszy narożnik zewnętrzy jest ostry.
Każdy kolejny jest coraz bardziej ścięty.
Wymiar zewnętrzny 100mm.
A to dla leniwych: Jak chcecie to sobie posprawdzać to zróbcie film z zegarem w tle aby nie było manipulacji z czasem i wrzućcie na YT.
Wiara jest stanem umysłu, a nie dowodem na cokolwiek. Jedni wierzą w Boga inni w płaską ziemię.
Kiedyś oni wszyscy pewnie też mówili:
"Trudno mi uwierzyć, aby jakieś nowe (względnie kilkuletnie) badania jakiegoś polskiego astronoma Kopernika mogły podważyć tysiącletnie oczywistości, że ziemia jest centrum wszechświata, a wszystko krąży wokół niej."
Oni wszyscy wierzyli, że ziemia jest pępkiem wszechświata, a Kopernik opowiadał same brednie.
Kopernik udowodnił, że tak nie jest, ale posługiwał się argumentami, obserwacjami i doświadczeniami, a nie wiarą.
Jeśli Kolega Harma zarzuca podawanie nieprawdziwych danych to proszę wskazać o jakie dane chodzi i wykazać ich nieprawdziwość.harma pisze: ↑27 sie 2020, 20:39...opiera sie też on na podawaniu nieprawdziwych danych lub porównywaniu parametrów laserów konkurencji, które były opracowywane i produkowane np. 15, 20 lat temu. Także nawet w wypowiedziach powyżej w tym wątku można przytoczyć masę nieścisłości, lub np. podawania tych samych danych kilka razy, zmieniając wyrazy w zdaniu, aby uzyskać efekt większej ilości argumentów. Temat rzeka.
Jeśli Kolega zarzuca nieścisłości to proszę wskazać o jakie nieścisłości chodzi i wykazać ich nieprawdziwość.
Podając te same dane kilka razy liczę na to, że w końcu Kolega coś z tego zrozumie, bo wciąż mam wrażenie, że nawet wyjaśnianie jak dziecku nie wystarcza.
Zauważył to zresztą Kolega Pitsa, który o ile pamiętam jest wykładowcą akademickim.
Dane porównywane są do współczesnych laserów ze sterowaniami nadążnymi popularnych marek stosowanymi główne w maszynach skrawających, a adaptowanych do laserów z powodu braku dostępności dedykowanych rozwiązań.
Ułomność takiego procesu sterowania jest tak duża, że bywa iż cięcie tego samego detalu wycinanego na laserze z tym nadążnym systemem sterowania niemieckiej firmy będzie się wykonywał 5 razy dłużej niż na systemie polskiej firmy.
Wracając do przykładowego detalu.
Gwiazdki nie mają żadnych zaokrągleń.
Wewnętrzne narożniki są ostre.
Pierwszy narożnik zewnętrzy jest ostry.
Każdy kolejny jest coraz bardziej ścięty.
Wymiar zewnętrzny 100mm.
A to dla leniwych: Jak chcecie to sobie posprawdzać to zróbcie film z zegarem w tle aby nie było manipulacji z czasem i wrzućcie na YT.
-
nicek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 49
- Posty: 422
- Rejestracja: 06 kwie 2011, 23:00
- Lokalizacja: Polska
Re: Zakup Lasera - Chińczyk czy Europejczyk?
Szanowny Kolego, oczywiście, że udowodnię.
Poczekam tylko jak zrobią to inni bo pewnie wierzą, że ich cudowne niemieckie i japońskie systemy sterowania bez najmniejszego problemu wykonają ten detal z dużą prędkością bez ścinania narożników.
A fakt, że rywalizacja często skażona jest dopingiem wymaga czasami udowodnienia, że nie jest się wielbłądem, a Kopernik nie była kobietą.
Choć oczywiście we frezarkach nie jest to taka widoczna różnica jak w laserach i pięciokrotności nie udowodnię ze względu na wytrzymałość narzędzia, ale zapewniam, że różnica będzie widoczna.
Poczekam tylko jak zrobią to inni bo pewnie wierzą, że ich cudowne niemieckie i japońskie systemy sterowania bez najmniejszego problemu wykonają ten detal z dużą prędkością bez ścinania narożników.
A fakt, że rywalizacja często skażona jest dopingiem wymaga czasami udowodnienia, że nie jest się wielbłądem, a Kopernik nie była kobietą.
Choć oczywiście we frezarkach nie jest to taka widoczna różnica jak w laserach i pięciokrotności nie udowodnię ze względu na wytrzymałość narzędzia, ale zapewniam, że różnica będzie widoczna.
-
 pitsa
pitsa
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 19
- Posty: 4472
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
Re: Zakup Lasera - Chińczyk czy Europejczyk?
nicek pisze:o ile pamiętam jest wykładowcą akademickim
Już nie.
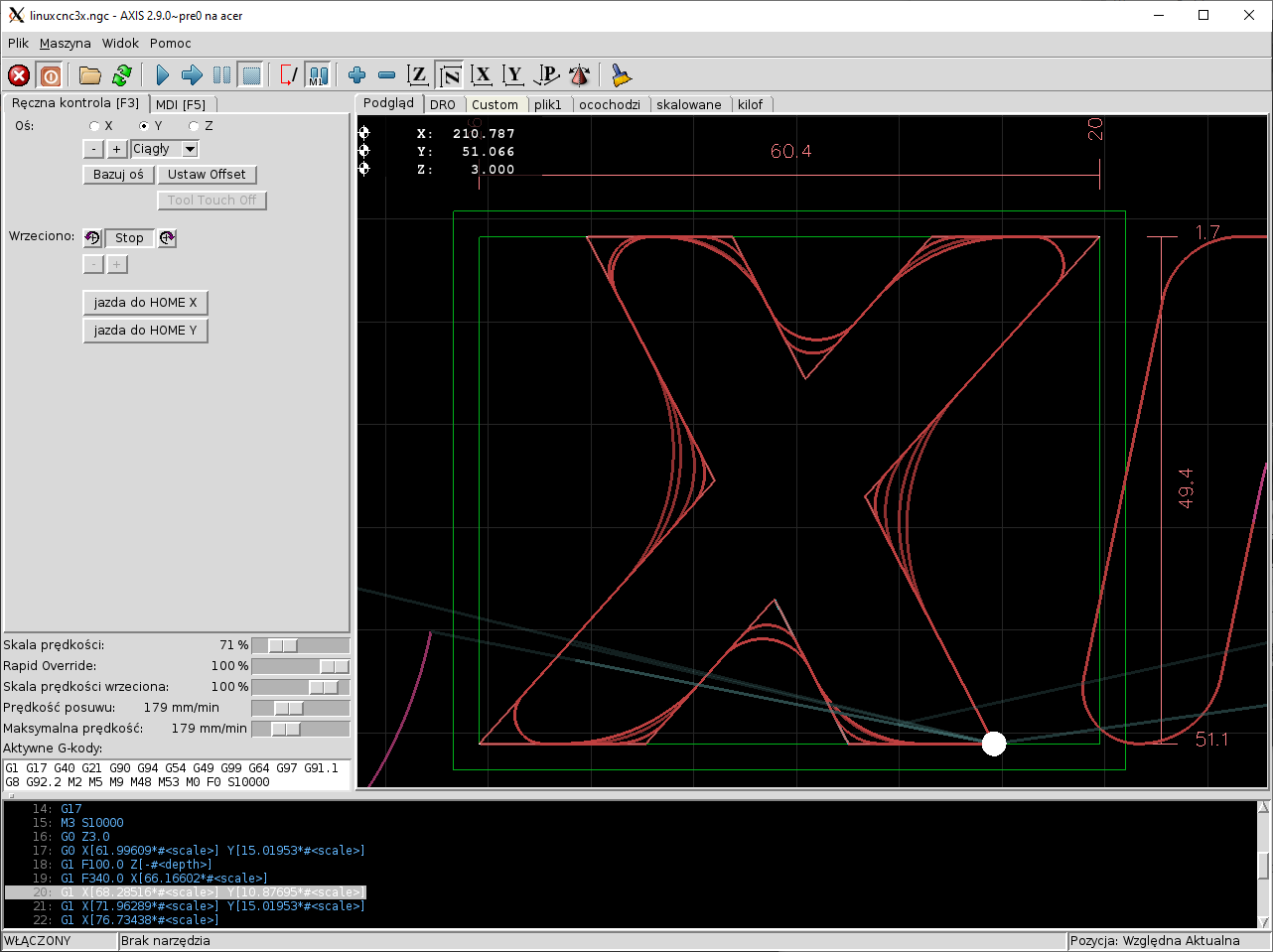
Czy ta niemiecka firma ma w swym oprogramowaniu tylko taką"jakość obróbki" i nie da się w nim ustawić innych sposobów obróbki, lub przestawić parametry na lepiej wykonujące detal powiedzmy kosztem tylko niewielkiego zmniejszenia prędkości?nicek pisze:z tym nadążnym systemem sterowania niemieckiej firmy
Tak jak tu, na przykładzie linuxcnc, zmniejszyłem przyspieszenia i mam:
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ






