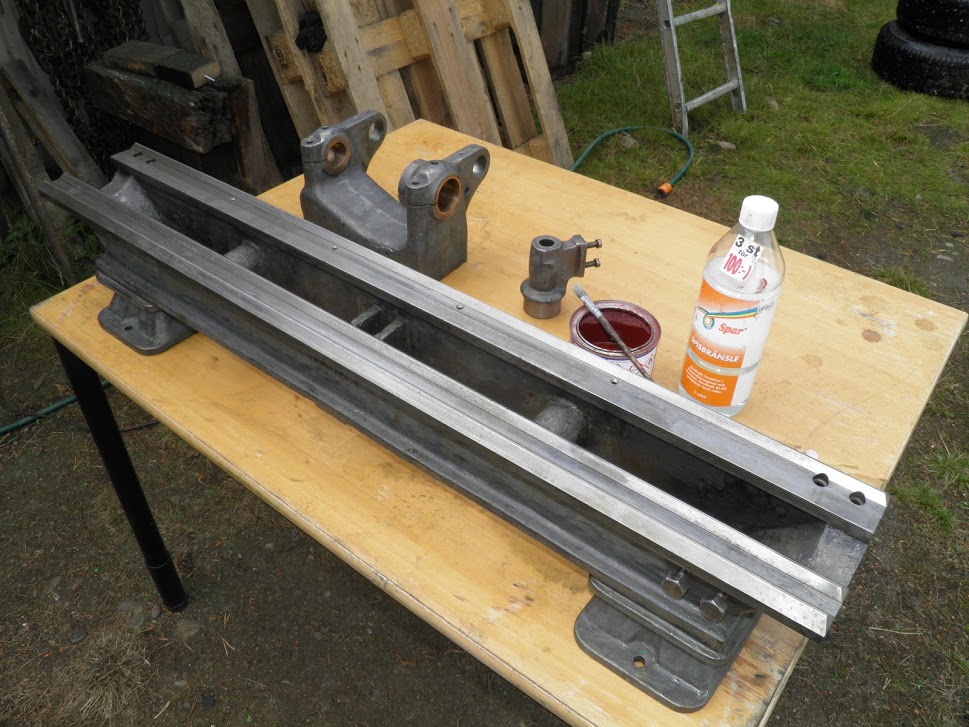
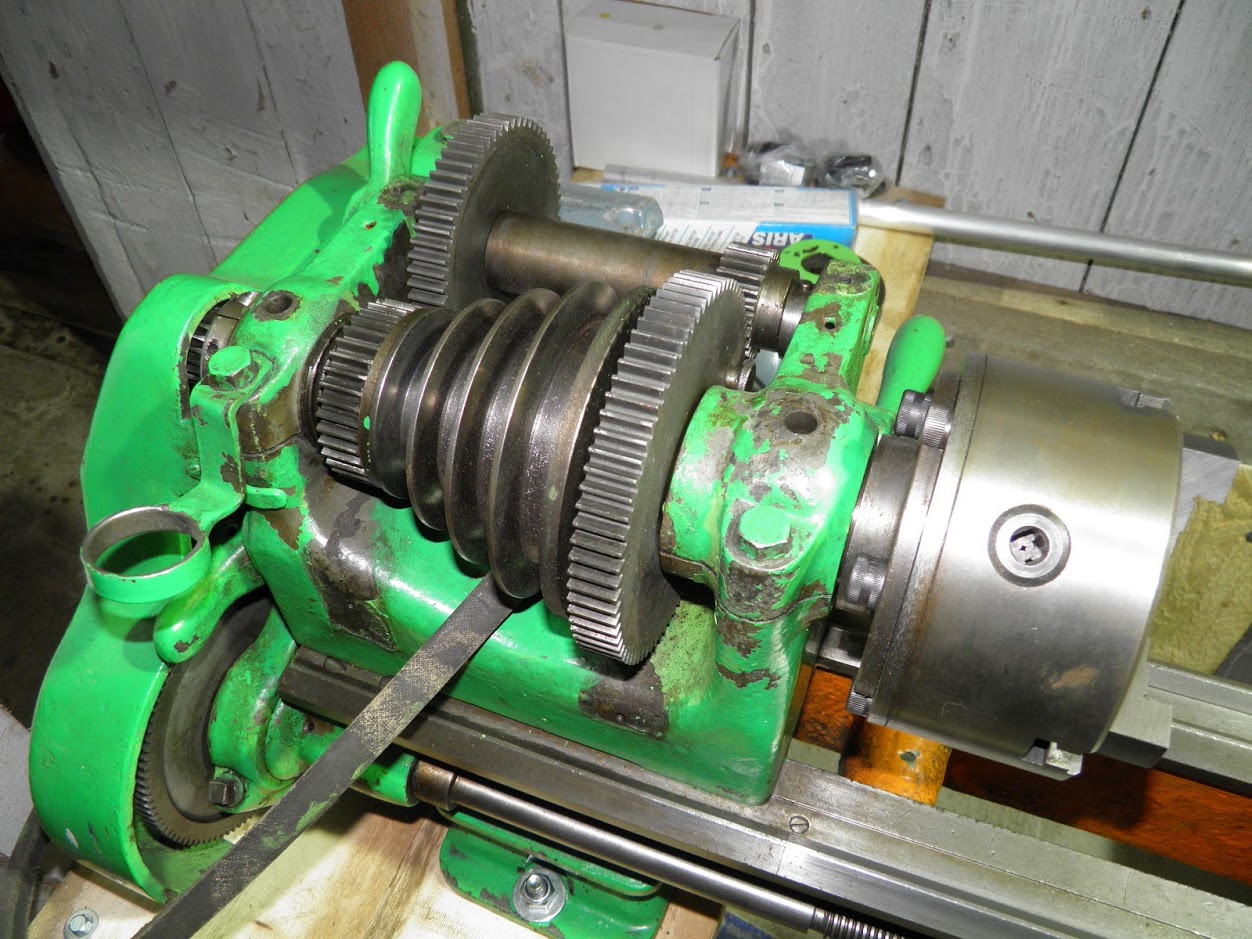
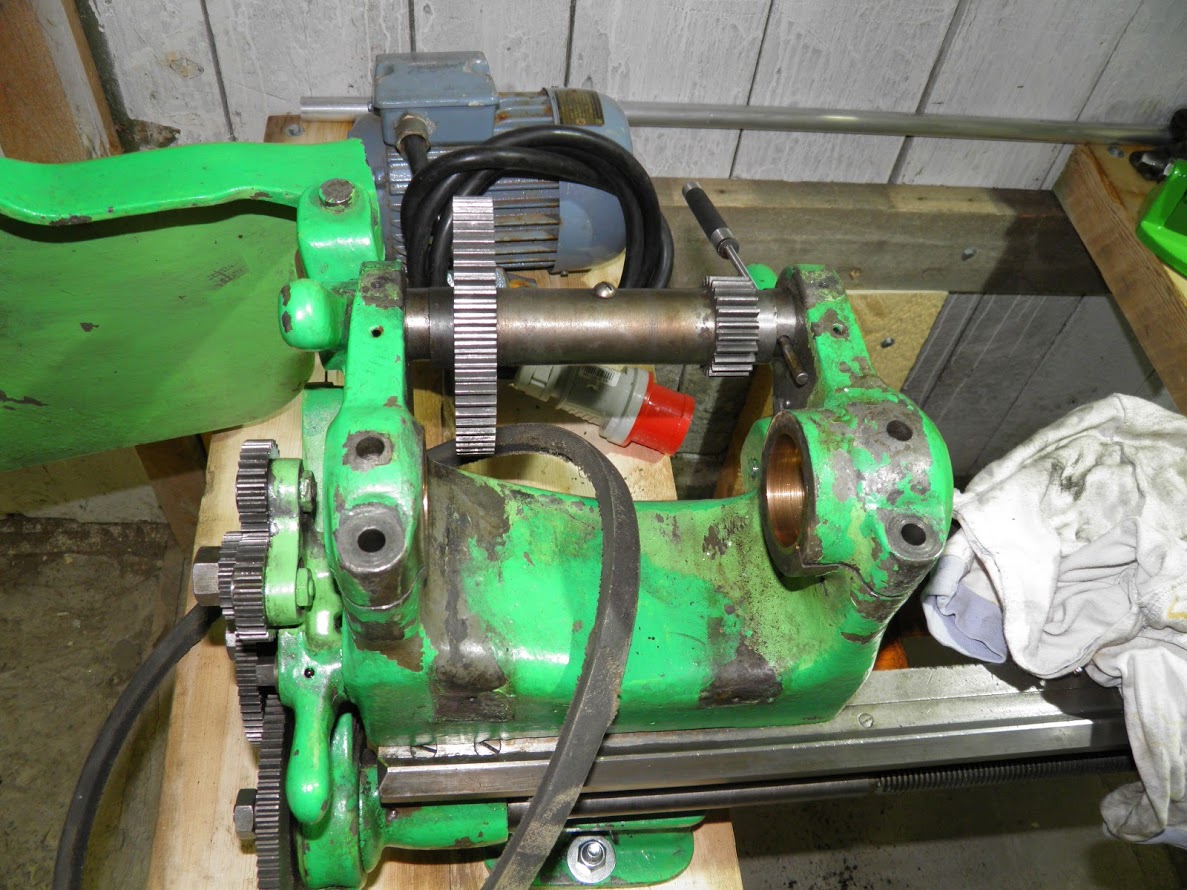
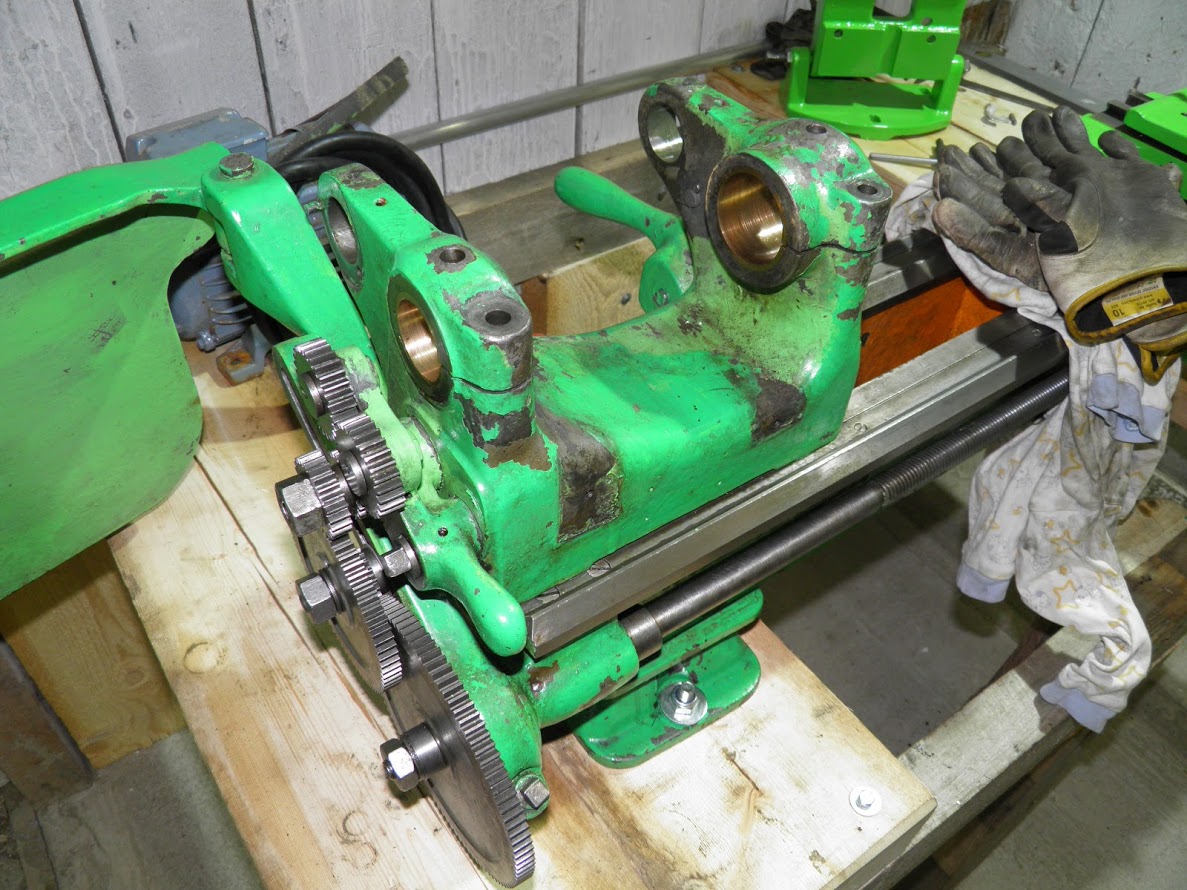
No i poskladalem juz tokarke do momentu z jakiego zaczalem ja rozbierac.
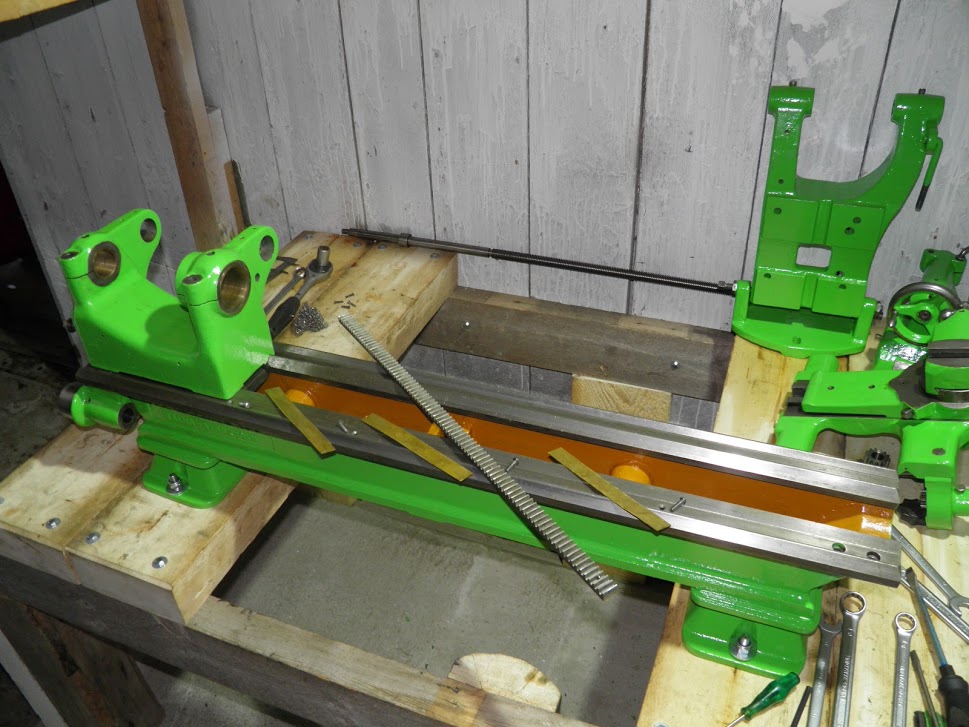
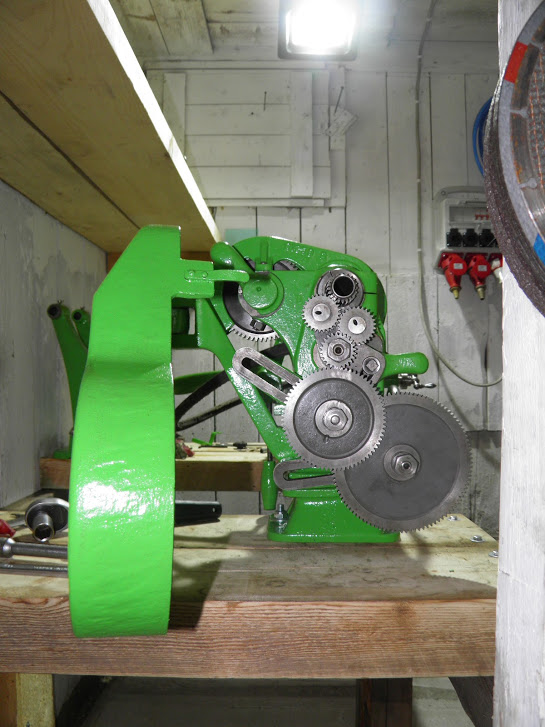
Maszyna zostala gruntownie wyczyszczona i pomalowana farba podkladowa i zielona nawierzchniowa.








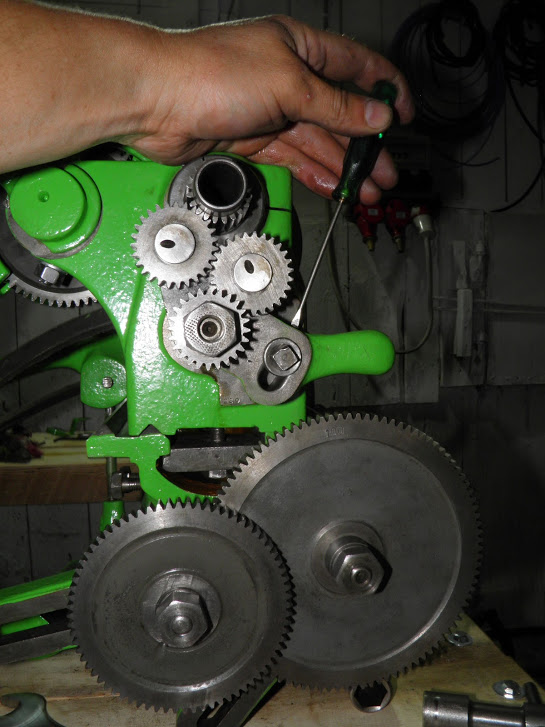



No i rozwiazalem tez kwestie zamocowania smarowniczek w otworach wrzeciennika.
Metoda prosta ale skuteczna,- zalozylem na gwint opaske termokurczliwa i akurat miala taka grubosc, ze ciasno weszlo wszystko w otwory.
Glebokosc otworu wynosi 10 mm co w zupelnosci wystarcza do pewnego ich zamocowania:
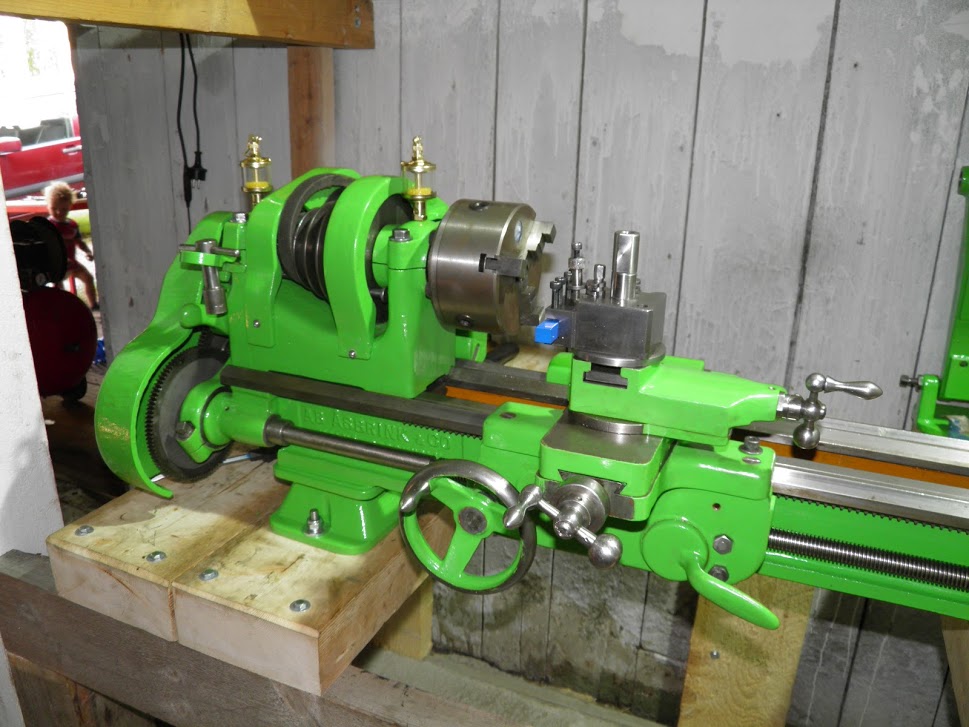

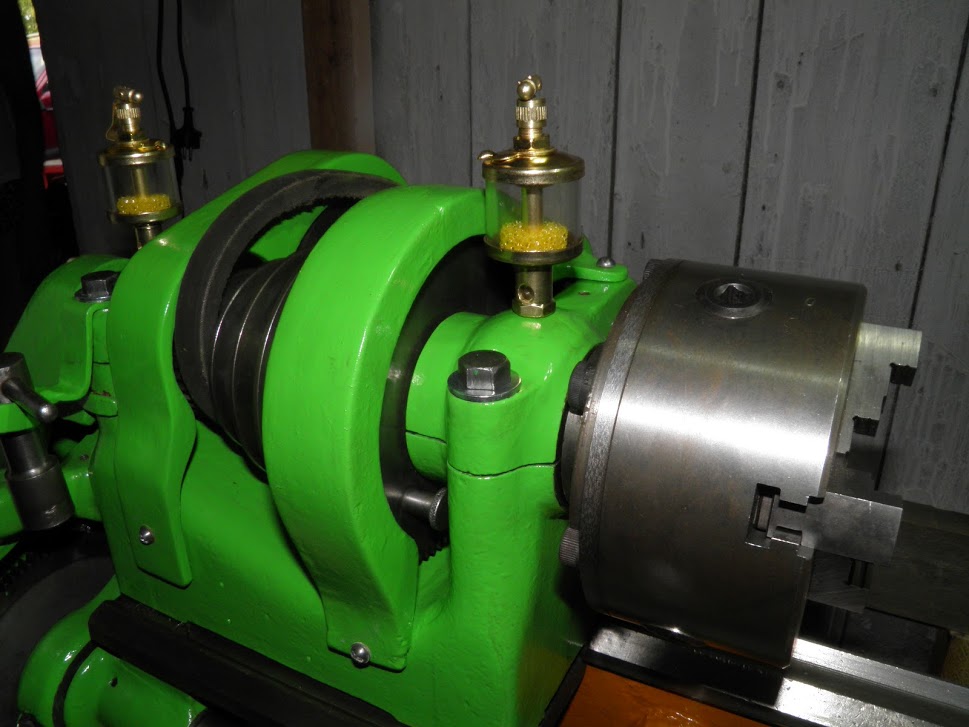
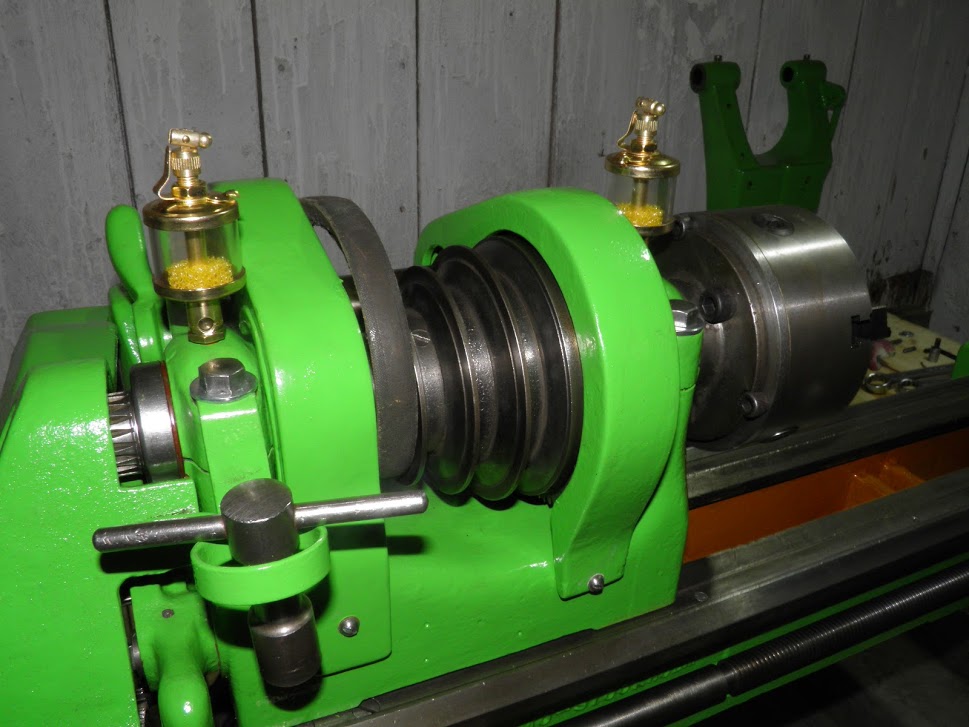
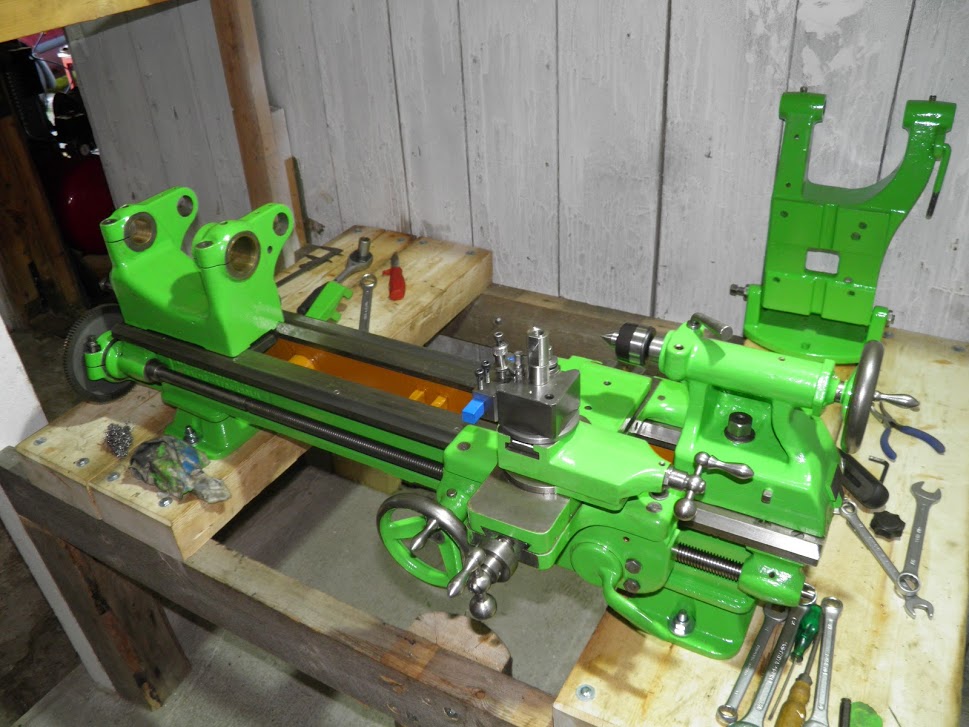
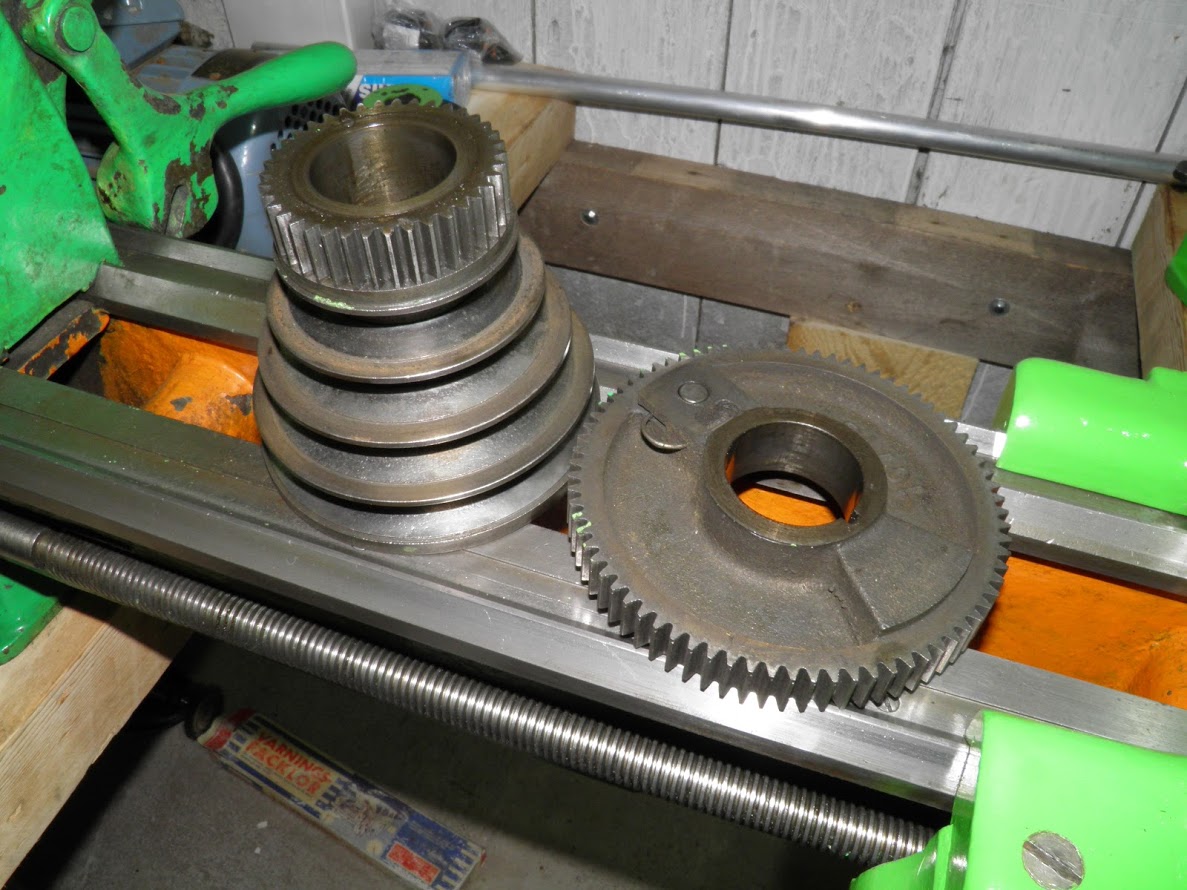
Teraz wszystko sie ladnie komponuje i pozostalo juz tylko zmontowac blok napedowy i podlaczyc go do tokarki.
Niestety podczas prac ukazala sie jedna bardzo przykra niespodzianka.
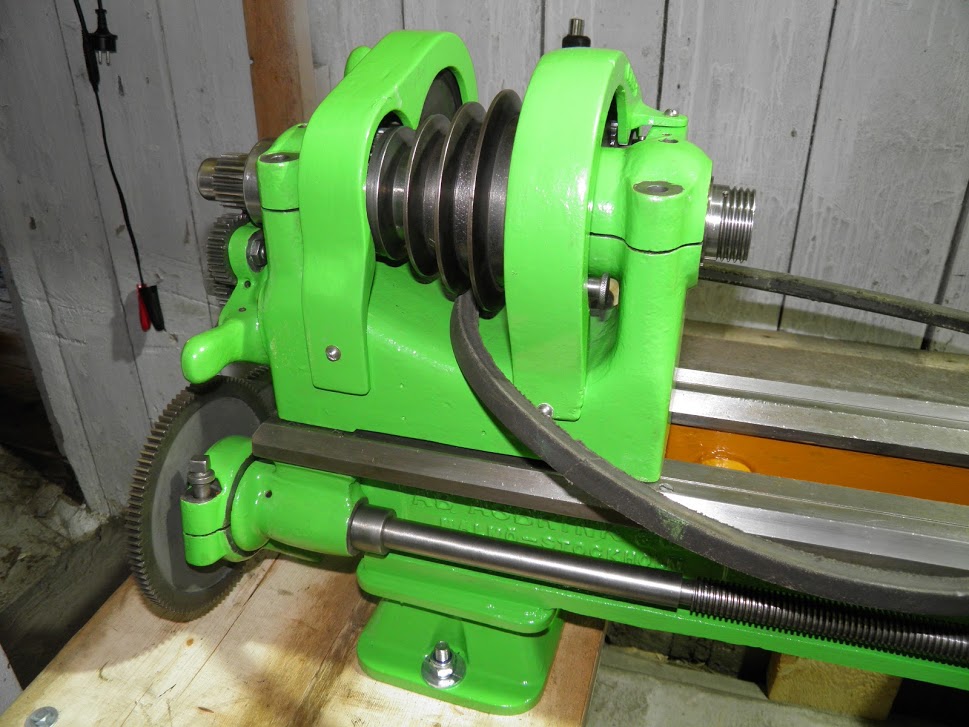
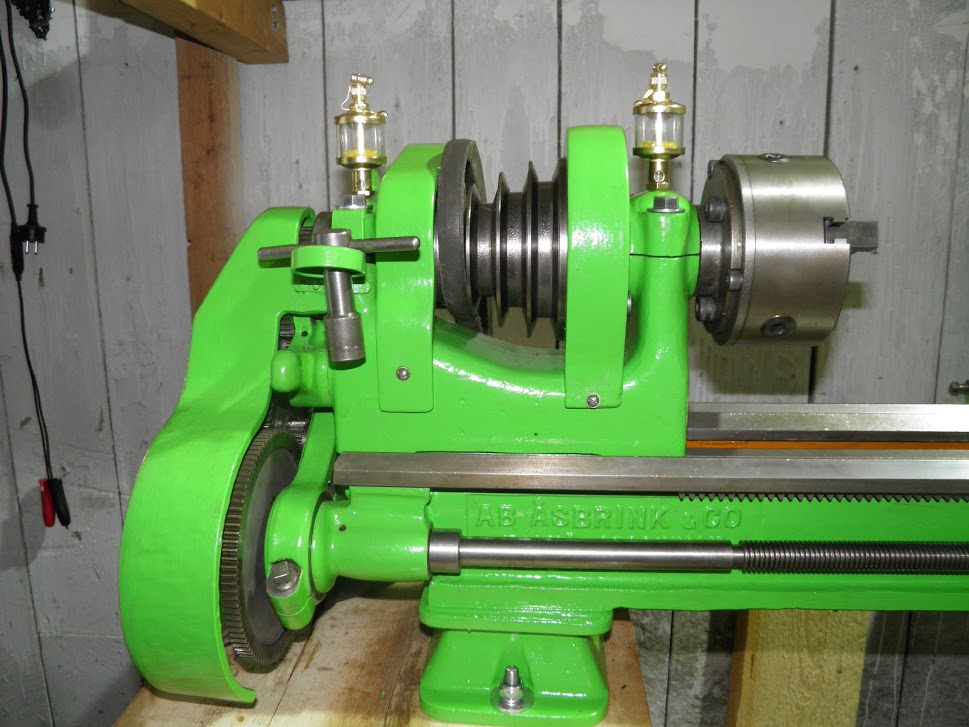
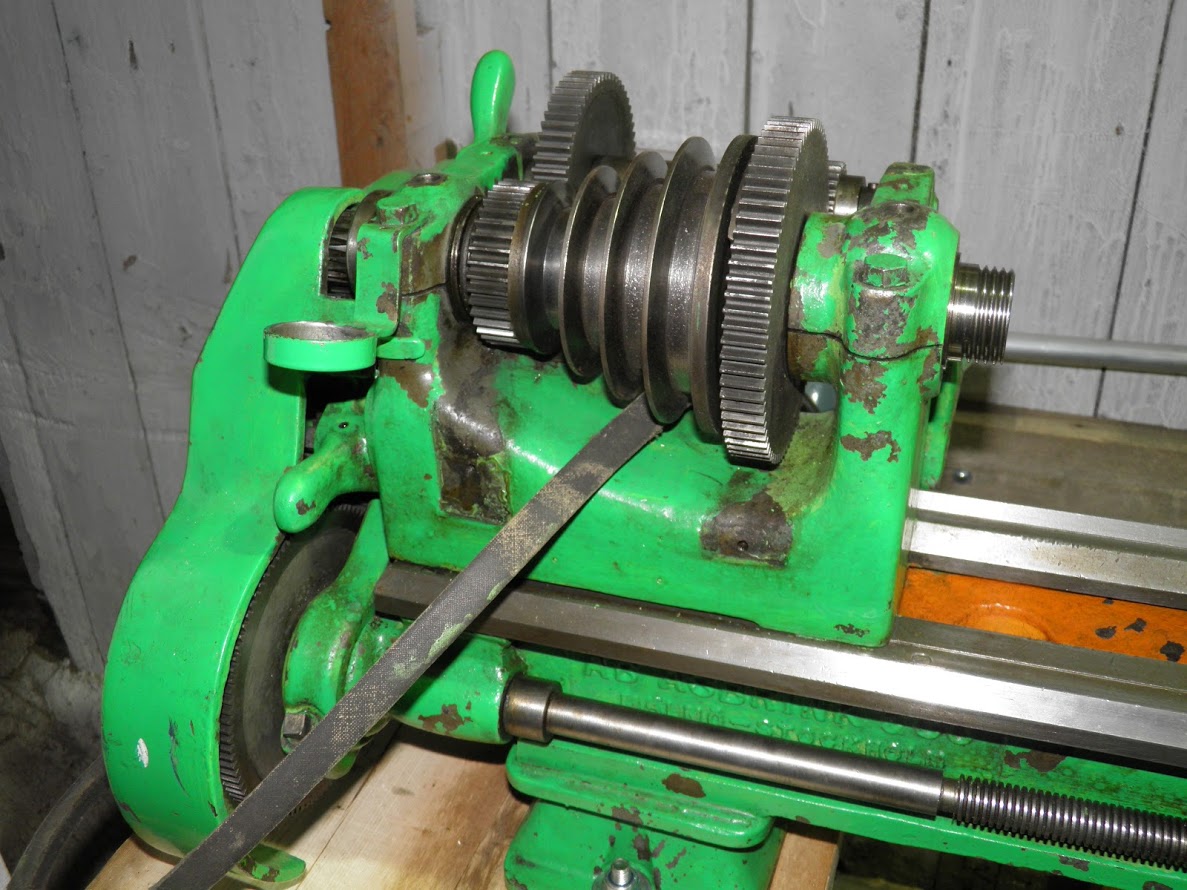
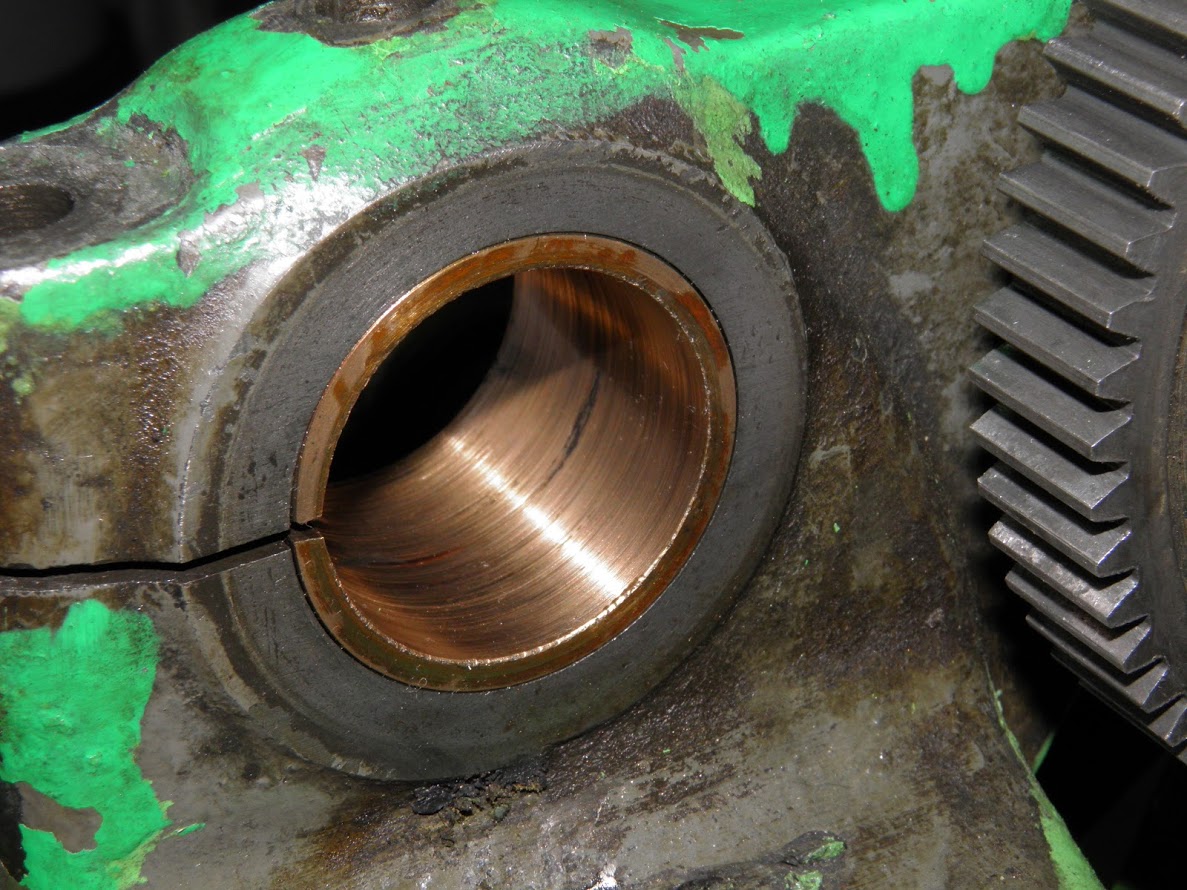
To co popsulo mi calkowicie humor to fakt, ze wrzeciennik nad przednia panewka jest pekniety.
Sam sie dziwie, ze nie zwrocilem na to wczesniej uwagi a zobaczylem to dopiero jak zdjalem z niego te stara farbe.
Prawde powiedziawszy i na starej farbie bylo juz widac, ze cos tu bylo naprawiane metoda spawania, ale samego pekniecia z wierzchu ( z powodu ogolnego zabrudzenia) nie bylo dobrze widac
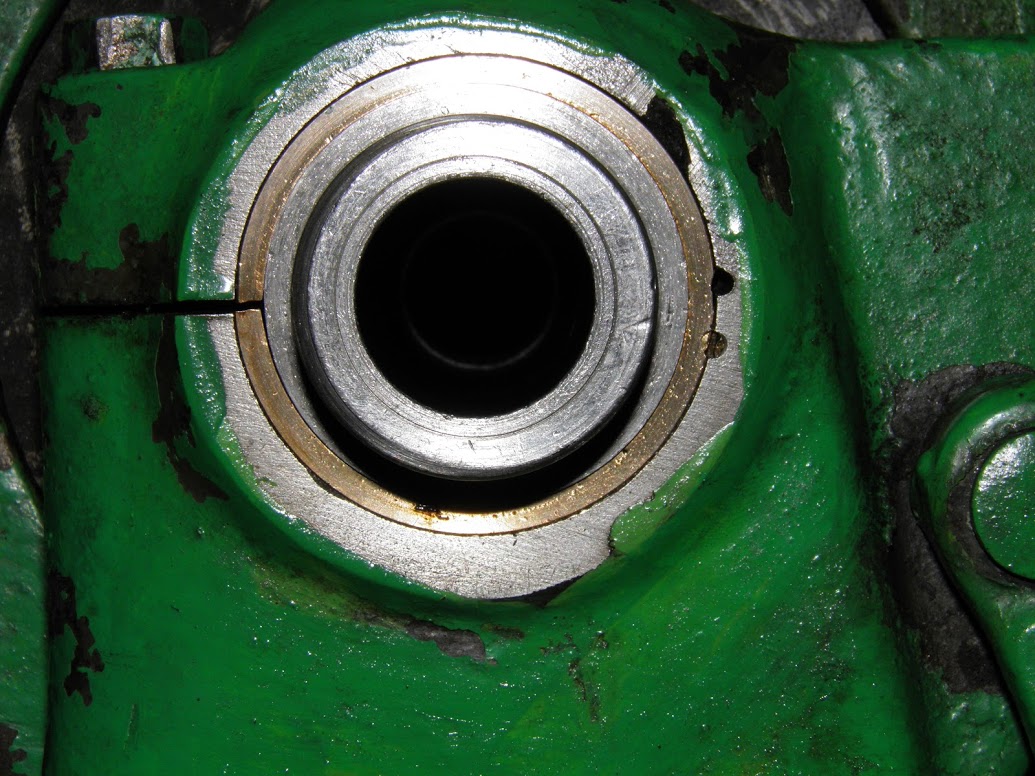
Pekniecie idzie gora, wzdluz nadlewu nad przednia panewka na linii wspornika walu reduktora i siega mniej wiecej do polowy szerokosci calego odlewu przedniego czopa. Patrzac od strony uchwytu to pekniecie znajduje sie na godzinie drugiej.
Oczywiscie nie znam okolicznosci ani czasu powstania tego pekniecia i z tego co widac zostalo to zaspawane dosc dawno temu z tym, ze niezbyt fachowo bo pekniecie nadal jest.
Po zmontowaniu wrzeciennika i wykasowaniu luzow na panewkach nowa farba nawierzchniowa pekla delikatnie wlasnie w miejscu tego spawu.
Nie ma zadnego przesuniecia sie czesci i nic nie jest calkowicie odlamane ale zastanawiam sie teraz co z tym fantem robic.
Najchetniej kupil bym drugi wrzeciennik ale to moze sie okazac niewykonalne.
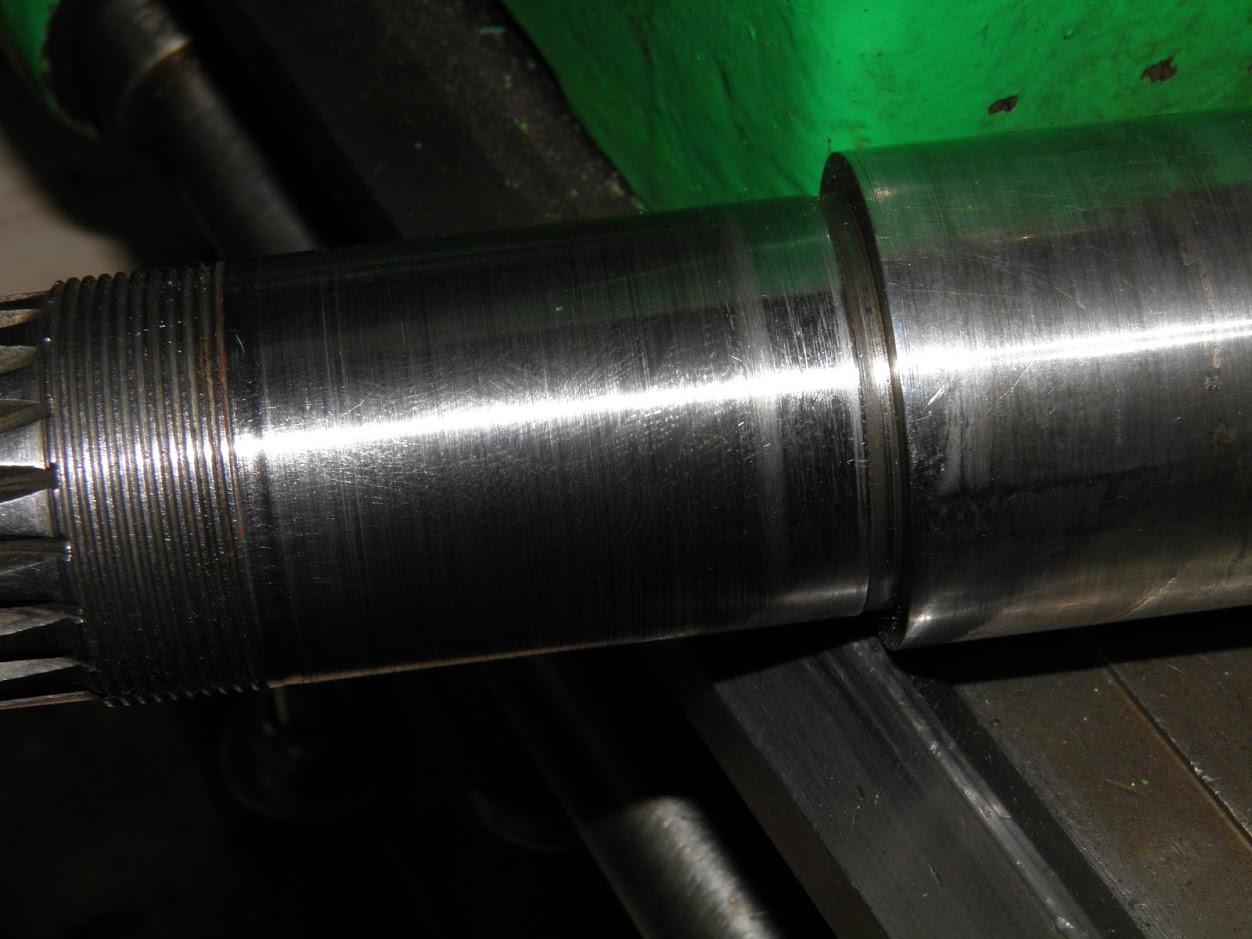
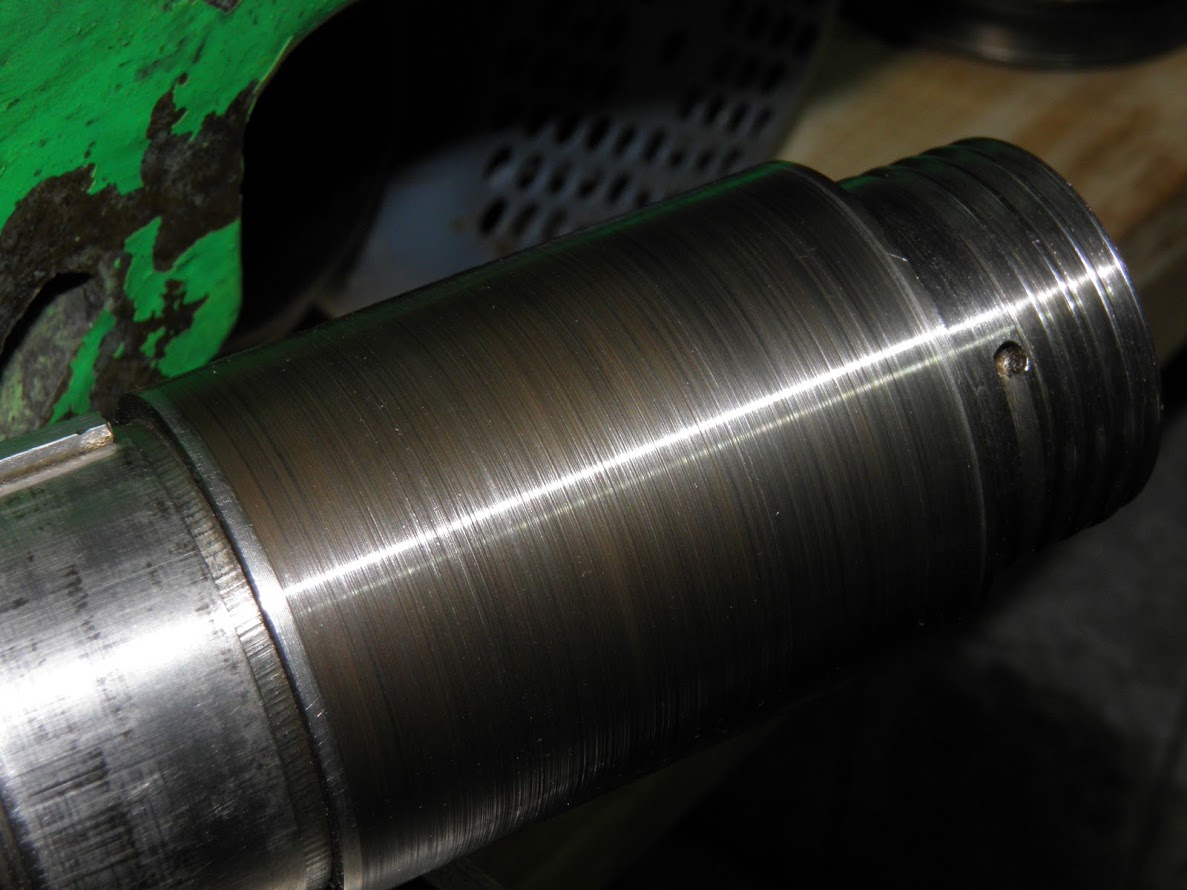
Pozostaje wiec albo toczyc ostroznie na tym co jest albo wyslac wrzeciennik do jakiegos zakladu gdzie mogli by to fachowo naprawic a wtedy przy okazji mozna by przeszlifowac takze czopy wrzeciona i dorobic nowe, odpowiednio grubsze panewki bo w tych okolicznosciach nie ma mowy o doskrobywaniu starych pod czopy o mniejszej srednicy - pekniecie odlewu jest wtedy murowane.
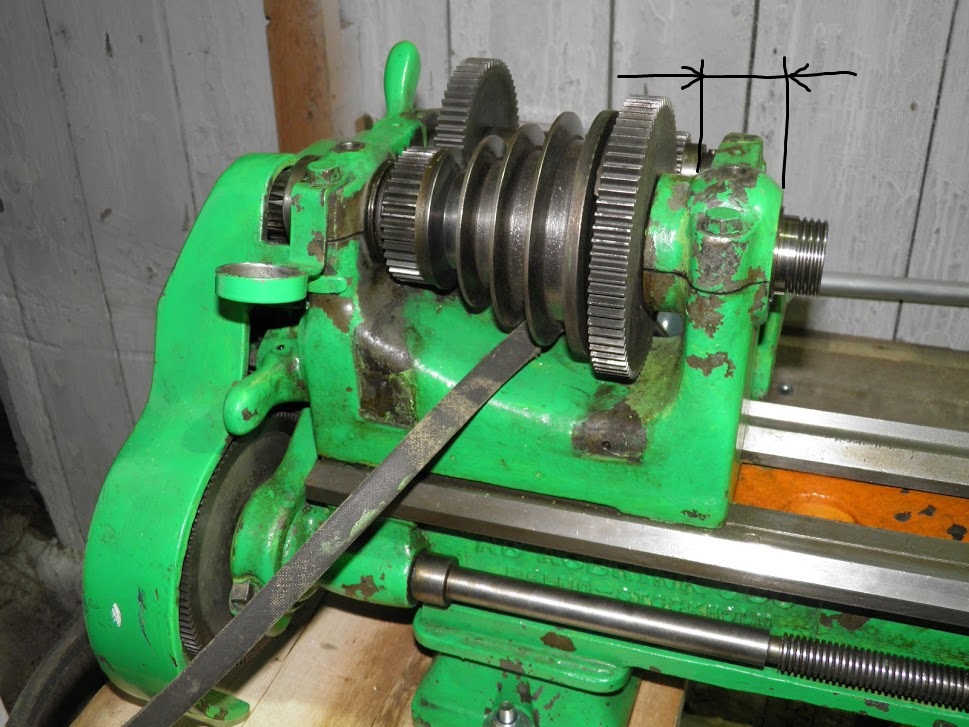
Jutro postaram sie pstryknac fotke temu peknieciu "od gory" aby bylo lepiej wiadomo o jaka skale uszkodzenia chodzi.
Ale tak jak napisalem,- czesci nie sa od siebie oddzielone i calosc sie trzyma.
Byc moze na tym uszkodzeniu obrabiarka pracowala mimo wszystko wiele lat.
Ale niestety nie mam pewnosci czy pekniecie nie bedzie sie poglebialo i przesuwalo na calosc odlewu.
Moje pytanie do kolegow jest nastepujace.
Czy ktos z Was naprawial skutecznie tego rodzaju uszkodzenia wrzeciennika?
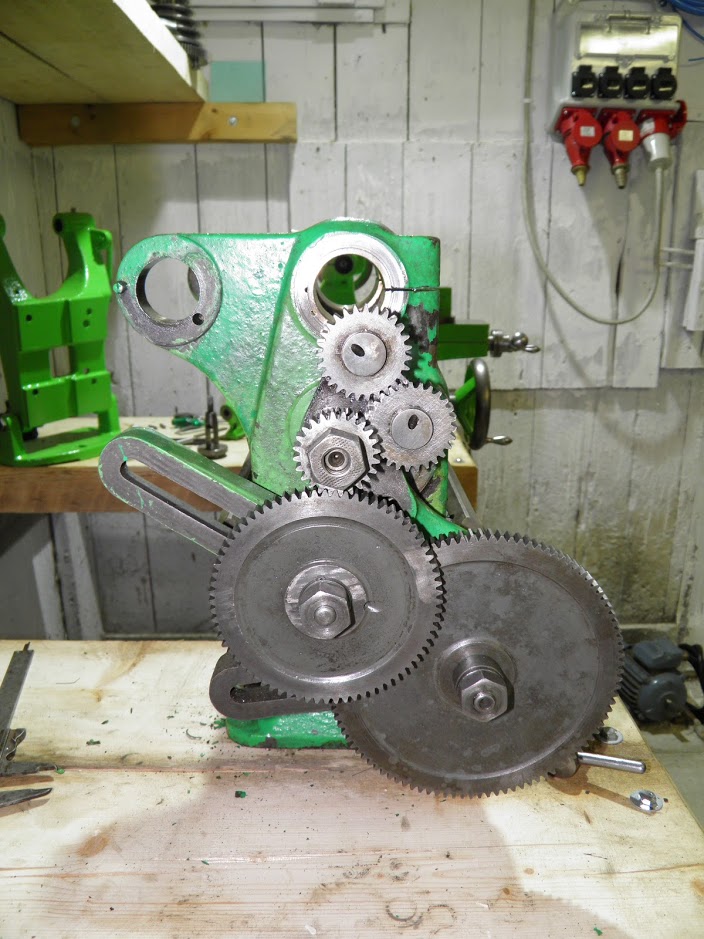
Na zdjeciu to pekniecie zaznaczylem ale znajduje sie ono po niewidocznej z tej perspektywy tylnej czesci odlewu.






")

")













")






