

Witam.
Czy posiada ktoś z kolegów instrukcje w języku polskim do maszyny wspomnianej w temacie ?
Najbardziej interesuje mnie temat korekcji długości narzędzi, z tego co wyczytałem na forum i w sieci to wygląda to tak (jeśli się mylę to proszę mnie poprawić:
1. Korzystając z programu mazatrol nie muszę myśleć o korekcji długości ponieważ jest automatycznie wczytywana z tabeli narzędzi z komórki "długość" ?
2. Jeśli używam programu EIA/ISO muszę włączyć korekcję G43 w programie oraz wpisać np H1 - jeśli długość narzędzia jest wpisana w tabeli offsetów w pierwszej komórce. Tutaj mam pytanie co jeśli chcę aby zarówno H jak I D miało odwołanie do pierwszej komórki ( G43 H1 D1) ?
Wyczytałem że można parametrami przestawić aby długość oraz średnica narzędzia były wczytywane z danych narzędzi mazatrol. Czy wtedy również wpisuje G43 ? Dowiedziałem się również, że może wczytywać korekcje z automatu po wybraniu narzędzia więc domyślam się, że wtedy G43 H1 jest zbędne ? Jak na to zareaguje G43.4 dla płynnych 5 osi ?
W danych narzędzi są komórki AKT-D i KOR.DŁUG a obok nich Nr, co się wpisuje w wszystkie wymienione ?
3. Czy w MATRIXIE działa G68.2 czy tylko G68 ? Czy działa to również dla 5 osi którą jest oś obrotowa "C" i może ona pracować zarówno stojąco jak i leżąco. Skąd sterownik wie czy 5 os obraca się wokół osi Z czy X ? Znalazłem tylko informacje w które parametry wpisać jej środek ale o zwrocie nic nie znalazłem. Wiec tu pytanie, jak G68 czu G43.4 ma działać prawidłowo bez takich danych ? Może jest jakaś procedura do kalibracji kinematyki maszyny ?
Mazak VTC800\30SR


-
rootsmazik
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 1
- Posty: 40
- Rejestracja: 27 lut 2009, 11:07
- Lokalizacja: cheltenham
Witam.Jezeli chodzi o korekcje dlugosci to jest mozliwosc przestawiwnia parametrow maszyny tak aby czytala wartosci (dlugosci i srednicy )z danych mazaktrola,w programie G43 w zasadzie nie jest potrzebne,(H i D napewno nie),
ale ja zawsze w pierwszym ruchu G0 Z daje G43,takie ustawienie maszyny nie ma zadnego wplywu na G43.4 i tak rada jak uzywsz G43.4 na integrex nie korzystasz z G68 .Przy programach 5 osi maszyna pracuje w osiach jak tokarka z osia Y(czyli Z(C) przez CHUCK.
Tak os C moze pracowac na horizontal,jak vertical .
Jezeli chodzi o program ISO na tego typy maszyny to pzede wszystkim dobry CAM I PostProcesor.
Wszytko to ci pisze bazuje na maszynie INTEGREX E650.
pozdrawiam
ale ja zawsze w pierwszym ruchu G0 Z daje G43,takie ustawienie maszyny nie ma zadnego wplywu na G43.4 i tak rada jak uzywsz G43.4 na integrex nie korzystasz z G68 .Przy programach 5 osi maszyna pracuje w osiach jak tokarka z osia Y(czyli Z(C) przez CHUCK.
Tak os C moze pracowac na horizontal,jak vertical .
Jezeli chodzi o program ISO na tego typy maszyny to pzede wszystkim dobry CAM I PostProcesor.
Wszytko to ci pisze bazuje na maszynie INTEGREX E650.
pozdrawiam
-
andreas0007
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 61
- Rejestracja: 22 paź 2007, 10:38
- Lokalizacja: Bielsko-Biała
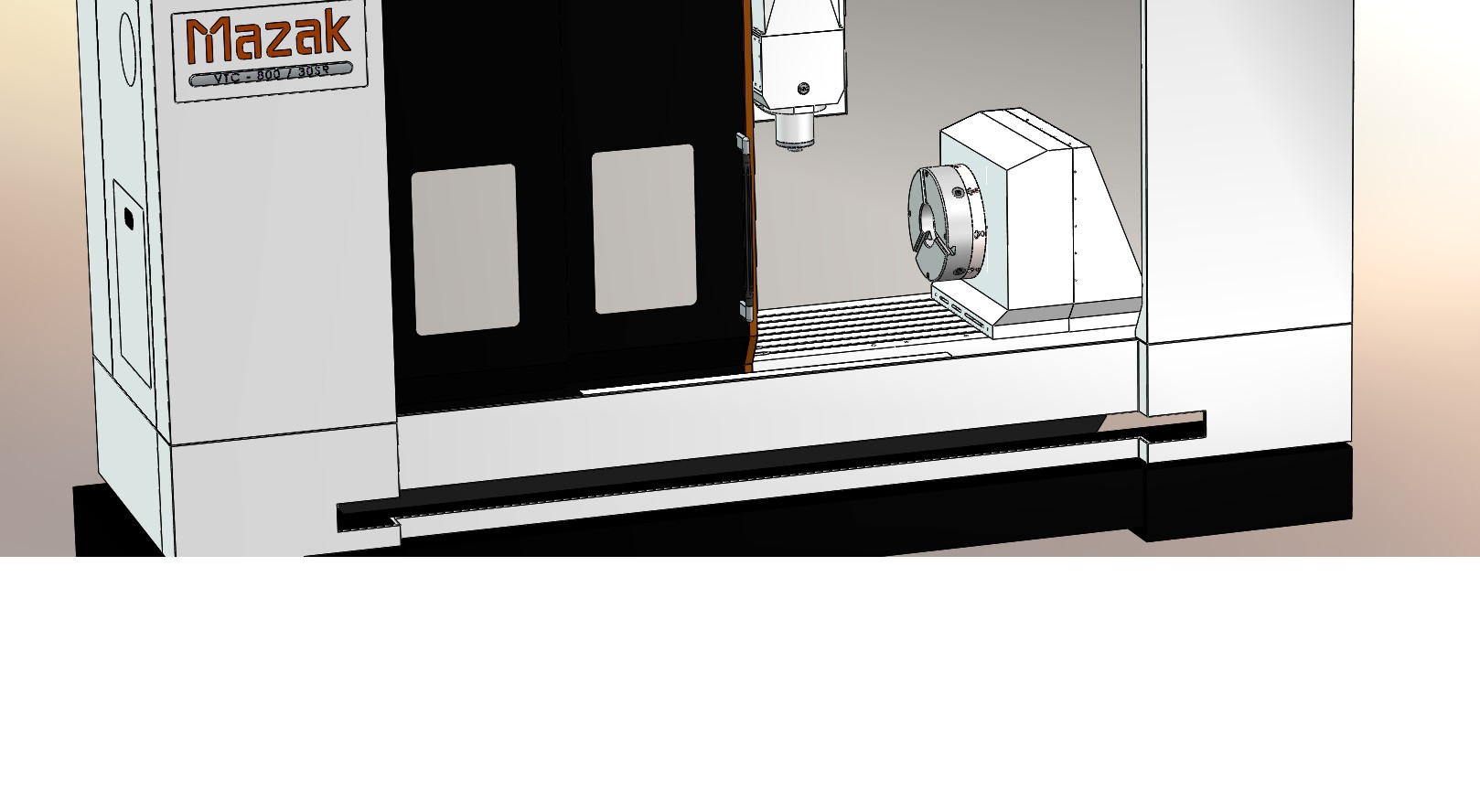
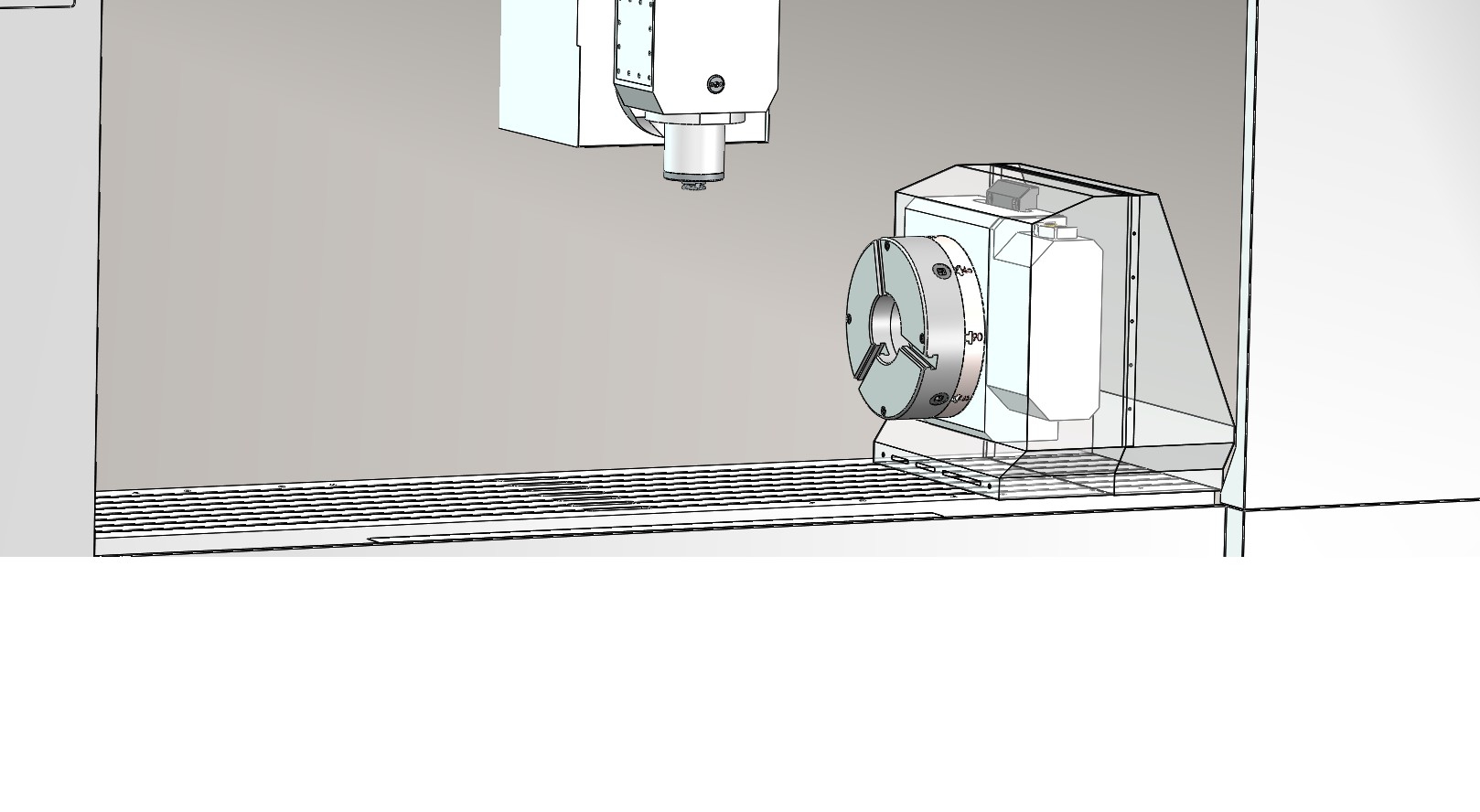
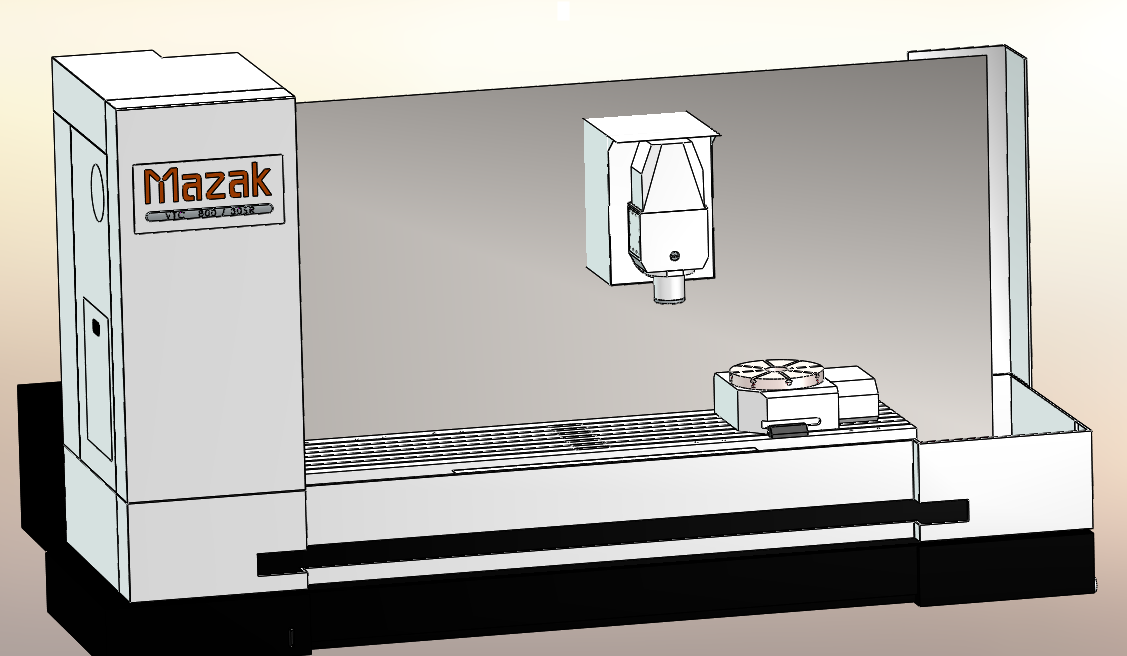
Ustawienie osi C(A).
Tak mniej wiecej ma to wygladac:
1. Gdy nie uzywasz osi C.
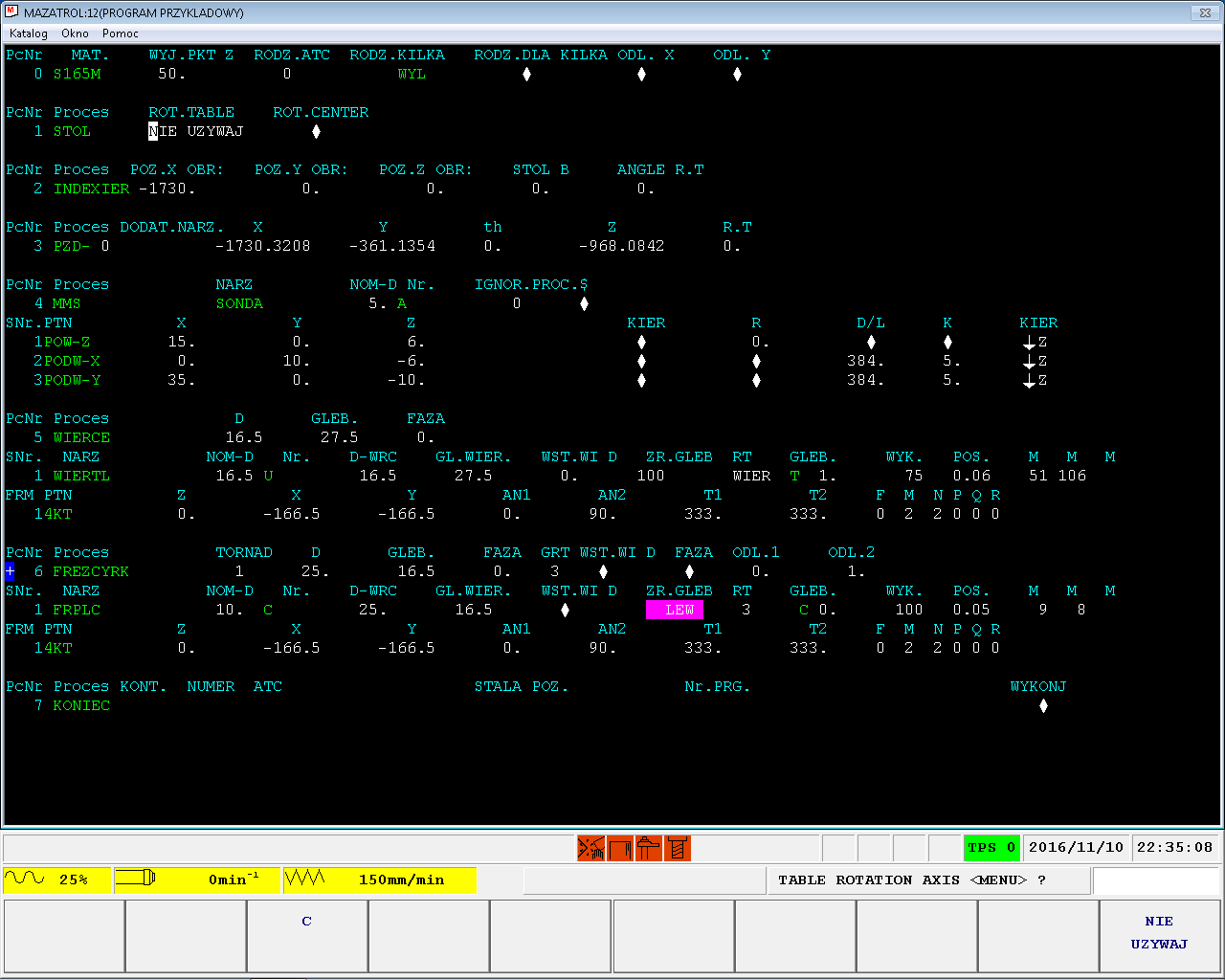
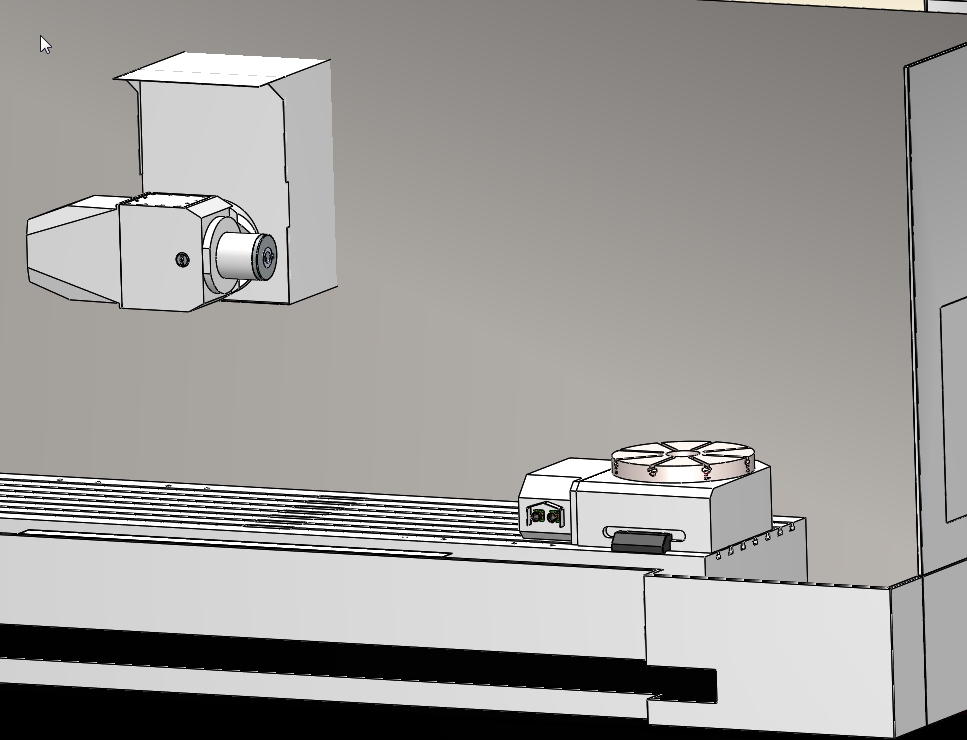
2. Os C w polozeniu pionowy srodek obrotu os Z.
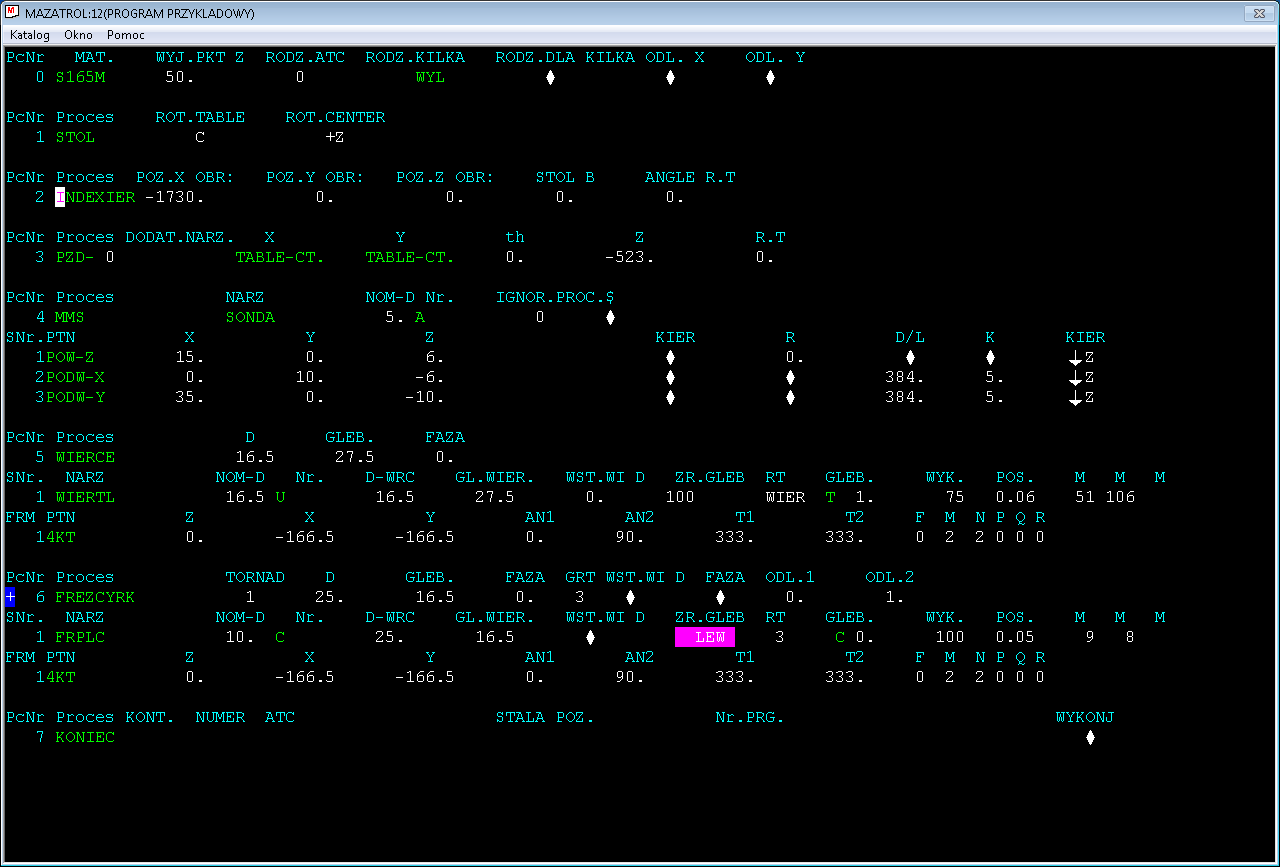
3. Os C w polozeniu poziomym ze strony lewej X+.
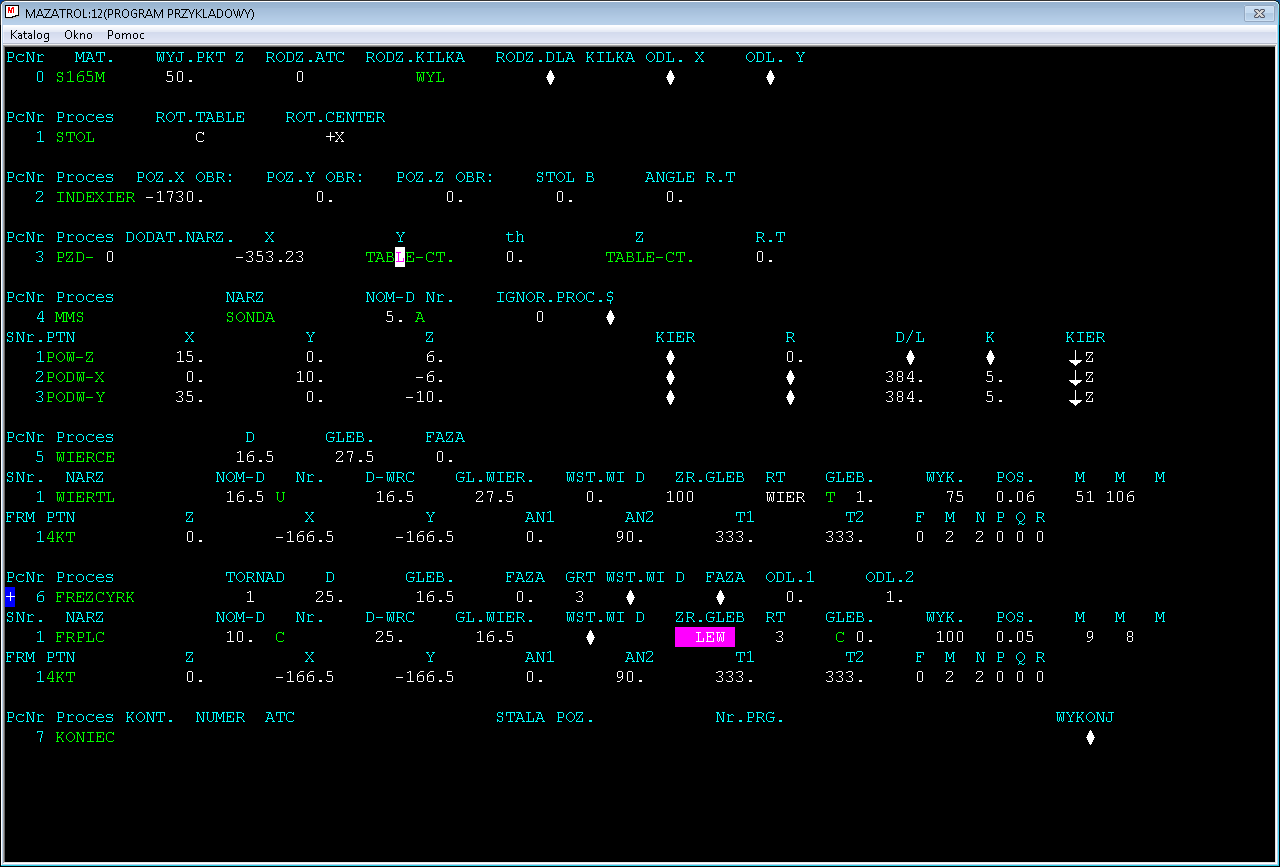
4.Os C w polozeniu poziomym ze strony prawej X-.
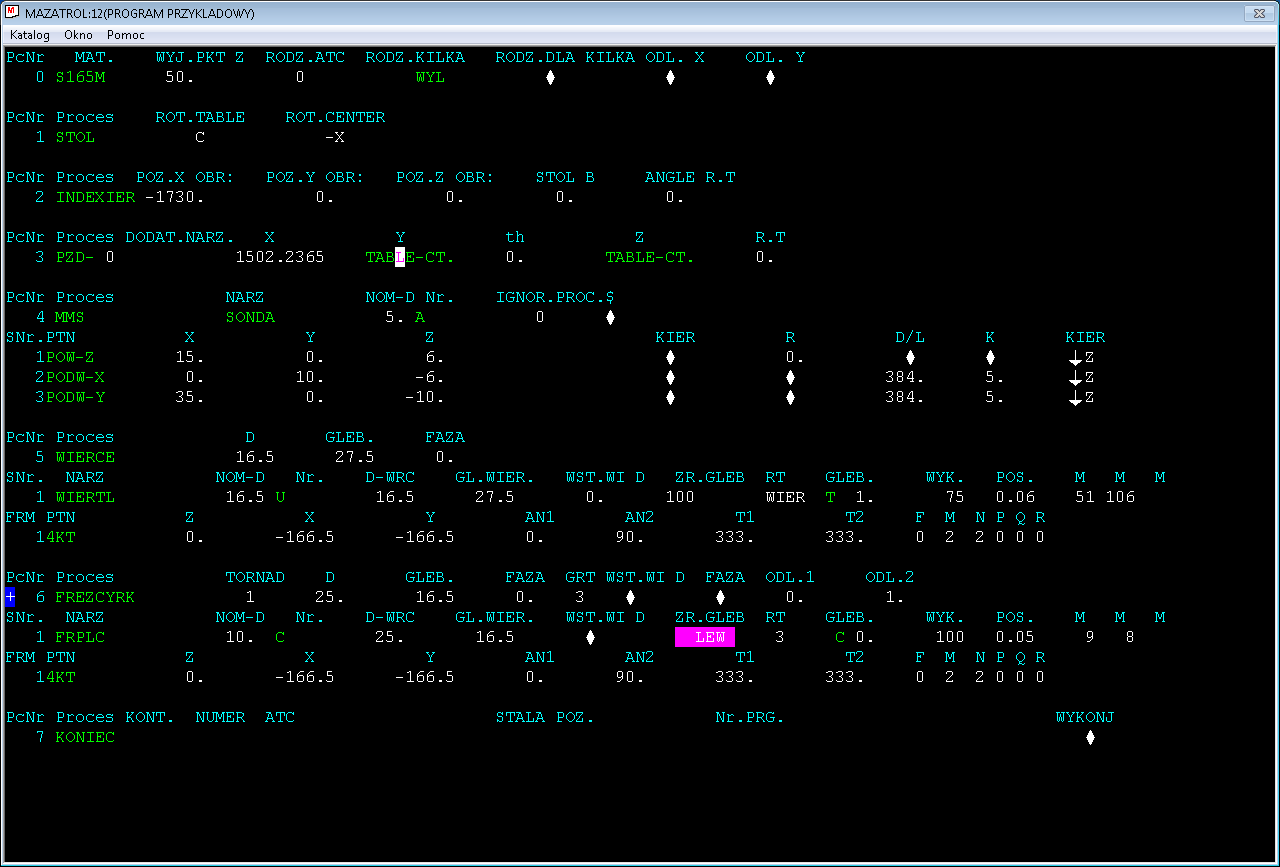
Oczywiscie najpierw nalezy ustawic i znalezc srodek osi i zdefiniowac w parametrach.
S5(X),K126,S5(Y),K127,S5(Z),K128,K117,
Instalacja pozioma w parametrach wspolrzednych osi Z S5(Z) i K128 nalezy wpisac 0 (zero).W parametrze K117 wpisac 32.
Instalacja pionowa w parametrach wspolrzednych osi X S5(X) i K126 nalezy wpisac 0 (zero). W parametrze K117 wpisac 12.
Tak mniej wiecej ma to wygladac:
1. Gdy nie uzywasz osi C.
2. Os C w polozeniu pionowy srodek obrotu os Z.
3. Os C w polozeniu poziomym ze strony lewej X+.
4.Os C w polozeniu poziomym ze strony prawej X-.
Oczywiscie najpierw nalezy ustawic i znalezc srodek osi i zdefiniowac w parametrach.
S5(X),K126,S5(Y),K127,S5(Z),K128,K117,
Instalacja pozioma w parametrach wspolrzednych osi Z S5(Z) i K128 nalezy wpisac 0 (zero).W parametrze K117 wpisac 32.
Instalacja pionowa w parametrach wspolrzednych osi X S5(X) i K126 nalezy wpisac 0 (zero). W parametrze K117 wpisac 12.
-
andreas0007
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 61
- Rejestracja: 22 paź 2007, 10:38
- Lokalizacja: Bielsko-Biała
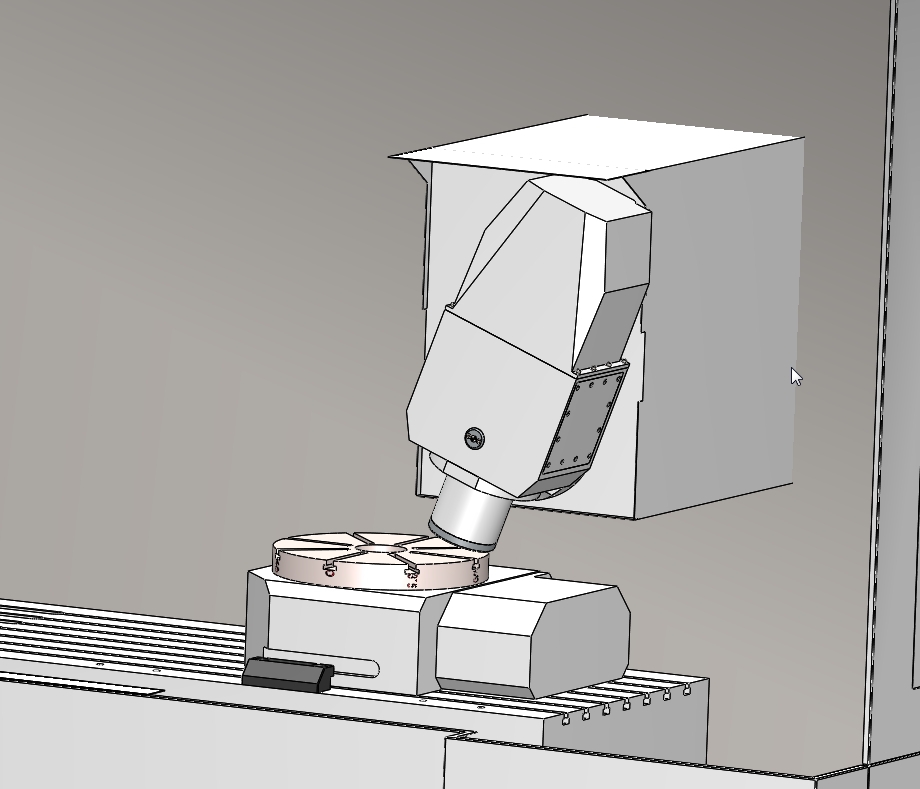
Montaż pionowy i poziomy
1.Montaż pionowy z prawej strony.
2.Montaż pionowy z prawej strony.
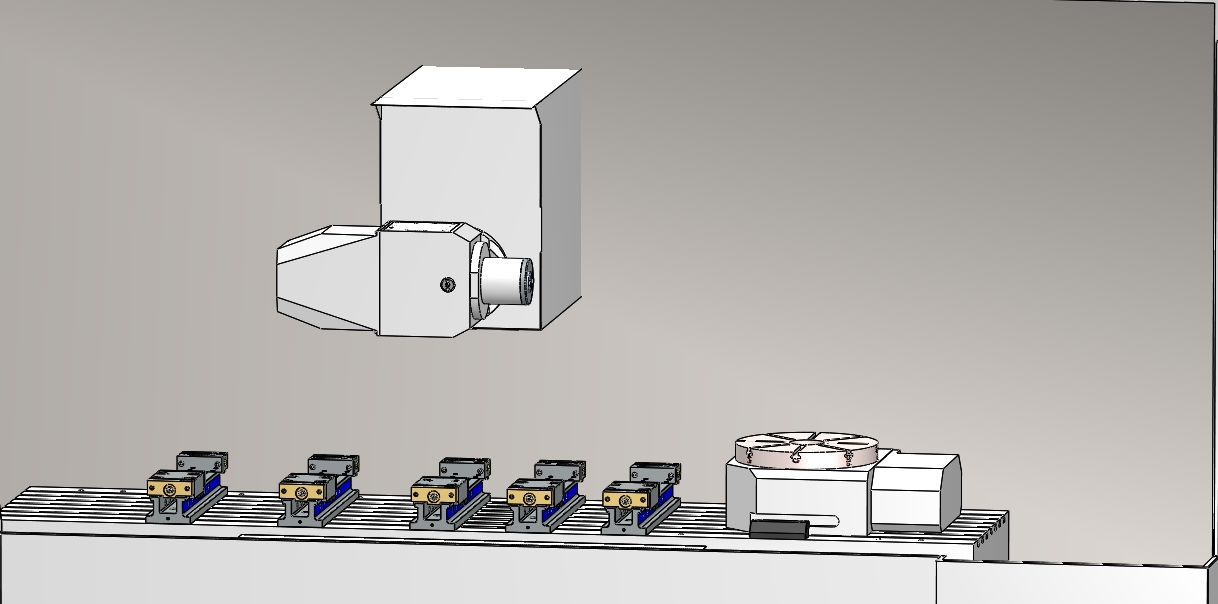
3.Montaż poziomy z prawej strony(1 położenia zalecane).
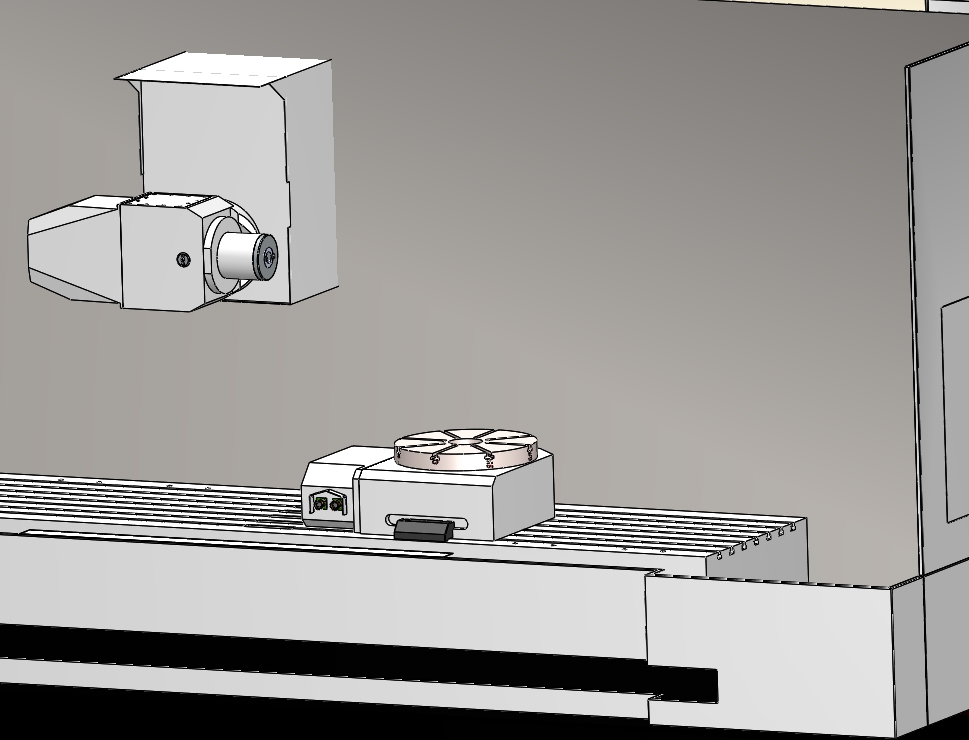
3.Montaż poziomy z prawej strony(2 położenia zalecane)
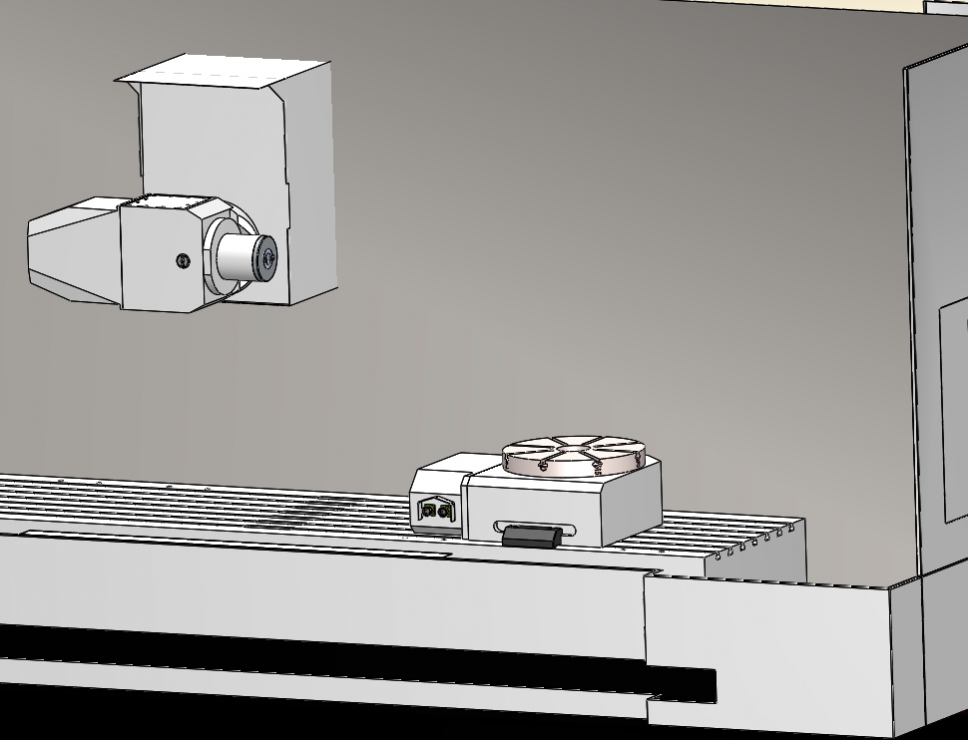
3.Montaż poziomy z prawej strony(3 położenia zalecane)
7.Montaż poziomy z prawej strony oś C obrócona o 180 stopni.
Dało to więcej miejsca ze strony lewej. Wady:
-bardzo ograniczone możliwości obróbki ze strony prawej
-programy trzeba pisać na lewą stronę
-postprocesor na lewą stronę
7.Montaż poziomy z prawej strony oś C obrócona o 180 stopni.
7.Montaż poziomy z prawej strony oś C obrócona o 180 stopni.
2.Montaż pionowy z prawej strony.
3.Montaż poziomy z prawej strony(1 położenia zalecane).
3.Montaż poziomy z prawej strony(2 położenia zalecane)
3.Montaż poziomy z prawej strony(3 położenia zalecane)
7.Montaż poziomy z prawej strony oś C obrócona o 180 stopni.
Dało to więcej miejsca ze strony lewej. Wady:
-bardzo ograniczone możliwości obróbki ze strony prawej
-programy trzeba pisać na lewą stronę
-postprocesor na lewą stronę
7.Montaż poziomy z prawej strony oś C obrócona o 180 stopni.
7.Montaż poziomy z prawej strony oś C obrócona o 180 stopni.
-
mateu5
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Teraz wszystko jasne. Jeszcze mam takie pytanie, jak wyłączyć bariery bezpieczeństwa np kiedy chcę zjechać narzędziem do stołu to wyskakuje niebieski komunikat, zakłócenie stołu czy coś takiego ?
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
andreas0007
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 61
- Rejestracja: 22 paź 2007, 10:38
- Lokalizacja: Bielsko-Biała
-
typniepokorny86
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 168
- Rejestracja: 08 lut 2009, 17:04
- Lokalizacja: Żołyń
Re: Mazak VTC800\30SR
Witam,
temat trochę stary, ale z tego co czytam to chyba nie wszystko zostało powiedziane, jeśli chodzi o parametry odnośnie ustawienia podzielnicy (na leżąco lub stojąco), pracy z G68.2 i G43.4, wczytywaniu korektorów narzędzi.
Pracujemy na tej maszynie około rok, z programami w ISO, także mógłbym jeszcze coś dopowiedzieć.
Także jak by ktoś był zainteresowany to pisać.
temat trochę stary, ale z tego co czytam to chyba nie wszystko zostało powiedziane, jeśli chodzi o parametry odnośnie ustawienia podzielnicy (na leżąco lub stojąco), pracy z G68.2 i G43.4, wczytywaniu korektorów narzędzi.
Pracujemy na tej maszynie około rok, z programami w ISO, także mógłbym jeszcze coś dopowiedzieć.
Także jak by ktoś był zainteresowany to pisać.
-
kosa1214
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 04 wrz 2019, 09:00
Re: Mazak VTC800\30SR
Oferta dalej aktualna bo miałbym parę pytańtypniepokorny86 pisze: ↑16 sie 2018, 09:31Witam,
temat trochę stary, ale z tego co czytam to chyba nie wszystko zostało powiedziane, jeśli chodzi o parametry odnośnie ustawienia podzielnicy (na leżąco lub stojąco), pracy z G68.2 i G43.4, wczytywaniu korektorów narzędzi.
Pracujemy na tej maszynie około rok, z programami w ISO, także mógłbym jeszcze coś dopowiedzieć.
Także jak by ktoś był zainteresowany to pisać.
-
janscot
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 5
- Rejestracja: 08 wrz 2019, 07:26
Re: Mazak VTC800\30SR
Witam
Moja firma kupiła używanego Mazaka vtc800 30sr. Jak przywieźli mazaka to sie okazało ze dwa silniki od napedów osi "z" i "y" były wymontowane.
Po uruchomieniu maszyny te dwie osie nie bazują w atc i powinno wyświetlać na zielono . Proszę o jakaś poradę.
Moja firma kupiła używanego Mazaka vtc800 30sr. Jak przywieźli mazaka to sie okazało ze dwa silniki od napedów osi "z" i "y" były wymontowane.
Po uruchomieniu maszyny te dwie osie nie bazują w atc i powinno wyświetlać na zielono . Proszę o jakaś poradę.
-
andreas0007
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 61
- Rejestracja: 22 paź 2007, 10:38
- Lokalizacja: Bielsko-Biała
Re: Mazak VTC800\30SR
Może spróbuj użyć programu MR-J2-CT setup software. Jest w maszynie.Może ma zapisane pozycje absolutne w backupie i wtedy można je wczytać i nadpisać.






