



Wiercenie na okregu
Wiercenie na okregu
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 4724
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Wiercenie na okregu
Parametry Q są zapisane na stałe w pamięci podrecznej, dlatego trzeba uważać, żeby nie korzystać z numerów przypisanych do cykli, bo to te same parametry.
Można?
Morzna!!!
Morzna!!!


-
Arias2
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Wiercenie na okregu
Jeśli wczytasz sam podprogram to pojedzie na wartościach z tabeli, czyli w większości przypadków nigdzie, bo po każdym M2 Q parametry się resetują.
Jeśli zastosujesz taki zapis jak Ci podałem niema możliwości błędnego zaczytania parametrów, bo po parametrach jest wywoływany podprogram.
M99 to jest wywołanie cyklu i jeśli nie wczytałeś żadnego cyklu w danym programie to nic się nie wydarzy.
Jak długo masz do czynienia z HH?
Jeśli zastosujesz taki zapis jak Ci podałem niema możliwości błędnego zaczytania parametrów, bo po parametrach jest wywoływany podprogram.
M99 to jest wywołanie cyklu i jeśli nie wczytałeś żadnego cyklu w danym programie to nic się nie wydarzy.
Jak długo masz do czynienia z HH?
-
 Zbyszek1
Zbyszek1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 14
- Posty: 17
- Rejestracja: 09 mar 2020, 18:35
Re: Wiercenie na okregu
Moze z dwa tyg.
Pare lat temu robilem na nowym tnc. Ale pozniej zmienilem robote i robilem wszystko na manualnych. Teraz sie "zmodernizowali" o 40letnia maszyne.
Pare lat temu robilem na nowym tnc. Ale pozniej zmienilem robote i robilem wszystko na manualnych. Teraz sie "zmodernizowali" o 40letnia maszyne.
-
Zbyszek1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 14
- Posty: 17
- Rejestracja: 09 mar 2020, 18:35
Re: Wiercenie na okregu
Q parametr w rep nie da rady. Przyjmuje tylko liczby.
Aha i tego dodatkowego m99 niema.
Jak dam krotkie narz robi kolo a jak dlugie to error. Nie wierci
Dodane 1 godzina 38 minuty 36 sekundy:
Q1= 750; step dia.
Q2=385; p.c.d. radius
Q11=0; starting angle
Q12=18 ; angle betweet holes
*******************************
Fn 1: Q6= Q2+200
Fn 1 : Q7= Q2 +90
L ;*******************************
L x+700 r0 fmax
L y+0 r0 fmax
L m46
Tool call 1 z s500
L z+100 fmax
L x0 y0 fmax m3
L y+q6 fmax
L z0 fmax
Appr lct y+q7 r25 rr f500
Cc x0 y0
Cp ipa+360 dr- f500
L z100 fmax
L ix+700 fmax
M5
L ;*********************************
Tool call 5 z s500
L z100 fmax
L x0 y0 fmax m3
Cycle def 1.0 pecking
Setup +5
Depth -5
Peck -5
Dwell 0
F200
Cc ix0 iy0
Lp pr +q2 pa+q11 r0 max
Lbl 1
Cp pa+q12 f500 m99
Call lbl 1 rep 18/18 ( nie przyjmuje q parametru tylko liczby)
L z100 fmax
L ix700 fmax
L m30
1wsza czesc ok, zabiela powierzchnie ale przy wierceniu albo wywala powyzszy blad - przy dlugim narzedziu, lub robi kolo bez wiercenia przy krotkim narzedziu.
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Wiercenie na okregu
Czemu masz IX700 nie mieści się narzędzie czy po prostu?
Jak definiujesz narzędzia, chodzi o długość, masz tam tabele narzędzi, czy w inny sposób.
Jak definiujesz narzędzia, chodzi o długość, masz tam tabele narzędzi, czy w inny sposób.
-
Zbyszek1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 14
- Posty: 17
- Rejestracja: 09 mar 2020, 18:35
Re: Wiercenie na okregu
Stol jest waski, wiec wyjezdzam poza material zeby chlodziwo nie lecialo na mnie przy wymianie, plus narzedzie jest dlugie wiec malo miejsca na wymiane.
Tabela narzedzi jest.
Narzedzia pomierzone, zero na detalu i licho wie ocb.
Jak program jest zdefiniowany jak powyzej to przy krotkim narzedziu robi 360+kat przesuniecia i dziura, 360+ kat przesuniecia i dziura etc.
Przy dlugim wywala powyzsze. Nie jest na krancowkach, przy odjezdzie zostaje 50 mm do czujnika.
Musialem program opisac wspolrzednymi,wiec juz mam z 300 linijek, a to dopiero polowa bo druga strone gwintuje, robie uskok na powierzchni i 2 rowki dookola na boku. Mialem nadzieje ze uda mi sie skrocic go ale chyba nic z tego. Mam 50+ rodzai tego i 5mb pamieci w maszynie.
Tabela narzedzi jest.
Narzedzia pomierzone, zero na detalu i licho wie ocb.
Jak program jest zdefiniowany jak powyzej to przy krotkim narzedziu robi 360+kat przesuniecia i dziura, 360+ kat przesuniecia i dziura etc.
Przy dlugim wywala powyzsze. Nie jest na krancowkach, przy odjezdzie zostaje 50 mm do czujnika.
Musialem program opisac wspolrzednymi,wiec juz mam z 300 linijek, a to dopiero polowa bo druga strone gwintuje, robie uskok na powierzchni i 2 rowki dookola na boku. Mialem nadzieje ze uda mi sie skrocic go ale chyba nic z tego. Mam 50+ rodzai tego i 5mb pamieci w maszynie.
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Wiercenie na okregu
Boisz się o coś o co nie powinieneś. 5MB wystarczy ci na 500 takich programów. U mnie programy z cam jak ma 1 MB to posiada około 100 tys linii.Tak że tu daj sobie na luz.
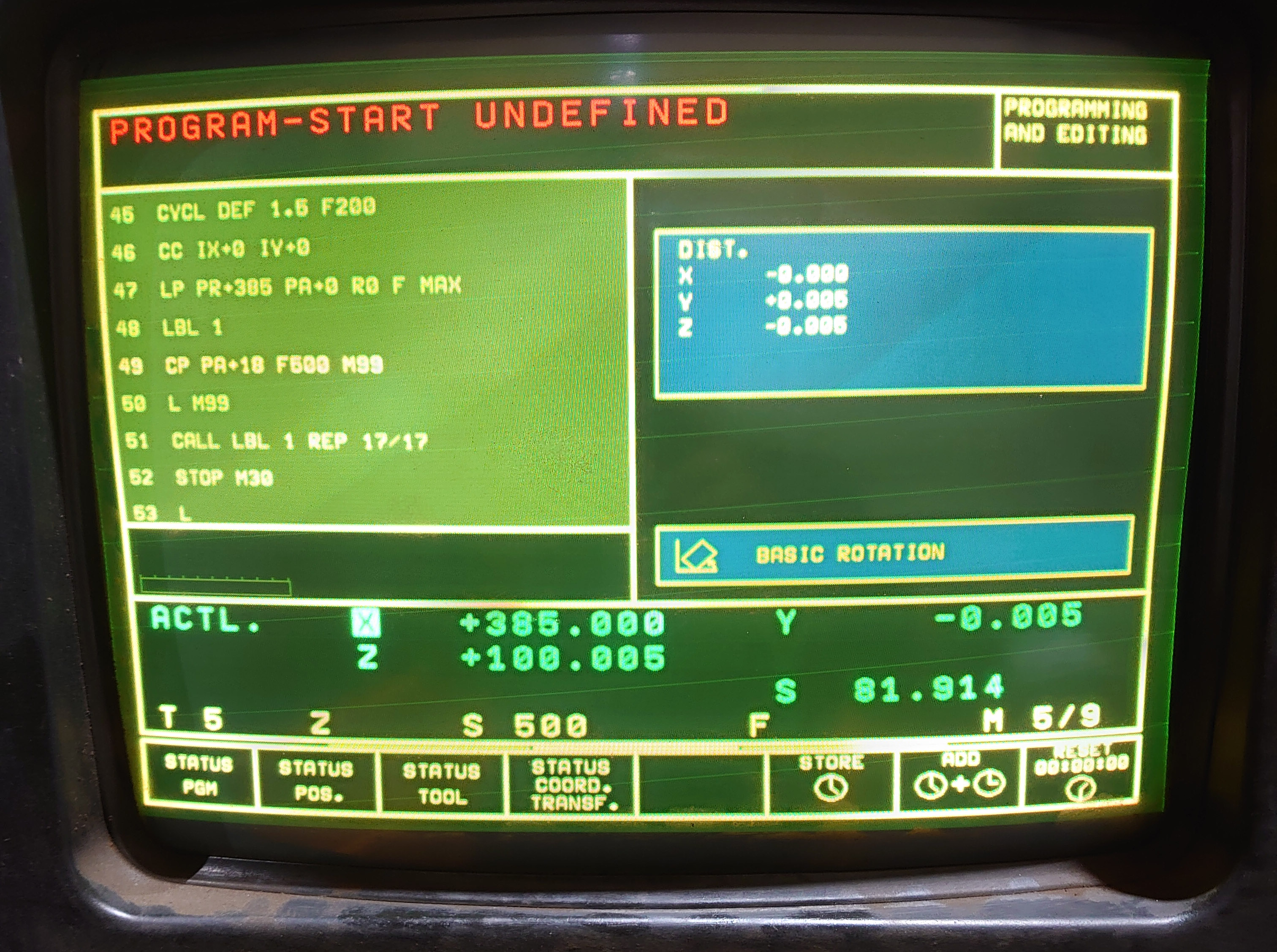
Jeśli chodzi o wiercenie jednego ekstra to na zdjęciu masz jedno M99 zbędne i jest to na linii 50.
Co do błędu to ręcznie możesz przejechać na wartości zapisane w programie?
Jeśli chodzi o wiercenie jednego ekstra to na zdjęciu masz jedno M99 zbędne i jest to na linii 50.
Co do błędu to ręcznie możesz przejechać na wartości zapisane w programie?
-
Zbyszek1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 14
- Posty: 17
- Rejestracja: 09 mar 2020, 18:35
Re: Wiercenie na okregu
Tego m99 niema, ryplem sie jak kombinowalem z programem.
W symulacji program dziala, blok po bloku robi tosamo co z automatu.
To przynajmniej o miejsce sie martwic nie musze.
W symulacji program dziala, blok po bloku robi tosamo co z automatu.
To przynajmniej o miejsce sie martwic nie musze.
-
majo5555
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
Re: Wiercenie na okregu
Witam!
Temat stary ale może uda mi się rozwiać pewną wątpliwość. Przy starszych HH w cyklach musimy dopisać po współrzędnej otworu Z z M99. Czyli:
Cp pa+q12 f500 m99(przykład kolegi)
Cp pa+q12 R0 fmax
Z+5 R0 M99
Tak powinno działać lecz jest małe "ale". Pracując na 407 musiałem wpisywać przeciwne znaki.
Cykl 1 Z+5
......
Z-5 R0 M99
Na innych HH trzeba było używać takich samych znaków. Chyba, że chciało się zrobić trik z np. długim narzędziem pracującym po krótkim w celu zaoszczędzenia czasu
Co do pracy z długim narzędziem to raczej chodzi o to, że po wymianie nie jest w stanie wyjechać osią Z na Z+100 a sama symulacja tego nie pokaże.
Temat stary ale może uda mi się rozwiać pewną wątpliwość. Przy starszych HH w cyklach musimy dopisać po współrzędnej otworu Z z M99. Czyli:
Cp pa+q12 f500 m99(przykład kolegi)
Cp pa+q12 R0 fmax
Z+5 R0 M99
Tak powinno działać lecz jest małe "ale". Pracując na 407 musiałem wpisywać przeciwne znaki.
Cykl 1 Z+5
......
Z-5 R0 M99
Na innych HH trzeba było używać takich samych znaków. Chyba, że chciało się zrobić trik z np. długim narzędziem pracującym po krótkim w celu zaoszczędzenia czasu
Co do pracy z długim narzędziem to raczej chodzi o to, że po wymianie nie jest w stanie wyjechać osią Z na Z+100 a sama symulacja tego nie pokaże.
-
rafa30
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 197
- Rejestracja: 19 lut 2014, 23:41
- Lokalizacja: hyt
Re: Wiercenie na okregu
Witam ja teżpracuje na starym sterowaniu HH i robie wszystkie trudniejsze programy na Q parametrach.
Myśle że koledze chodzi o taki program.
Podaje przykład na wiercenie i gwintowanie pozdrawiam!!!
0 BEGIN PGM 404 MM
1 TOOL DEF 2 L+0,000 R+3,000
2 TOOL CALL 2 / Z S 1000,000
3 L Z+200,000 R0 F5000 M03
4 L Y+0,000 X+0,000 R0 F9999 M
5 CYCL DEF 1.0 PECKING
6 CYCL DEF 1.1 SET UP-5,000
7 CYCL DEF 1.2 DEPTH -20,000
8 CYCL DEF 1.3 PECKG -20,000
9 CYCL DEF 1.4 DWELL 0,000
10 CYCL DEF 1.5 F120
11 CALL LBL 1 REP
12 L Z+100,000 R0 F9999 M05
13 L X+0,000 Y+0,000 R0 F9999 M
14 STOP M5
15 TOOL DEF 3 L+0,000 R+4,000
16 TOOL CALL 3 / Z S 200,000
17 L Z+100,000 R0 F9999 M03
18 CYCL DEF 2.0 TAPPING
19 CYCL DEF 2.1 SET UP-5,000
20 CYCL DEF 2.2 DEPTH -25,000
21 CYCL DEF 2.3 DWELL 0,000
22 CYCL DEF 2.4 F300
23 CALL LBL 1 REP
24 L Z+100,000 R0 F9999 M05
25 L X+0,000 Y+0,000 R0 F9999 M
26 STOP M02
27 LBL 1
28 FN 0 : Q1 = +20,000 ;ILOSC OTWOROW
29 FN 0 : Q4 = +200,000 ;SREDNICA PODZIALU OKREGU
30 FN 4 : Q4 = +Q4 DIV +2,000
31 FN 4 : Q5 = +360,000 DIV +Q1
32 FN 0 : Q12= +30 ;KAT STARTU
33 L Z+5,000 R0 F9999 M
34 LBL 7
35 CC X+0,000 Y+0,000
36 LP PR+Q4 PA+Q12 R0 F9999 M99
37 FN 1 : Q12= +Q12 + +Q5
38 FN 1 : Q1 = +Q1 + -1,000
39 FN 10 : IF +Q1 NE +0,000 GOTO LBL 7
40 LBL 0
41 END PGM 404 MM
Myśle że koledze chodzi o taki program.
Podaje przykład na wiercenie i gwintowanie pozdrawiam!!!
0 BEGIN PGM 404 MM
1 TOOL DEF 2 L+0,000 R+3,000
2 TOOL CALL 2 / Z S 1000,000
3 L Z+200,000 R0 F5000 M03
4 L Y+0,000 X+0,000 R0 F9999 M
5 CYCL DEF 1.0 PECKING
6 CYCL DEF 1.1 SET UP-5,000
7 CYCL DEF 1.2 DEPTH -20,000
8 CYCL DEF 1.3 PECKG -20,000
9 CYCL DEF 1.4 DWELL 0,000
10 CYCL DEF 1.5 F120
11 CALL LBL 1 REP
12 L Z+100,000 R0 F9999 M05
13 L X+0,000 Y+0,000 R0 F9999 M
14 STOP M5
15 TOOL DEF 3 L+0,000 R+4,000
16 TOOL CALL 3 / Z S 200,000
17 L Z+100,000 R0 F9999 M03
18 CYCL DEF 2.0 TAPPING
19 CYCL DEF 2.1 SET UP-5,000
20 CYCL DEF 2.2 DEPTH -25,000
21 CYCL DEF 2.3 DWELL 0,000
22 CYCL DEF 2.4 F300
23 CALL LBL 1 REP
24 L Z+100,000 R0 F9999 M05
25 L X+0,000 Y+0,000 R0 F9999 M
26 STOP M02
27 LBL 1
28 FN 0 : Q1 = +20,000 ;ILOSC OTWOROW
29 FN 0 : Q4 = +200,000 ;SREDNICA PODZIALU OKREGU
30 FN 4 : Q4 = +Q4 DIV +2,000
31 FN 4 : Q5 = +360,000 DIV +Q1
32 FN 0 : Q12= +30 ;KAT STARTU
33 L Z+5,000 R0 F9999 M
34 LBL 7
35 CC X+0,000 Y+0,000
36 LP PR+Q4 PA+Q12 R0 F9999 M99
37 FN 1 : Q12= +Q12 + +Q5
38 FN 1 : Q1 = +Q1 + -1,000
39 FN 10 : IF +Q1 NE +0,000 GOTO LBL 7
40 LBL 0
41 END PGM 404 MM






