")
Liczba impulsów na posuw, to 200 * mikrokrok.
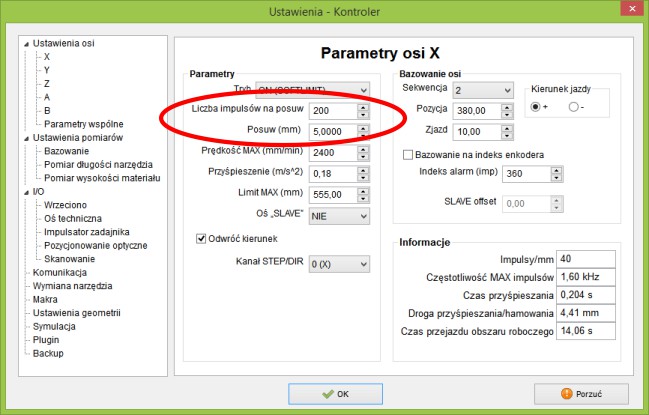
Mikrokrok ustawiasz na sterowniku eksperymentalnie. Im większy, tym dokładniej i ciszej (przy 1/1 silnik bardzo terkocze). Ale nic za darmo, bo by zrobili tylko 128 lub więcej. Im wyższy mikrokrok, tym więcej obliczeń musi zrobić procesor i ogranicza to też maksymalną prędkość (z powodu wydajności procesora, przepustowości łącza i spadku momentu).
W tym sterowniku możesz ustawić nie tylko typowe wielokrotności 2 (2, 4, 8, 16), ale również 5. Przy śrubie o skoku 5, da to całkowite wartości posuwu na mikrokrok. Tu masz instrukcję http://www.leadshine.com/UploadFile/Down/MA860Hm.pdf
Na stronie 8 i 9 jest tabelka z gotowymi wartościami do wpisania.


")