



Przeróbka ustrojstwa na CNC
-
maciek95k
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 9
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Przeróbka ustrojstwa na CNC
Komentować rozwiązania nie będę bo to bez sensu ale może napiszę jak to jest w Okumie rozwiązane bo te wszystkie teorie że wiór taki a taki to tylko teorie. Przychodzi trudny materiał i trzeba się sporo nakombinować coby wytaczak nie drżał i wyszła powierzchnia. W okumie każda z podstaw noża na obwodzie, ma łezkę w którą wchodzi tulejka mimośrodowa. W ten sposób idzie do każdej oprawy ustawić głowicę i po zdjęciu jej razem z nożem założyć z powrotem i masz idealnie tak samo ustawione narzędzie. Druga sprawa to wszystkie noże są dociskane listwami z jednej strony zafrezowanymi po skosie. Coś jak dociskanie prowadnic liniowych. Mam też taką oprawę dociskaną na śrubki i co? Przy trudniejszych materiałach czy nierdzewce wytaczak drży. I to nie kwestia płytek czy noży bo testowane było całe mnóstwo. Rozwiązaniem problemu okazało się dociśnięcie wytaczaka nie bezpośrednio śrubą ale położenie na nim szlifowanej płytki która dopiero była dociskana przez śrubki. Dodatkowo jak chce się wydajnie i sensownie obrabiać to wytaczak zawsze jak najkrótszy. A te długie co produkuje się to połowa kończy poobcinana bo za długie potem i za dużo wystają. Dodatkowo warto pomyśleć o montowaniu wytaczaka w okrągłym gnieździe plus dołożenie prowadzenia chłodziwa pod wysokim ciśnieniem żeby szło używać noży z wewnętrznym chłodzeniem. Ostatnia sprawa to kwestia dzwona. W okumie magazyn jest na łezkach. Dokręcasz to momentem i przy dzwonie magazyn po prostu się przestawi. Bierze się czujnik, popuszcza parę śrub i go ustawia i jest git. Dodatkowo koła pasowe na śrubach także nie są na sztywno tylko przy poważnej kraksie napęd "puści".


-
 bartuss1
bartuss1
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 191
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Przeróbka ustrojstwa na CNC
A wiesz, fajnie by było mięć magazynek na vdi, tylko pytanie czym go zrobić? To w końcu nie są zwykłe otwory. Druga sprawa, ile ta tokarka kosztuje? Albo prosciej, ile kosztuje ta wieżyczka? Tyle co ta tokarka cała po przeróbce, albo i dobrze lepiej.
jakbym dorwał sprawnego gotowca za 5 - 6 tys, to bym sie nie szczypał w jakieś wymyślanie głowicy.
jakbym dorwał sprawnego gotowca za 5 - 6 tys, to bym sie nie szczypał w jakieś wymyślanie głowicy.
https://www.etsy.com/pl/shop/soltysdesign
-
maciek95k
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Przeróbka ustrojstwa na CNC
Zrobisz jak chcesz  tylko mówię jak to jest zrealizowane profesjonalnie i po co tak. Same magazyny znowu nie są takie drogie. Jakiś czas temu trauby były za śmieszne pieniądze u na części też chyba. A wymieniona okuma to konstrukcja z 89 roku i jestem niemalże pewny że w całości kosztowała mniej niż ta tokarka ale nie o tym temat. Oprawa powinna być możliwie długa i wytaczak wystawać minimum i nie są to widzimisie niczyje a praktyczna wiedza. No i zgadzam się z przedmówcami, najpierw modelować, potem się na to pogapić, stwierdzić że głupie, zmienić połowę i jak bd ok to dopiero budować. Takie hipotetyczne pytanie, co jeśli uszkodzi się ta przekładnia harmoniczna? Przebudowa magazynu? Czekanie aż trafi sie taka sama używka czy kupno nowej? Bo czas oczekiwania to ok 2 miesiące a ceny idą w tysiące euro.
tylko mówię jak to jest zrealizowane profesjonalnie i po co tak. Same magazyny znowu nie są takie drogie. Jakiś czas temu trauby były za śmieszne pieniądze u na części też chyba. A wymieniona okuma to konstrukcja z 89 roku i jestem niemalże pewny że w całości kosztowała mniej niż ta tokarka ale nie o tym temat. Oprawa powinna być możliwie długa i wytaczak wystawać minimum i nie są to widzimisie niczyje a praktyczna wiedza. No i zgadzam się z przedmówcami, najpierw modelować, potem się na to pogapić, stwierdzić że głupie, zmienić połowę i jak bd ok to dopiero budować. Takie hipotetyczne pytanie, co jeśli uszkodzi się ta przekładnia harmoniczna? Przebudowa magazynu? Czekanie aż trafi sie taka sama używka czy kupno nowej? Bo czas oczekiwania to ok 2 miesiące a ceny idą w tysiące euro.
-
bartuss1
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 191
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Przeróbka ustrojstwa na CNC
Fabryczna tokarka cnc ma duzy pobór mocy na dzien dobry, nie jest to 3,5 kw, bo nie ma przełożeń. Także śmieszne pieniądze czy nie, ale z punktu widzenia przyłącza troche nie za bardzo, jeśli masz na warsztacie 20A w gniazdku.
Przekladnia harmoniczna się tak łatwo nie uszkodzi, bo jest wyposazona w zewnetrzne łozysko wałeczkowe. W przypadku dzwona to hybrydy stracą kroki i sie wyłączy sterowanie. Nawet Jeśli tarcza uległaby oderwaniu czy przestawieniu to w przekładni pozrywa conajwyzej śruby. No ale miejmy nadzieje że linux wydzwaniał nie będzie i operator bez wygłupów.
Przekladnia harmoniczna się tak łatwo nie uszkodzi, bo jest wyposazona w zewnetrzne łozysko wałeczkowe. W przypadku dzwona to hybrydy stracą kroki i sie wyłączy sterowanie. Nawet Jeśli tarcza uległaby oderwaniu czy przestawieniu to w przekładni pozrywa conajwyzej śruby. No ale miejmy nadzieje że linux wydzwaniał nie będzie i operator bez wygłupów.
https://www.etsy.com/pl/shop/soltysdesign
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 170
- Posty: 17233
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Przeróbka ustrojstwa na CNC
Podobny efekt do VDI można uzyskać znacznie prościej i łatwiej do wykonania. Oczywiście bez przemieszczania w pionie ale przy dobrze zrobionych gniazdach i standardowych wytaczakach to niekonieczne.


-
bartuss1
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 191
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Przeróbka ustrojstwa na CNC
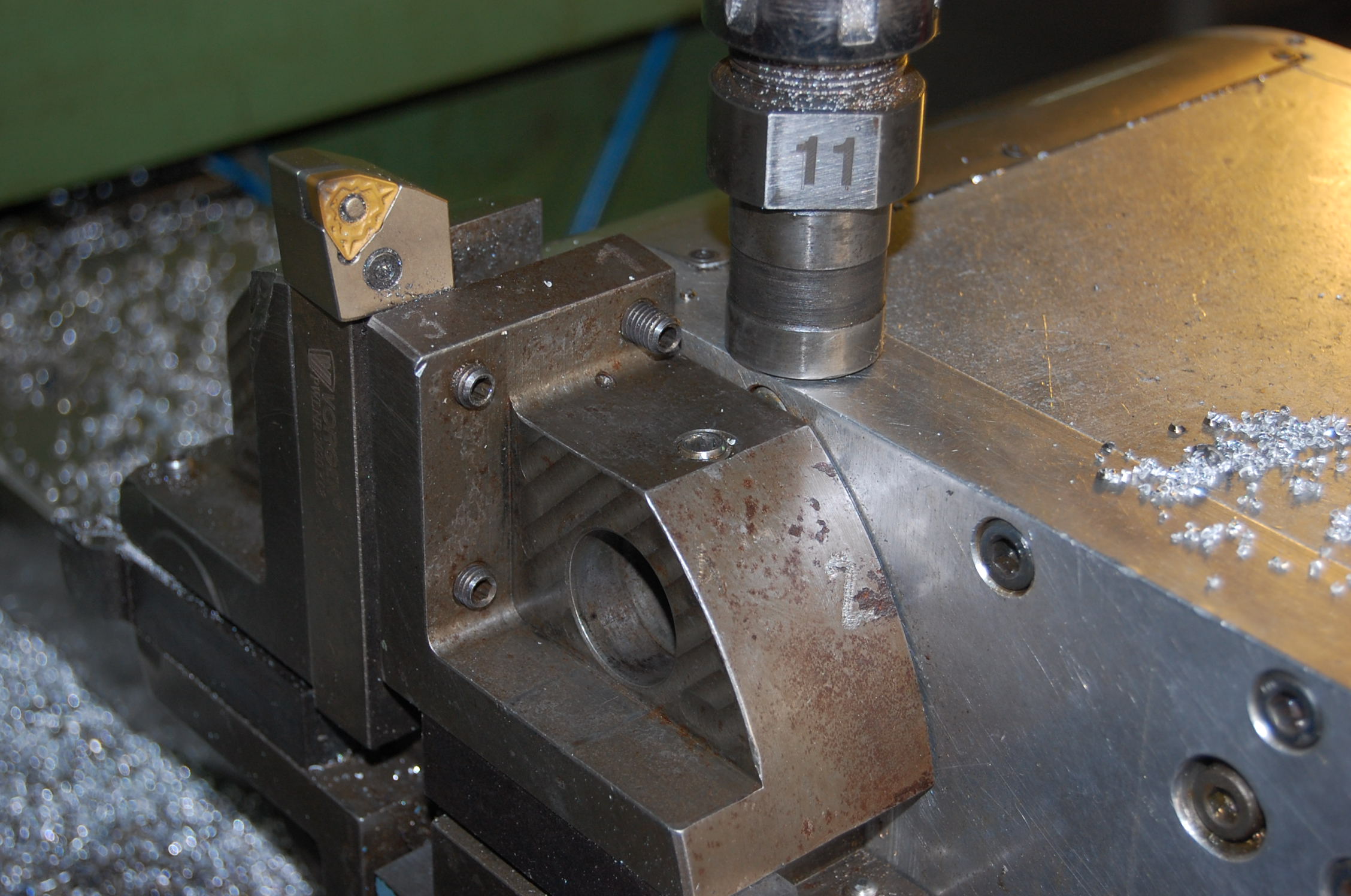
Popacz jaki długi niepodparty wytaczak wystaje z oprawki hehe, chyba nawet w tym samym rozmiarze co wsadziłem na kwile do kostki, czyli jak zwykle praktyka swoje, a suche pieprzenie to drugie.
https://www.etsy.com/pl/shop/soltysdesign
-
maciek95k
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Przeróbka ustrojstwa na CNC
Taa, tylko że moja okuma te samą robotę zrobi 5 razy szybciej niż ta tokarka więc pobór prądu to wiesz. Nie lepiej przystosować w warsztacie instalacje niż budować customowe tokarki? To nie brzmi jak dobre pojęcie biznesowe. Co do wytaczaka, to albo udajesz albo serio nie kumasz. Wytaczak wystawiasz tyle ile trzeba i nie więcej. Robisz otwór na głębokość 80mm to wystawiasz na 80 plus offset. U Ciebie trzeba wystawić na 80 plus 40 kostka czy ile tam ma plus offset i myśl sobie co chcesz ale to jest bubel. A co do przekładni to wyrwie gwinty i co dalej? Będziesz to drutował? To rozwiązanie jest po prostu drogie i zdecydowanie mniej sztywne. Ale chyba już wszyscy zwątpili że coś dotrze... było kamarowi dać dwie stówki za modele i se zrobić taką samą głowice. Będzie dzwon to se klient dorobi wszystko co trzeba w ciągu paru dni a nie będzie miał do wyboru drutować albo kupować przekładnie za wartość całej maszyny.






