Zapodał by kto przykład działającego kodu z kompensacja g41, g42 na kilka narzędzi, u mnie działa kompensacja tylko na jednym
frezie w jednym programie, jak włączę kompensacje na np. dwóch frezach w jednym programie to mi wywala błąd "Zakłócenia kompensacji"
Korekcja


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Korekcja
Pokaż ten program.
..... , co masz napisane w korektorze D tych narzędzi ?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
random
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 5
- Posty: 27
- Rejestracja: 10 cze 2008, 22:02
- Lokalizacja: poland
Re: Korekcja
%
O00001
( D:\04_cavity_003.prt )
N0001 G40 G90 G00 G55 G17
( Path Name : CAVITY_MILL_ZGRUBNA )
N0002 M09
N0003 M05
( Tool Number: 5 )
( Tool Name : FREZ_FI_8_W-CZ Tool Diameter: 8 Tool Length: 50.000 )
N0004 T05 M06
N0005 G00 X.036 Y18.038
N0006 G17 G43 Z100. H05 D05 S2000 M03
N0007 M08
..........
.............
N0899 X16.395
N0900 Z-14.294
N0901 G00 Z100.
( Path Name : ZLEVEL_PROFILE_1 )
N0902 M09
N0903 M05
( Tool Number: 7 )
( Tool Name : FREZ_FI_4_W-CZ Tool Diameter: 4 Tool Length: 40.000 )
N0904 T07 M06
N0905 G00 X-10.614 Y-1.606
N0906 Z100. H07 D07 S3500 M03
N0907 M08
N0908 Z2.802
N0909 G01 Z-.198 F250.
N0910 G41 X-7.985 Y-3.804 D07
N0911 G17 G03 X-4.398 Y-.009 I-.213 J3.794
N0912 G01 Y.989
N0913 X-2.01
N0914 G02 X-1.788 Y.811 I-.035 J-.271
N0915 G03 X1.788 I1.788 J.644
N0916 G02 X2.01 Y.989 I.257 J-.092
N0917 G01 X4.392
N0918 X4.398 Y-.71
N0919 Y-.989
N0920 X2.01
N0921 G02 X1.788 Y-.811 I.035 J.27
N0922 G03 X-1.788 I-1.788 J-.644
N0923 G02 X-2.01 Y-.989 I-.257 J.092
N0924 G01 X-4.398
N0925 Y-.009
N0926 G03 X-7.976 Y3.784 I-3.8 J0.0
N0927 G40 G01 X-10.61 Y1.594
N0928 Z2.802
N0929 G00 Z100.
N0930 X-10.672 Y-1.515
N0931 Z2.603
N0932 G01 Z-.397
N0933 G41 X-8.127 Y-3.809 D07
N0934 G03 X-4.398 Y-.009 I-.071 J3.799
N0935 G01 Y1.37
N0936 X-1.984
............
..............
N2496 G41 X11.078 Y-11.893 D07
N2497 G03 X7.398 Y-9.043 I-3.679 J-.95
N2498 G01 X-7.398
N2499 G03 X-11.078 Y-11.893 I0.0 J-3.8
N2500 G40 G01 X-9.436 Y-14.9
N2501 Z-14.294
N2502 G00 Z100.
( Path Name : ZLEVEL_PROFILE_1_COPY )
N2503 M09
N2504 M05
( Tool Number: 3 )
( Tool Name : FREZ_FI_3_W-CZ_ Tool Diameter: 2.800 Tool Length: 75.000 )
N2505 T03 M06
N2506 G00 X-9.678 Y-.996
N2507 Z100. H03 D03 S4000 M03
N2508 M08
N2509 Z2.802
N2510 G01 Z-.198 F250.
N2511 G41 X-7.138 Y-2.783 D03
N2512 G17 G03 X-4.398 Y.016 I-.06 J2.799
N2513 G01 Y.989
N2514 X-2.012
N2515 G02 X-1.755 Y.747 I-.049 J-.31
N2516 Y-.744 I-3.998 J-.747
N2517 X-2.015 Y-.989 I-.313 J.072
N2518 G01 X-4.398
N2519 Y.016
N2520 G03 X-7.13 Y2.815 I-2.8 J0.0
N2521 G40 G01 X-9.675 Y1.036
N2522 Z2.802
N2523 G00 Z100.
N2524 X9.672 Y1.04
N2525 Z2.802
N2526 G01 Z-.198
N2527 G41 X7.129 Y2.823 D03
N2528 G03 X4.394 Y.032 I.065 J-2.799
N2529 G01 X4.392 Y-.484
N2530 X4.398 Y-.537
N2531 Y-.989
N2532 X2.01
N2533 G02 X1.755 Y-.749 I.047 J.305
N2534 X1.753 Y.742 I4.013 J.751
N2535 X2.017 Y.989 I.318 J-.076
N2536 G01 X4.397
N2537 X4.394 Y.032
N2538 G03 X7.146 Y-2.776 I2.8 J-.009
N2539 G40 G01 X9.678 Y-.979
N2540 Z2.802
N2541 G00 Z100.
( Path Name : FIXED_CONTUR_OBROBKA_WYKANCZAJACA_FREZ_KULOWY )
N5094 M09
N5095 M05
( Tool Number: 8 )
( Tool Name : FREZ_FI_4_KULA Tool Diameter: 4 Tool Length: 40.000 )
N5096 T08 M06
N5097 G00 X6.697 Y-9.288
N5098 Z100. H08 D08 S4500 M03
..........
...........
N7160 X-6.698 Y10.263
N7161 Z-1.08
N7162 Z100.
N7163 M09
N7164 M05
N7165 M30
%
Nie chciałem wklejać całego kodu dlatego usunąłem fragmenty pomiędzy znakami .......... ...........
korekcja jest włączona na frezie fi4 T7 i fi3 T3 program symuluje obrabiarka do lini jak wlaczona jest korekcja na frez fi3 T3
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Korekcja
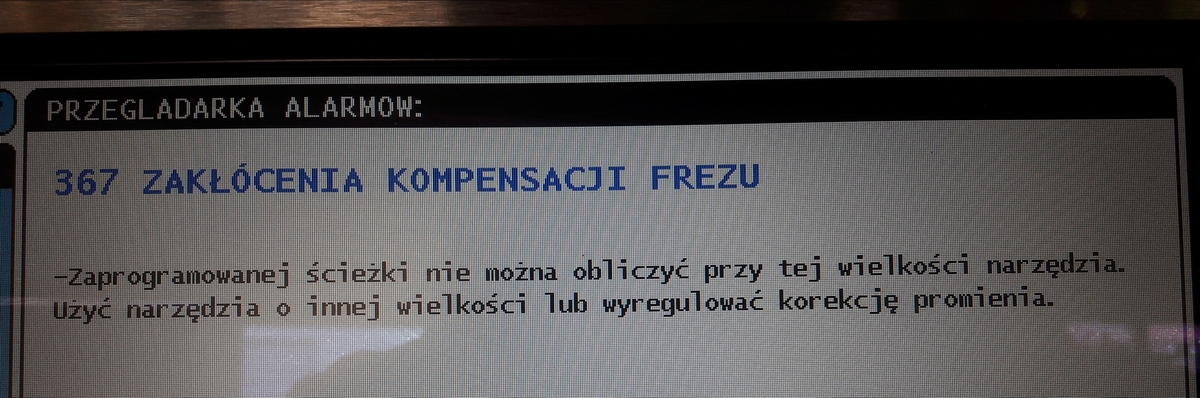
Nie pamiętam numer tego alarmu.
Wyświetl ten alarm na maszynie i przeczytaj komentarz dany przy nim.
Na moje oko w korektorze D narzędzia masz podaną większą średnicę niż zadeklarowaną w programie.
Dojście / wyjście z kompensacji w tym wypadku masz za krótkie.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
random
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 5
- Posty: 27
- Rejestracja: 10 cze 2008, 22:02
- Lokalizacja: poland
Re: Korekcja
https://drive.google.com/file/d/1xNET7I ... sp=sharing
muszę to sprawdzić.
Te opcje, wejścia pozostawiłem default-owe na 2.54 mm pewnie lepiej by pasowało w % nie wiem dlaczego nx ma
właśnie default -owo w mm, muszę to przetestować w poniedziałek.
Dzięki za wskazówki
Jak dobrze rozumiem to masz na myśli że tablicy offsetów maszyny dla na fi 4 w magazynku T7 jest jest np fi 5 i jest pomierzone,Na moje oko w korektorze D narzędzia masz podaną większą średnicę niż zadeklarowaną w programie
muszę to sprawdzić.
Te opcje, wejścia pozostawiłem default-owe na 2.54 mm pewnie lepiej by pasowało w % nie wiem dlaczego nx ma
właśnie default -owo w mm, muszę to przetestować w poniedziałek.
Dzięki za wskazówki
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Korekcja
W tablicy offsetów maszyny w korektorze D dla freza fi 4 powinna być wartość 4 lub mniejsza .random pisze: ↑29 mar 2020, 15:37https://drive.google.com/file/d/1xNET7I ... sp=sharing
Jak dobrze rozumiem to masz na myśli że tablicy offsetów maszyny dla na fi 4 w magazynku T7 jest jest np fi 5 i jest pomierzone,Na moje oko w korektorze D narzędzia masz podaną większą średnicę niż zadeklarowaną w programie
muszę to sprawdzić.
....
Przy większej wyświetli alarm , o którym wspomniałeś.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wojtek10916
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Korekcja
Cos dziwnie masz ten kod tylko pierwsze narzędzie przywołuje korekcje długości G43 potem już nie tak:
N0906 Z100. H07 D07 S3500 M03
N2507 Z100. H03 D03 S4000 M03
N0906 Z100. H07 D07 S3500 M03
N2507 Z100. H03 D03 S4000 M03