



Wiercenie na okregu
Wiercenie na okregu



-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Wiercenie na okregu
Ja bym to zrobił
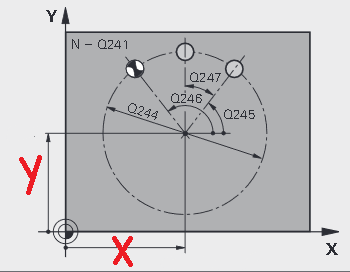
Q1-srodek x
Q2- srodek y
Q3- promień
Q4- kąt podziału
Q5-ile otworów
Q6- kąt startowy
Q55=Q5-2
CC xQ1 YQ2
LP PR Q3 PA Q6 R0Fmax M99
lBL99
CP IPA Q4 R0Fmax M99
CAL LBL 99 REP Q5
Q1-srodek x
Q2- srodek y
Q3- promień
Q4- kąt podziału
Q5-ile otworów
Q6- kąt startowy
Q55=Q5-2
CC xQ1 YQ2
LP PR Q3 PA Q6 R0Fmax M99
lBL99
CP IPA Q4 R0Fmax M99
CAL LBL 99 REP Q5
Można?
Morzna!!!
Morzna!!!
-
 JacekBelof
JacekBelof
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Wiercenie na okregu
Tak, tylko jedno małe ale... wywołanie jednego CC, zastępuje wcześniejsze... jeżeli już korzystasz w programie z jednego CC, lepszym rozwiązaniem jest zastosowanie np. FN 18: SYSREAD - z odpowiednimi parametrami pozwala odczytać aktualną pozycję, a przekształcenia trygonometryczne względem sczytanych współrzędnych nie anulują użytego wcześniej CC.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
 Zbyszek1
Zbyszek1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 14
- Posty: 17
- Rejestracja: 09 mar 2020, 18:35
Re: Wiercenie na okregu
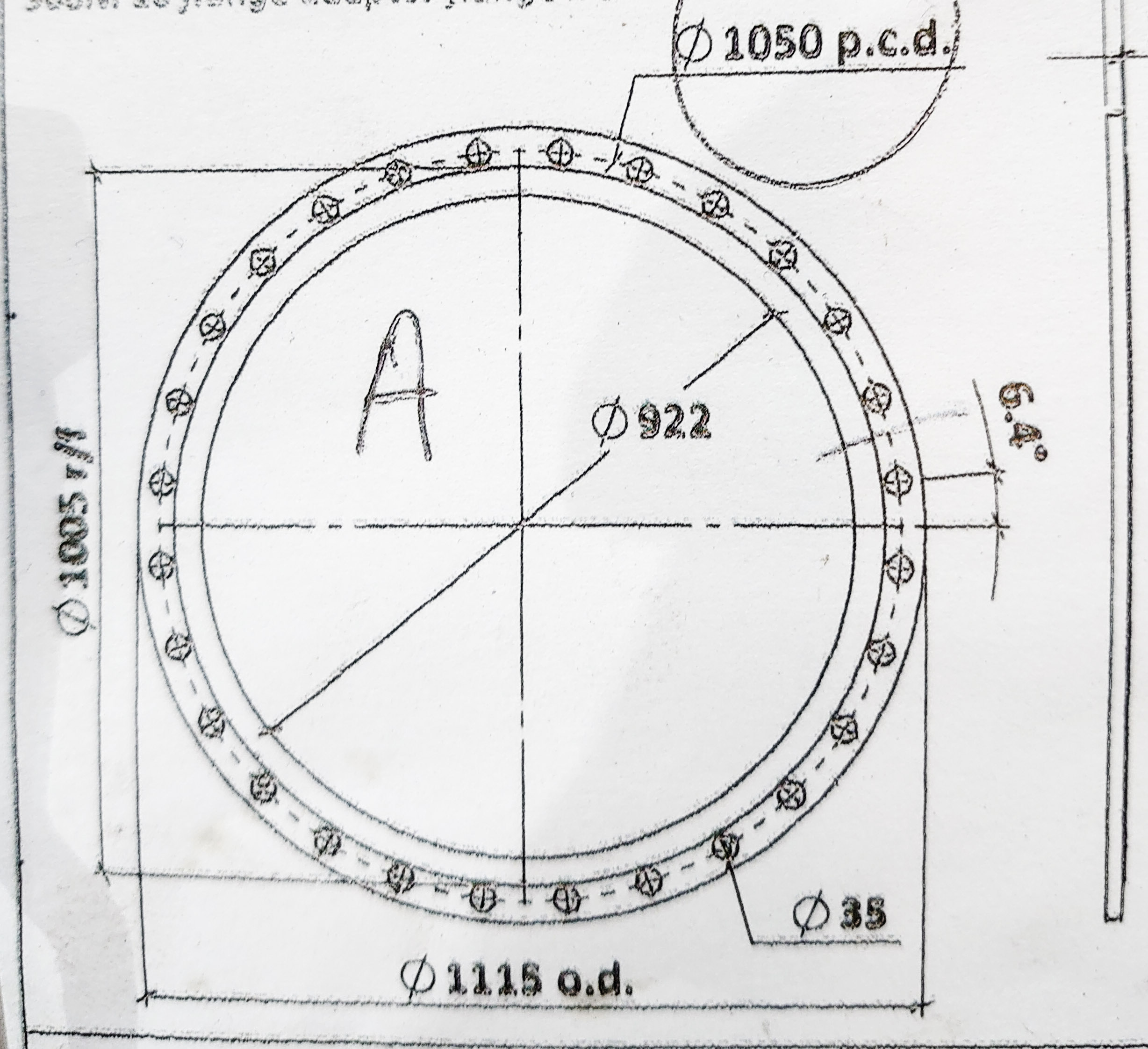
Uzywam tego samego cc do wybrania na okregu. Mysle ze jesli wpolzedne srodka sa te same to nie powinno byc problemu, ewentualnie program na wiercenie wrzuce jako podprogram do glownego.Jutro wrzuce to co sklecilem na wybranie na okregu. ogolnie to robie program na "podkladki" 1-2 m srednicy, 12-24 dziury i w polowie uskok 5mm.
Problem polega na tym ze co chwile zmieniaja wymiary.
Technologa niema, koles od rysunku nie umie cada obslugiwac, a ja nie bede robil wiecznie wszystkiego.
Wiec chce zrobic glupotoodporny program, na ktory mi wystarcza pcd i ilosc otworow tylko.
No i maszyna ma az 5mb pamieci, wiec staram sie porobic programy uniwersalne.
Problem polega na tym ze co chwile zmieniaja wymiary.
Technologa niema, koles od rysunku nie umie cada obslugiwac, a ja nie bede robil wiecznie wszystkiego.
Wiec chce zrobic glupotoodporny program, na ktory mi wystarcza pcd i ilosc otworow tylko.
No i maszyna ma az 5mb pamieci, wiec staram sie porobic programy uniwersalne.
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Wiercenie na okregu
Prościej się nie da, nawet wpisując to w programie głównym zajmuje tyle miejsca co nic.
W głównym programie wpisujesz najazd na środek okręgu, cykl wiercenia i 3 parametry, 4 liczy się sam.0 BEGIN PGM 31 MM
1 FN 4: Q4 =+360 DIV +Q3 ;ILOSC OTWOROW
2 CC IX+0 IY+0
3 LP PR+Q1 PA+Q2 R0 FMAX
4 LBL 1
5 CP IPA+Q3 DR+ FMAX M99
6 CALL LBL 1 REPQ4
7 END PGM 31 MM
TOOL CALL 5 Z S500
4 L X+10 Y+10 Z+10 R0 FMAX M3
5 CYCL DEF 200 WIERCENIE ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q201=-20 ;GLEBOKOSC ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q202=+5 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q211=+0 ;PRZERWA CZAS. DNIE ~
Q395=+0 ;REFERENCJA GLEB.
6 FN 0: Q1 =+50 ;SREDNICA
7 FN 0: Q2 =+22.5 ;KAT POCZATKOWY
8 FN 0: Q3 =+45 ;KAT PRZESUNIECIA
9 CALL PGM TNC:\31.H
{/quote]
-
Zbyszek1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 14
- Posty: 17
- Rejestracja: 09 mar 2020, 18:35
Re: Wiercenie na okregu
Wlasnie to mnie zastanawialo. Czy podprogram czyta wartosci q z glownego, czy musza byc w podprogramie ?
I czy w glownym po wywolaniu programu daje m99?
I czy w glownym po wywolaniu programu daje m99?






