



Jak ustawiasz na czujnik ? czujnik do łoża i ustawiasz kąt do dłuższego boku tego profilu ? i nie ma kąta ?
Jeśli tak to musisz położyć kątownik na supporcie i jego przykręcić i i ustawić kąt do niego a potem profile dosuwać do kątownika.
Co do wklęsłości to moja tokarka też tak ma. Na tarczy 330mm (taką toczyłem największą) robi wklęsłość jakieś 0.03mm. Tylko moja maszyna to stare radzieckie ik625 i ma możliwość regulowania wrzeciennika (cały wrzeciennik mogę skręcić bo jego pozycji nie ustala żadna pryzma ani nic jak w naszych polskich) więc cholera wie co gdzieś kiedyś jakiś Ivan z Wołodją ustawili (nie mówiąc o tym, że prowadnice też już zbyt ładne to nie są).
Cięcie profili DOKŁADNIE pod kątem prostym.


-
 Tom01
Tom01
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 14
- Posty: 88
- Rejestracja: 26 cze 2011, 14:16
- Lokalizacja: Białystok
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
Ustawiam czujnik gdzieś na maszynie i przesuwam detal suportem. I tu jest kłopot, bo równoległość ustawiam od zegara, udaje się max do 0,02-0,03 na długości ok 250 mm. Tnę czoło, sprawdzam ponownie równoległość i jest kilka dziesiątek błędu. Detal przykręcony, jak mówił dziadek, na zycher. Problem jest najprawdopodobinej na prowadnicach suportu. Niby luz nie jest wyczuwalny ręką a na zegarze pokazuje. Jak dokręcę śrubą kasującą luz, to suport nie idzie z równym oporem. Przy toczeniu mi to nie przeszkadzało, natomiast w takim zastosowaniu błąd jest krytyczny. Pójdę dziś popróbować z maksymalnym skasowaniem luzu i zrobię bazy, zamiast operować całym detalem.
Tomasz
Moja pasja i praca - mva.pl
Moja pasja i praca - mva.pl
-
 grg12
grg12
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 7
- Posty: 1759
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
zaproponuję wykonczenie na "flat lapping machine" (nie znam polskiej nazwy procesu - "docieranie"?).
Co powiesz klientowi który zamówi takie płytki u ciebie a potem zacznie je sprawdzać szkłem interferencyjnym? Jeśli w zamówieniu stoi tylko "idealnie płaskie", "idealnie prostopadłe" a Ty nie wiesz czy facet buduje stolik do kawy czy podstawę do mikroskopu tunelowego
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 12305
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
To Ci może nie zapewnić równoległości jeśli nie masz idealnie ustawionego konika(w ten sposób przecież toczysz długie wałki).Może jutro wytoczę precyzyjny pręt od wrzeciona do konika i użyję jego jako bazy, opierając o niego, unieruchomię detal.
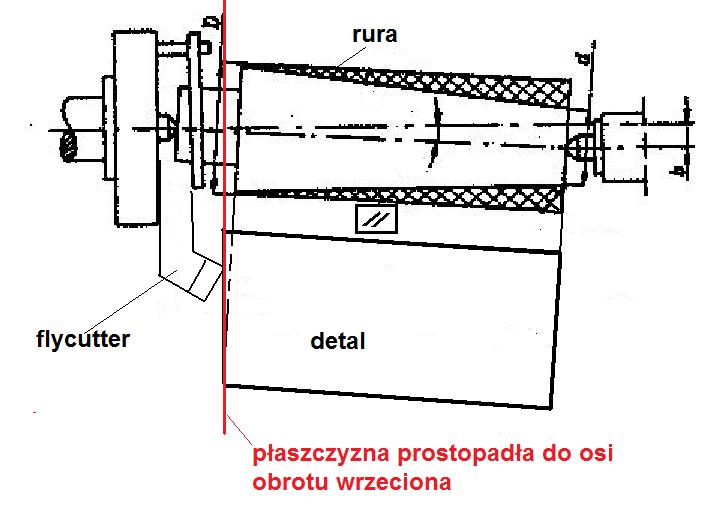
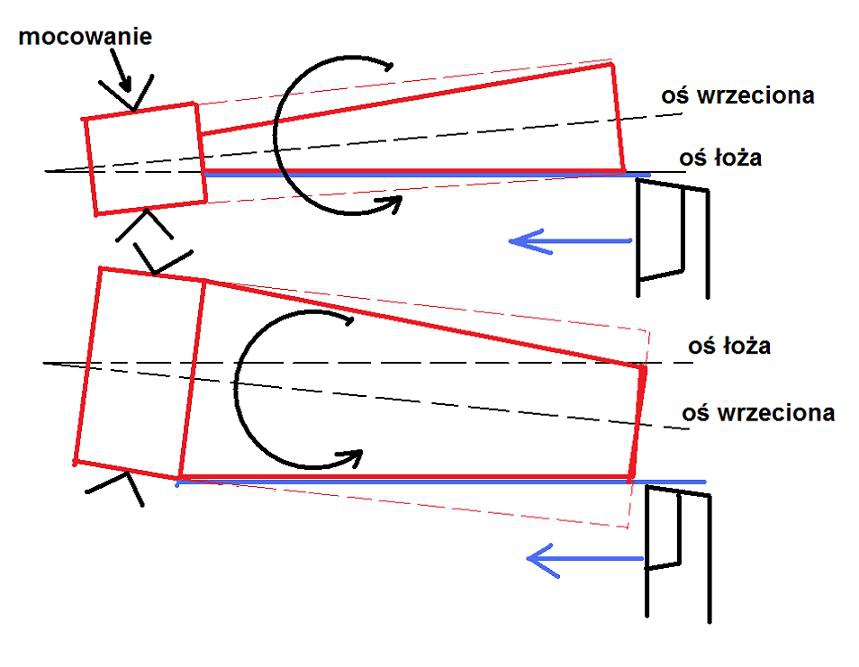
Jeśli konik jest choćby o niewielki ułamek przesunięty(b) od osi, to mocując w kłach rurę/walec i ustawiając detal według tworzącej ten walec (D na rysunku) ustawisz detal również ukośnie(a równolegle // do tworzącej) do osi obrotu wrzeciona, i zarazem pod kątem do prostopadłej do tej osi płaszczyzny po której porusza się ostrze noża.
Bardziej miarodajne byłoby zamocowanie w stożku wrzeciona wałka pomiarowego (lub np długiego wytaczadła)
i zamocowanie na nim czujnika zegarowego/diatestu którym można by "pojeździć" wzdłuż boku zamocowanego na suporcie detalu celem ustawienia równoległości do osi toczenia, a tym samym planowane czoło będzie prostopadłe do tego boku.
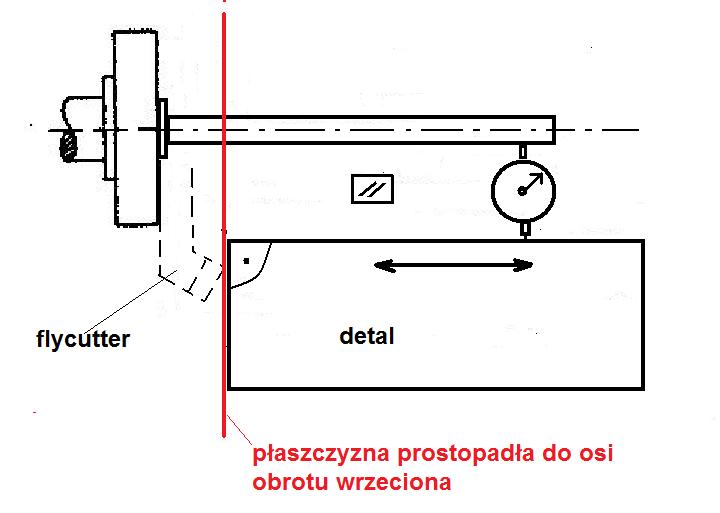
dokładność prostopadłości czoła materiału do jego boku zależy tylko od dokładności ustawienia boku w/g czujnika.
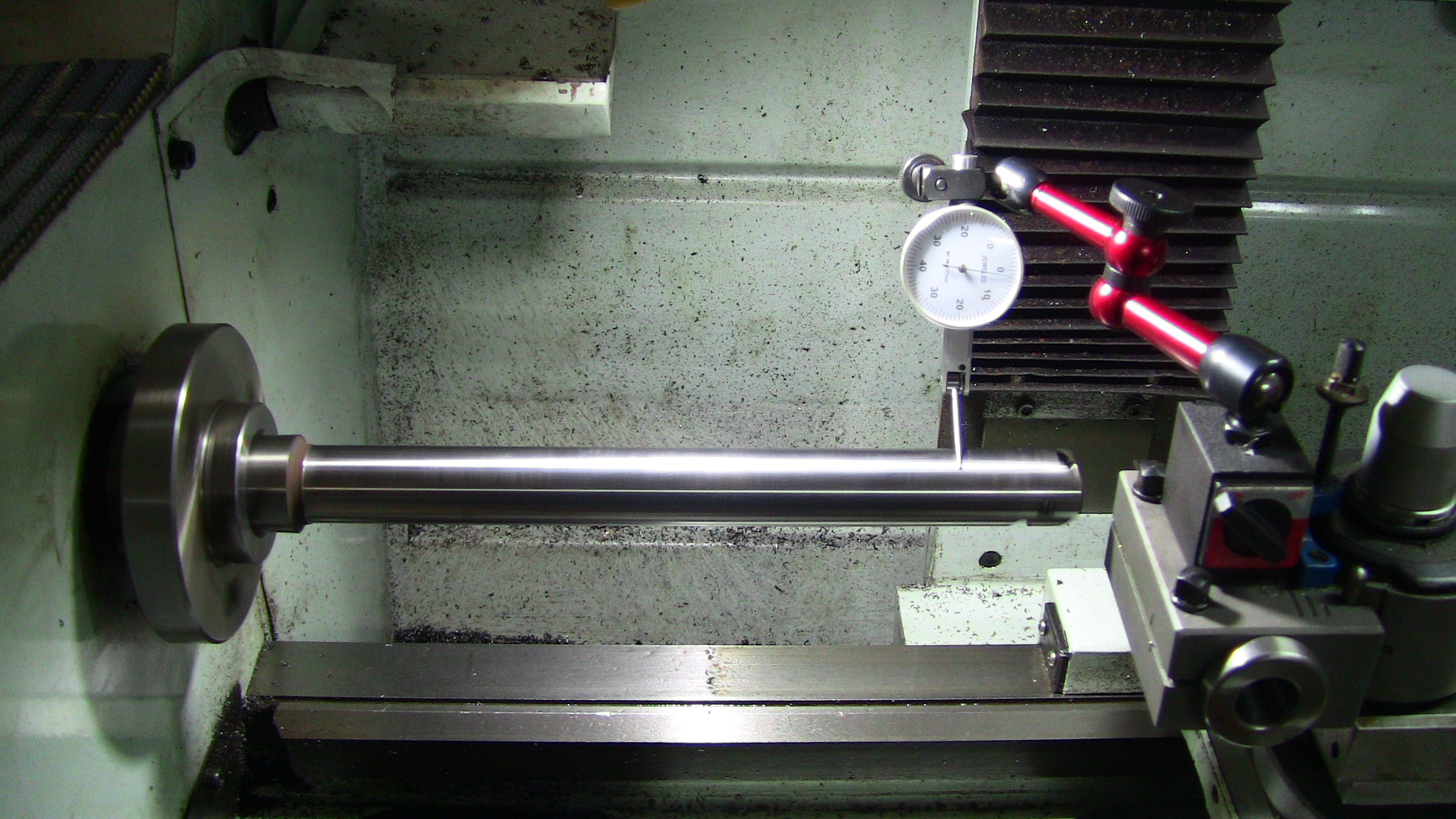
Przedtem należałoby tylko sprawdzić czy oś wrzeciona jest prostopadła do osi łoża (wzdłuż którego przesuwa się suport) - można to sprawdzić jak na zdjęciu przesuwając czujnik wzdłuż wałka pomiarowego. Najlepiej w dwu płaszczyznach,
bo oś wrzeciona "patrząca do góry" też będzie ukosować czoło detalu, tyle że w płaszczyźnie pionowej
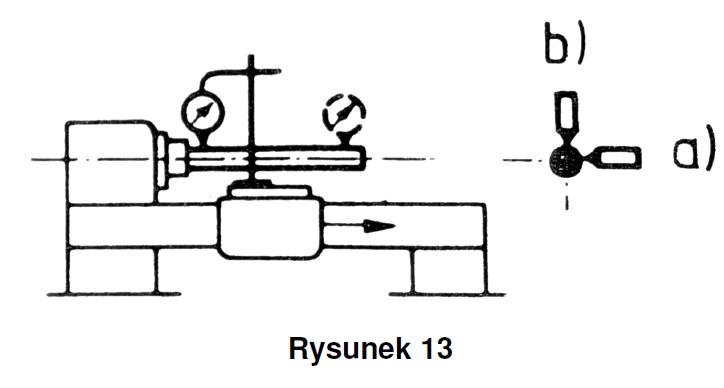
W prostszej wersji można zatoczyć w szczękach dłuższy, niezbyt cienki (by nóż nie odpychał końca) wałek, i też oś tego wałka będzie tożsama z osią wrzeciona(jak wałka pomiarowego wyżej), nawet jeśli wyjdzie lekki stożek.
Choć stożek, szczególnie szerszy przy uchwycie może być skutkiem nierównoległości osi wrzeciona i łoża(rys. dolny).. W odwrotnym przypadku(rys. górny) trzeba wziąć pod uwagę czy stożek nie jest wynikiem sprężystości materiału i odpychania pod wpływem sił skrawania.
Ostatnio zmieniony 09 paź 2019, 10:37 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
-
 prosteiszkuteczneWynalazki
prosteiszkuteczneWynalazki
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 707
- Rejestracja: 05 cze 2019, 17:00
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
Mój wujek zwykłym diakesem stołowym uciął rurkę pod kątem prostym.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 12305
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
niech spróbuje z rurą ø100 czy ø150mm...Mój wujek zwykłym diakesem stołowym uciął rurkę pod kątem prostym.

pozdrawiam,
Roman
Roman
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 7996
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
grg12 pisze:Jeśli w zamówieniu stoi tylko "idealnie płaskie", "idealnie prostopadłe"
Nie ma takiego określenia w rysunku wykonawczym, są tolerancje i albo maszyna je spełnia albo nie możesz wykonać takiej usługi dysponując tym na czym wykonujesz usługę.
-
grg12
- ELITA FORUM (min. 1000)
- Posty w temacie: 7
- Posty: 1759
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
Przychodzi klient i prosi o "Cięcie profili DOKŁADNIE pod kątem prostym."
 )
)-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 7996
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Cięcie profili DOKŁADNIE pod kątem prostym.
grg12 pisze:Przychodzi klient i prosi o "Cięcie profili DOKŁADNIE pod kątem prostym."Co robisz?
Słowo klucz to tolerancja, nie ma dokładnie jest TOLERANCJA. Chyba że to stały klient i już mu to robiłem albo wiem że moze być jakiś bład i się dogadam z nim wiedząc że będzie ok.






