



")
Nawiercam normalnie wiertłem fi2.5mm, potem gwintownik maszynowy i ogólnie rzecz biorąc to działa, ale gwint wychodzi moim zdaniem luźny.
Zastanawiam się nad tym, czy nie nawiercać wiertłem fi2.4mm, na pewno otwór jest też trochę rozbijany, więc może wyjdzie bliżej tej nominalnej średnicy 2.5mm (jak mierzyłem suwmiarką to wychodził mi otwór około 2.6mm po wiertle 2.5mm, ale nie wiem na ile dokładny to pomiar). Zalecane średnice to 2.46-2.59, więc chciałbym trafić w dolną granicę - jak widzę z tabeli średnica na wierzchołku gwintu to 2.46. Czy dobrze myślę, że gwint powinien wyjść wtedy ciaśniejszy?
I drugie pytanie - czym się różni gwintownik do aluminium od zwykłego? Znalazłem takie gwintowniki i mają opis np.
Co to oznacza? Czy to jakieś specyficzne parametry? Jakie są zalety takiego gwintownika w stosunku do zwykłego maszynowego?Kształt B - AZ ok 4-5 zwojów z nakrojem o krawędzi śrubowej i przestawionymi zębami
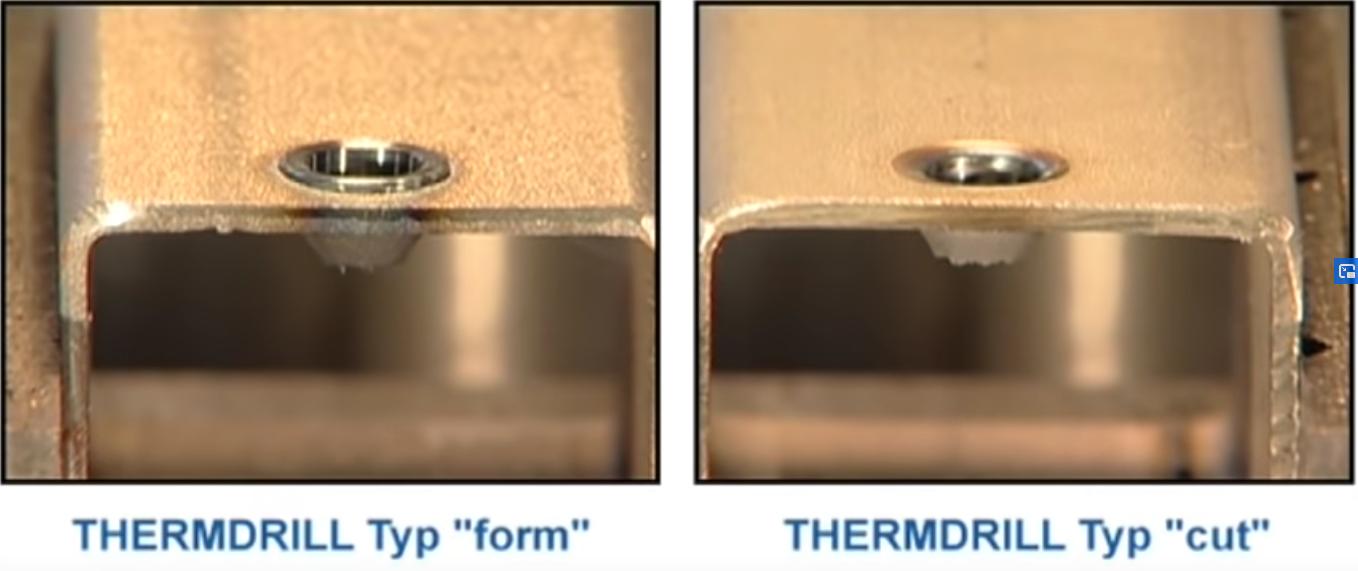
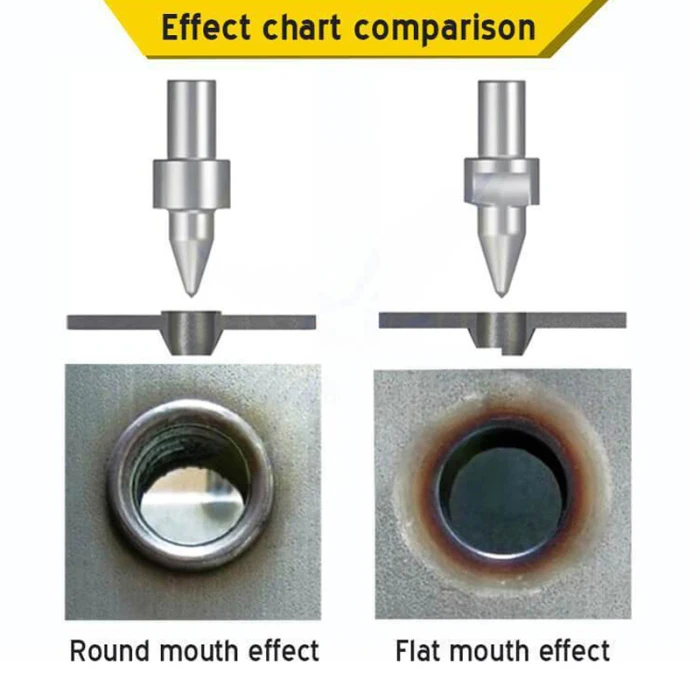
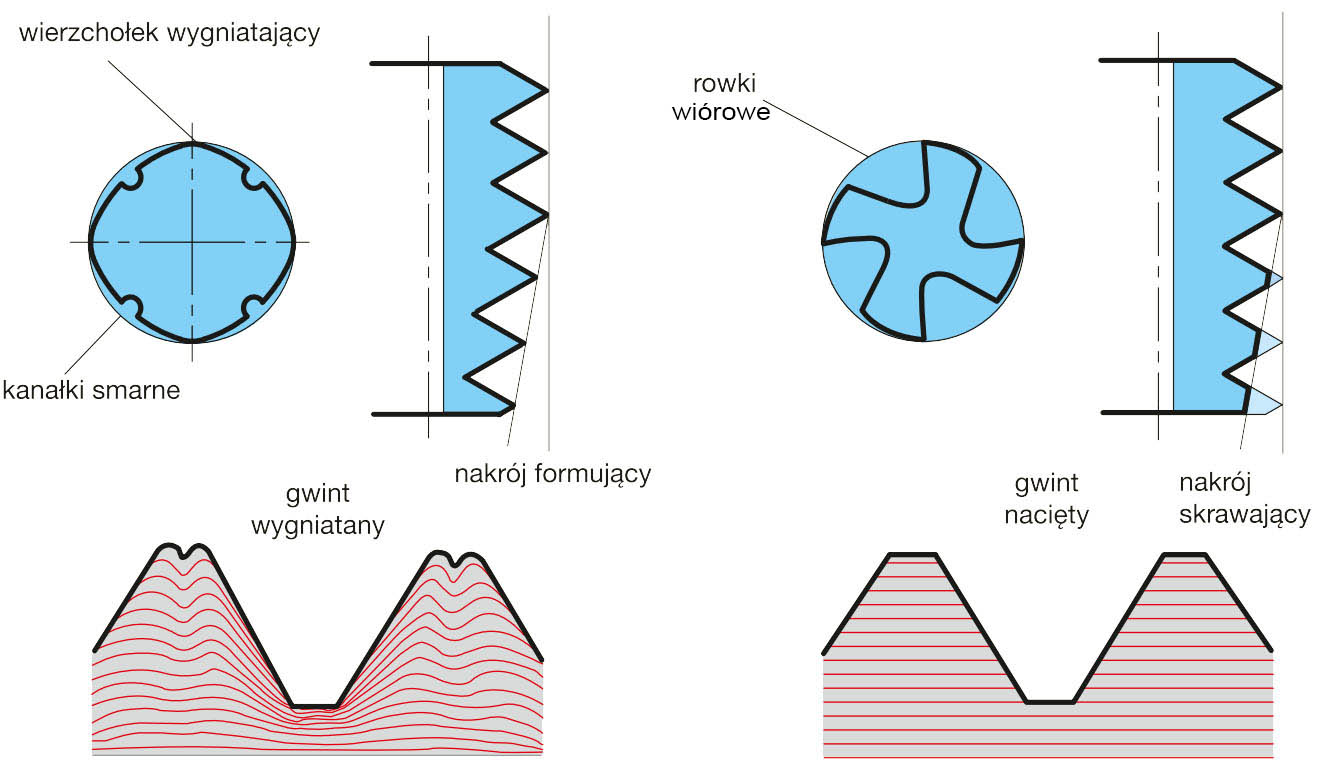
Czy może wybrać wygniatak? Problem jednak w tym, że dysponuję jedynie chińską frezarką KF20 i nie wiem, czy się w ogóle nada - nigdy nie miałem nawet wygniataka w ręku.
Z góry dziękuję za porady










")






