")
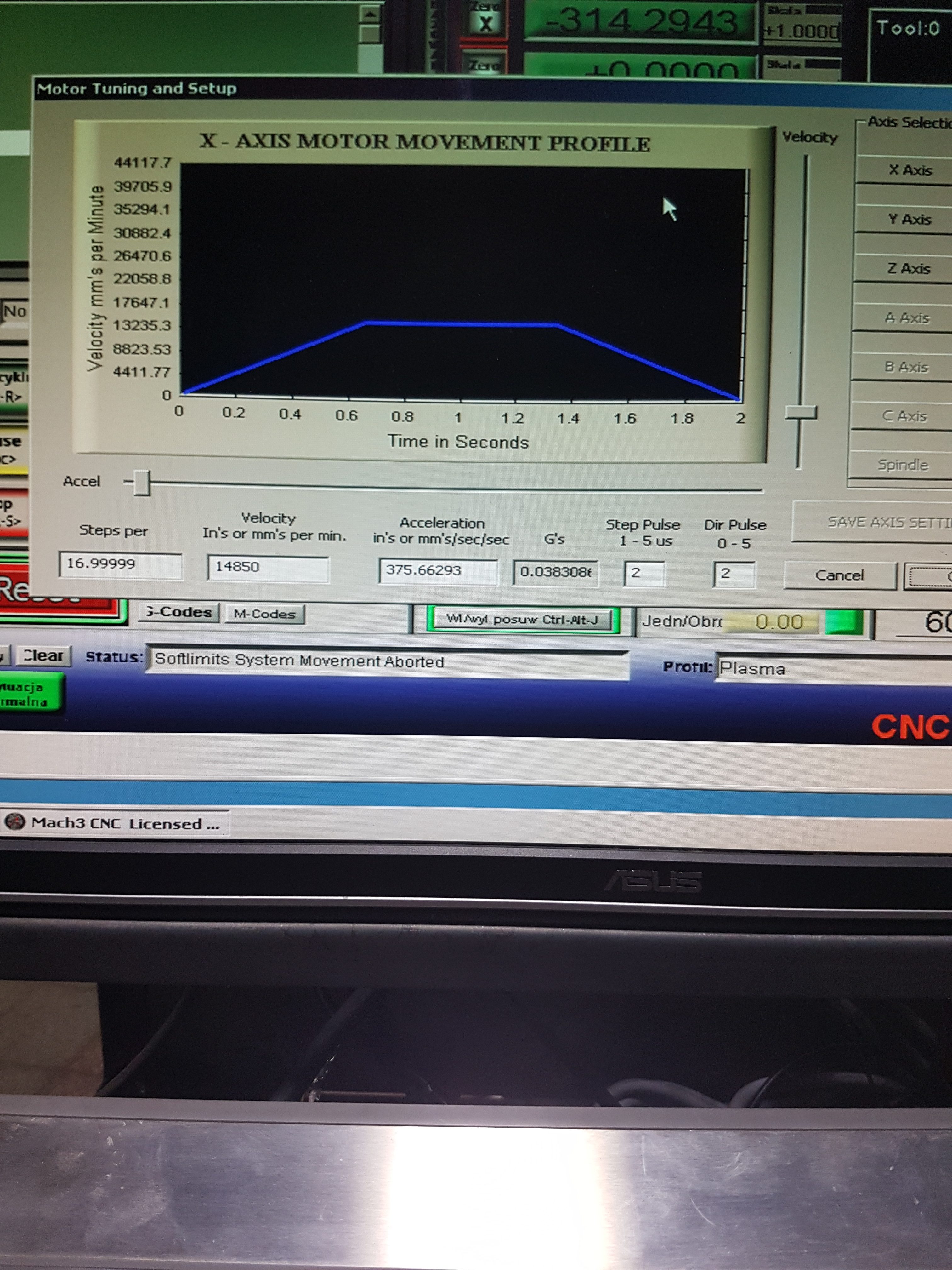
Ja kombinuje tak: 1 pełny obrót silnika to przesuw o 30mm (ø podziałowe kola 20z 30mm) , na 1 obr silnika przypada 1600 imp wiec 1600/30=53.333 ale przy takim ustawieniu jest zupełnie źle.
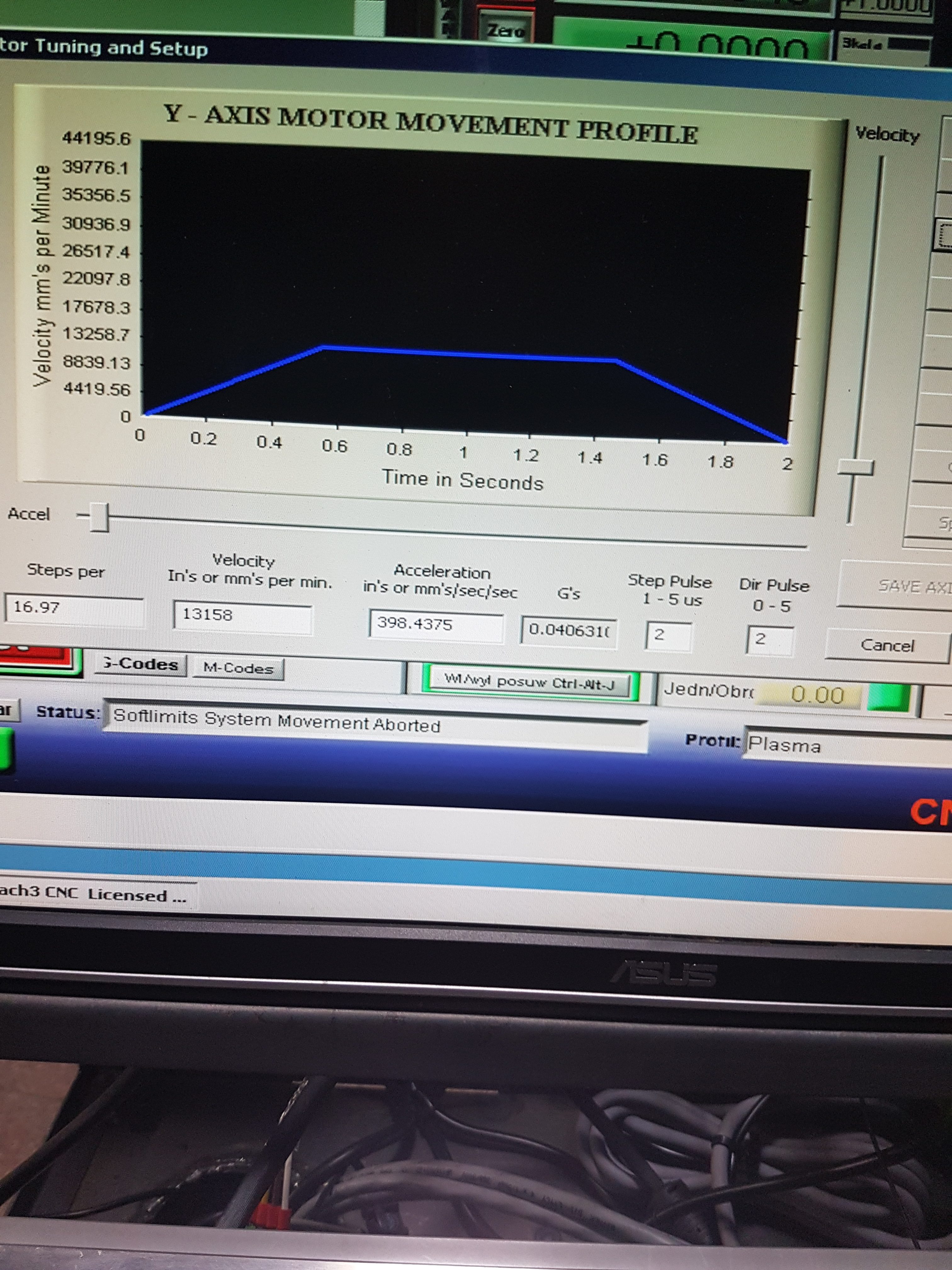
Metoda prób ustawiłem tak jak na foto ale jest nie dokładnie. Przy zadanych 100mm os faktycznie przejeżdża nieco mniej ≈97mm.
Dodane 40 minuty 10 sekundy:
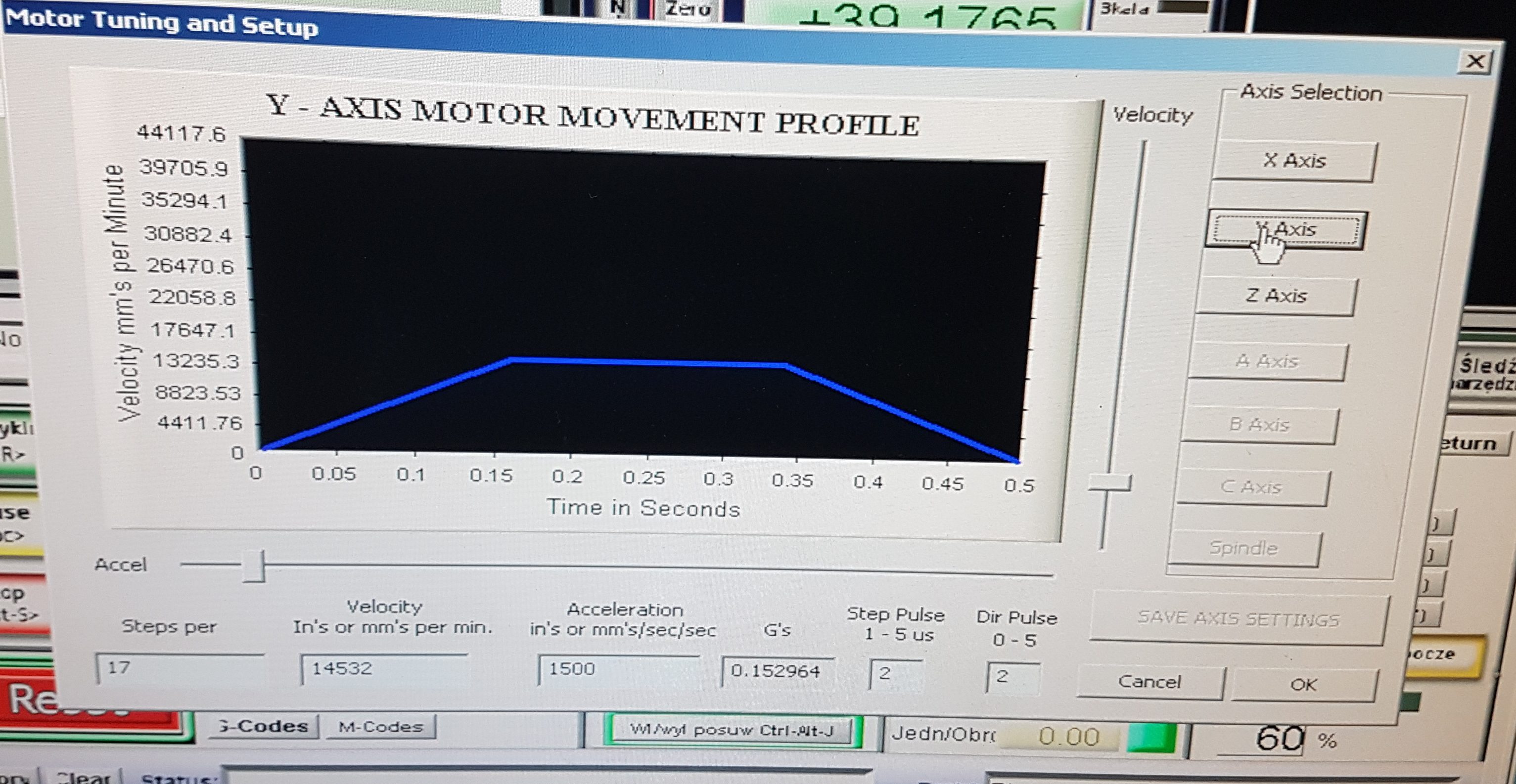
No tak sprawa się wyjaśniła (przy pomocy kolegi Adama), w obliczeniach zamiast obwodu kola wpisałem średnice



")

")