")
Piszą że przerabiają takie, ale nikt nic nie pokaże.
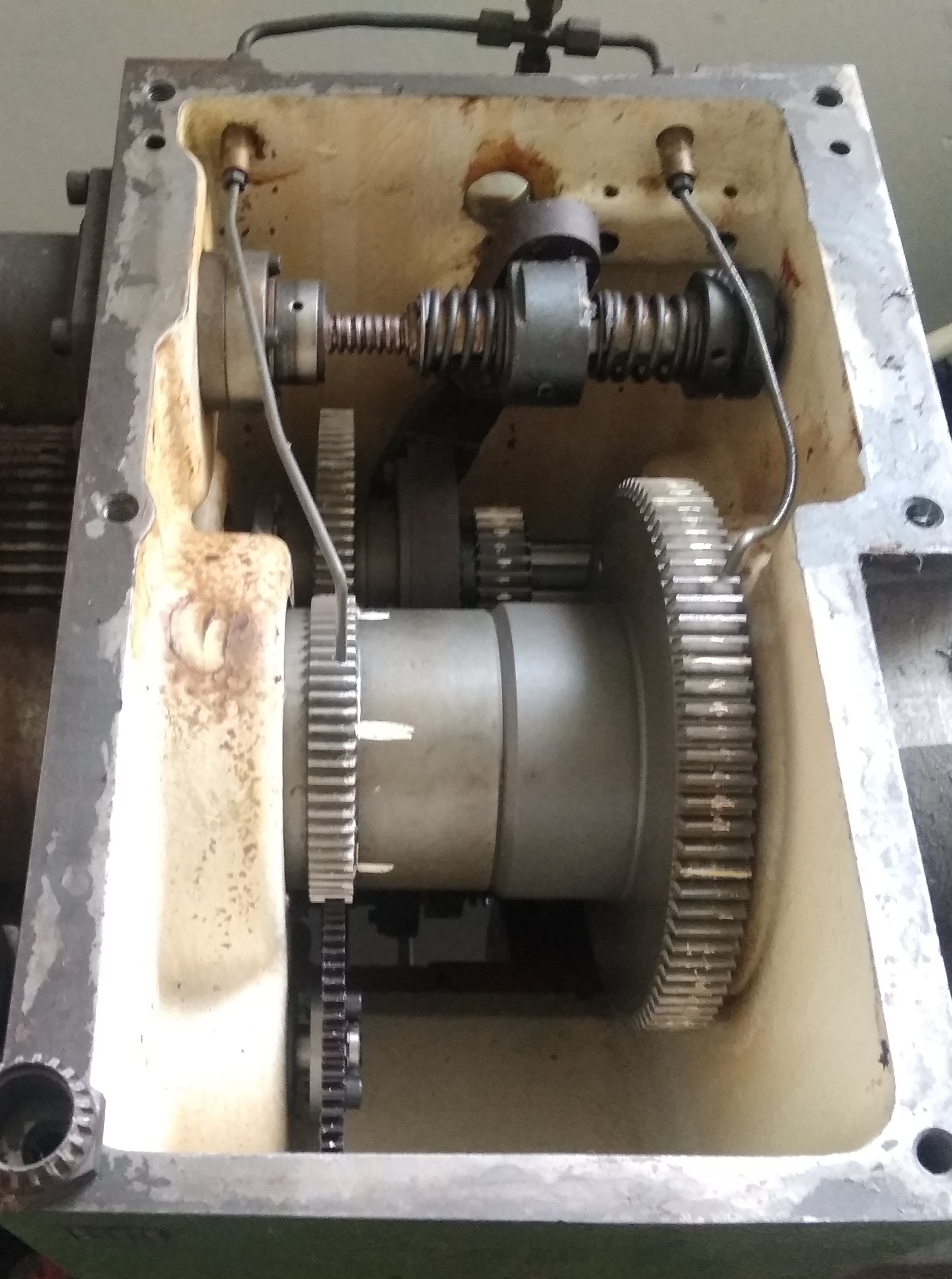
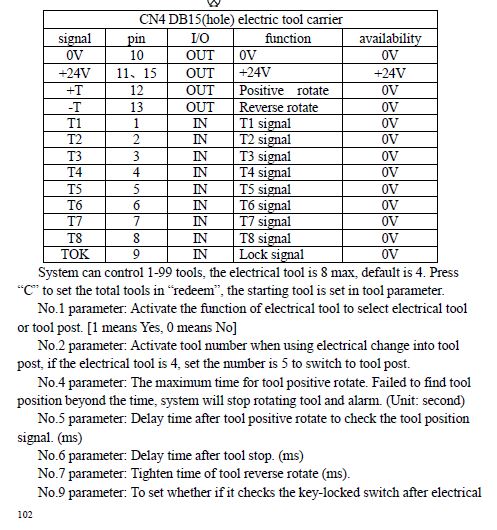
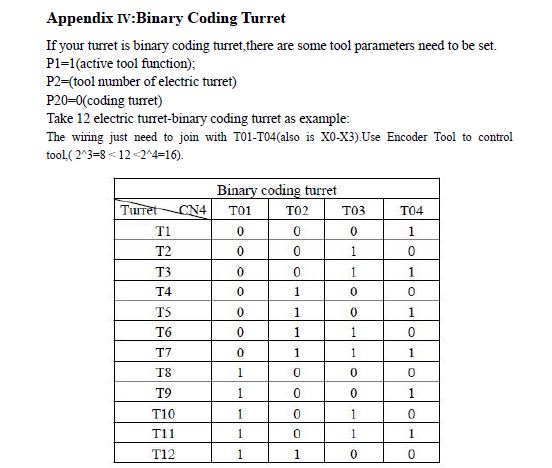
Prawdopodobnie pojawi się problem z revolverem bo to pierwsza moja maszyna z jakimś tam magazynkiem.

próbowałem uruchomić na oryginale, ale to bateria padła, to coś tam jeszcze:
Miałem wyrzucić wszystko z szafy i dać nowe napędy i silnik wrzeciona, ale elektronik chciał spróbować.
i już nagmerane
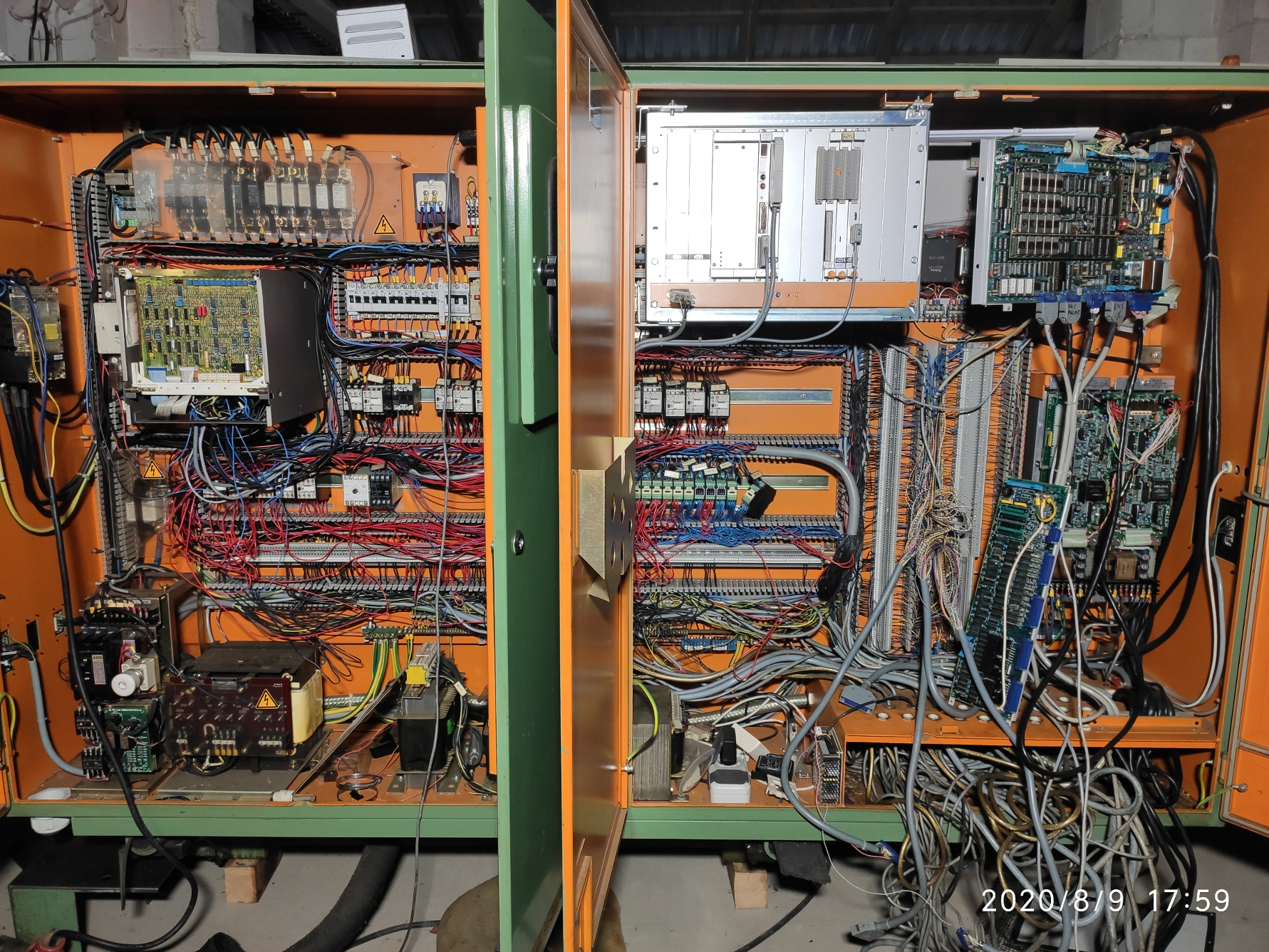
Udało się uruchomić napędy i wrzeciono,
Na serwach są resolvery, zamienię na enkodery bo dla liniałów brakuje trochę miejsca i obawiam się, że przy chłodziwie długo by nie podziałały.
Szukam schematu elektrycznego maszyny, było by trochę łatwiej, może ma któryś z kolegów.
Wacham się z zakupem kart mesa 5i25/7i77 czy coś z rodziny 5i20


")