



HH tnc530
Faza 12x45x-100
-
paweł130679
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 21
- Posty: 40
- Rejestracja: 08 lis 2010, 21:35
- Lokalizacja: skoczów
Re: HH tnc530
Ja to rozumiem ,że jest dobrze ale teraz pisząc program żeby nie popełnić błędu detal muszę położyć tak jakby na "głowie".I to jest dla mnie ważne i tak mogę zrobić lecz czy nie ma innej metody?


-
kuba1im
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 226
- Rejestracja: 27 lut 2011, 15:48
- Lokalizacja: Tychy/Bieruń
Re: HH tnc530
W tym przypadku to nie powinien być Y tylko Z i jeśli już naciśniesz z minusem to głowica wjedzie w materiał, mylne jest to, że będzie to wykonane przez fizyczny ruch stołu na plus. Tylko nie patrzysz na to pod kątem fizycznych ruchów tylko zmian w układzie. Wynik będzie taki że głowica zbliży się do materiału.
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: HH tnc530
Póki pracujemy na układach prawoskretnych nie ma innej opcji, ale jak już to ogarniesz, to nie będzie Ci przeszkadzać. Jakbyś zaczniesz kombinować z przekrecaniem układu współrzędnych, to nigdy nie dojdziesz do ładu.
Można?
Morzna!!!
Morzna!!!
-
paweł130679
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 21
- Posty: 40
- Rejestracja: 08 lis 2010, 21:35
- Lokalizacja: skoczów
Re: HH tnc530
Proszę o odpowiedź czy dobrze to chcę zrobić , i bardzo prosto ,nie chce nic komplikować a musialem obrócić żeby Z zagłębiał się w materiał, dobrze myślę ?
-
 JacekBelof
JacekBelof
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: HH tnc530
Hmm... może po prostu nie staraj się zrozumieć maszyny... ja osobiście mam w nosie która oś i gdzie jedzie... po ustawieniu rotacji po prostu piszę, jak na zwykłą płaszczyznę XY, gdzie plus jest do góry i w prawo, a Z na minus, to w materiał... a to, że maszyna pojedzie fizycznie Y+, czy X-, czy jeszcze jakoś po skosie... od tego ma komputer, niech on się martwi.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
paweł130679
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 21
- Posty: 40
- Rejestracja: 08 lis 2010, 21:35
- Lokalizacja: skoczów
-
 ser1ous
ser1ous
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 110
- Rejestracja: 01 mar 2017, 20:03
- Lokalizacja: Karnak
Re: HH tnc530
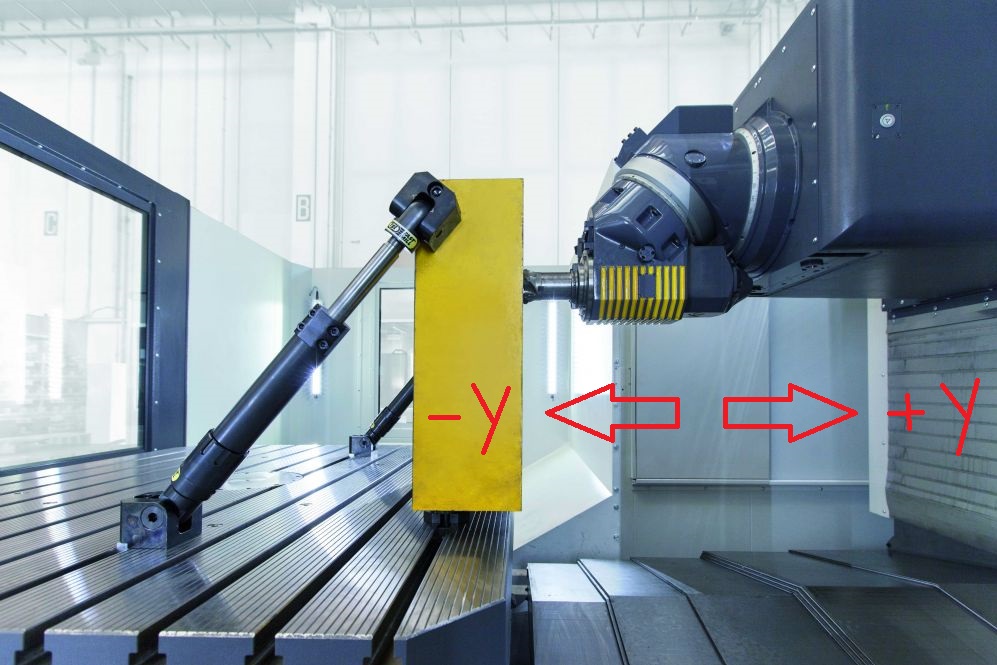
W tym przypadku oś narzędzia jest równoległa do osi Y. Więc kolumna/głowica po naciśnięciu +Y odjedzie od materiału.kuba1im pisze: ↑29 lut 2020, 10:39W tym przypadku to nie powinien być Y tylko Z i jeśli już naciśniesz z minusem to głowica wjedzie w materiał, mylne jest to, że będzie to wykonane przez fizyczny ruch stołu na plus. Tylko nie patrzysz na to pod kątem fizycznych ruchów tylko zmian w układzie. Wynik będzie taki że głowica zbliży się do materiału.
Pokaż detal, maszynę i program.
-
JacekBelof
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: HH tnc530
I tak i nie, zależy od ustawień dla JOG, natniast dla MDI i AUTO, zaprogramowana musi być oś Z, oraz na wyświetlaczu będzie pokazywać ruch w Z
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
gazik 70
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 1
- Posty: 62
- Rejestracja: 26 kwie 2017, 01:47
- Lokalizacja: gliwice
Re: HH tnc530
Tu chyba problem tkwi nie w samym programie a w konfiguracji maszyny. U mnie w zakladzie jest kilka maszyn ktore pracuja w konfiguracji albo frezarki albo wytaczarki, a jest to zalezne od ustawienia glowicy katowej. I tak np. jeslo glowica jest ustawiona, ze os narzedzia znajduje sie w poziomie maszyna ma konfiguracje wytaczarki a wiec x+ w prawo Y+ do gory i Z+ w kierunku operatora, natomiast gdy ustawimy glowice katowa, ze os narzedzia znajduje sie w pionie, system odwraca rowniez plaszczyzne obrobki konfigurujac maszyne jako frezarke, i wtedy X+ w lewo Y+ w kierunku operatora i Z+ do gory. Wystarczy stanac po drugiej stronie stolu i wtedy wszystko jest OK. Ja w takich sytuacjach odwracam rys techniczny do gory nogami i pisze program zgodnie z tym co widze na rysunku. Poza tym tak konfigurcja maszyn tokarko-wytaczarka jest bardzo popularna.
-
paweł130679
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 21
- Posty: 40
- Rejestracja: 08 lis 2010, 21:35
- Lokalizacja: skoczów
Re: HH tnc530
Panowie dziękuję wszystkim za pomoc,temat ogarnąłem , w końcu , pozdrawiam.
Zamykam sprawę.
Zamykam sprawę.






