")
Mam utworzony program w EIA/ISO przez odpowiedniego posta. Nadaję konkretny posuw roboczy np 350 mm/min, kiedy maszyna pracuje w 3 osiach wszystko jest ok al gdy zaczyna pracę płynną w 5 osiach posuw skacze nawet do wartości dwukrotnie większej.
Wie ktoś może co może być tego przyczyną? Jakieś ustawienia maszyny może?
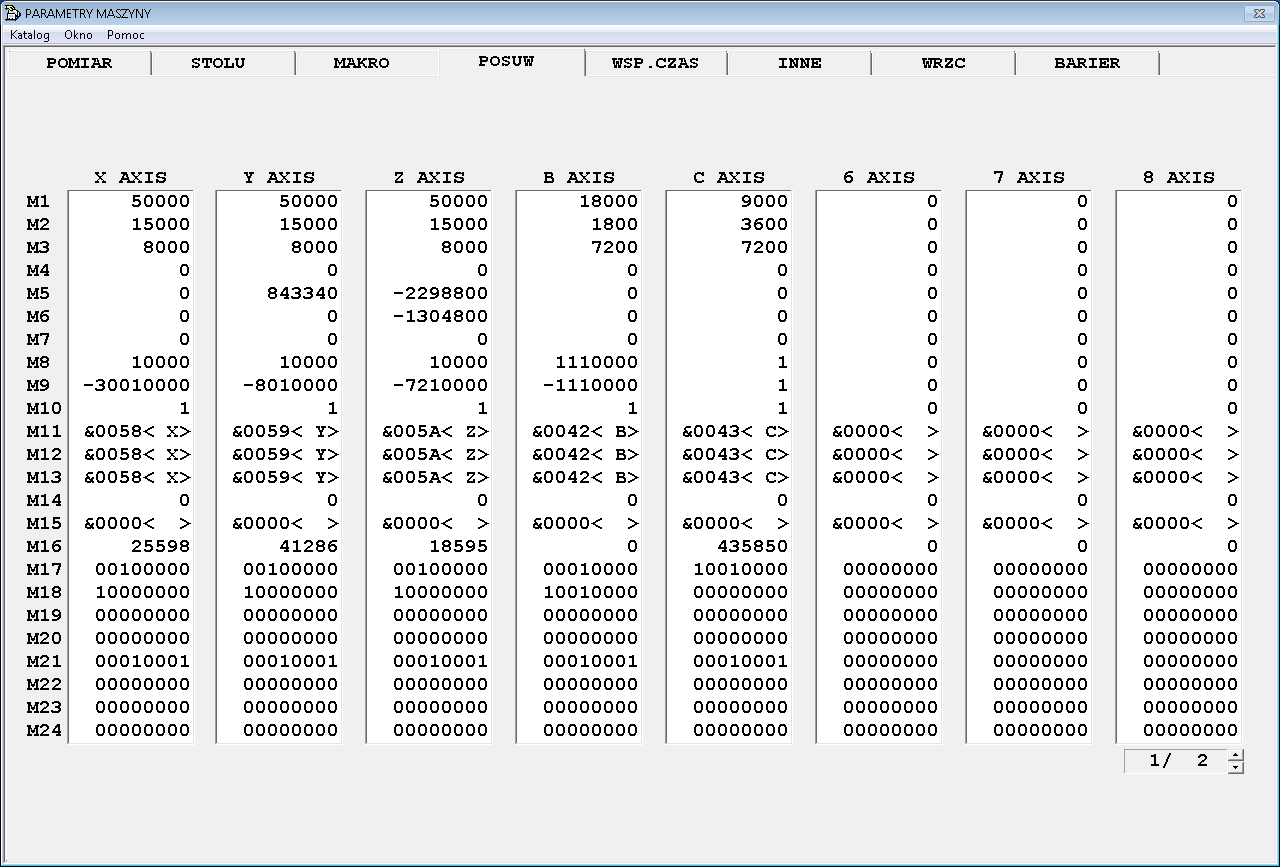
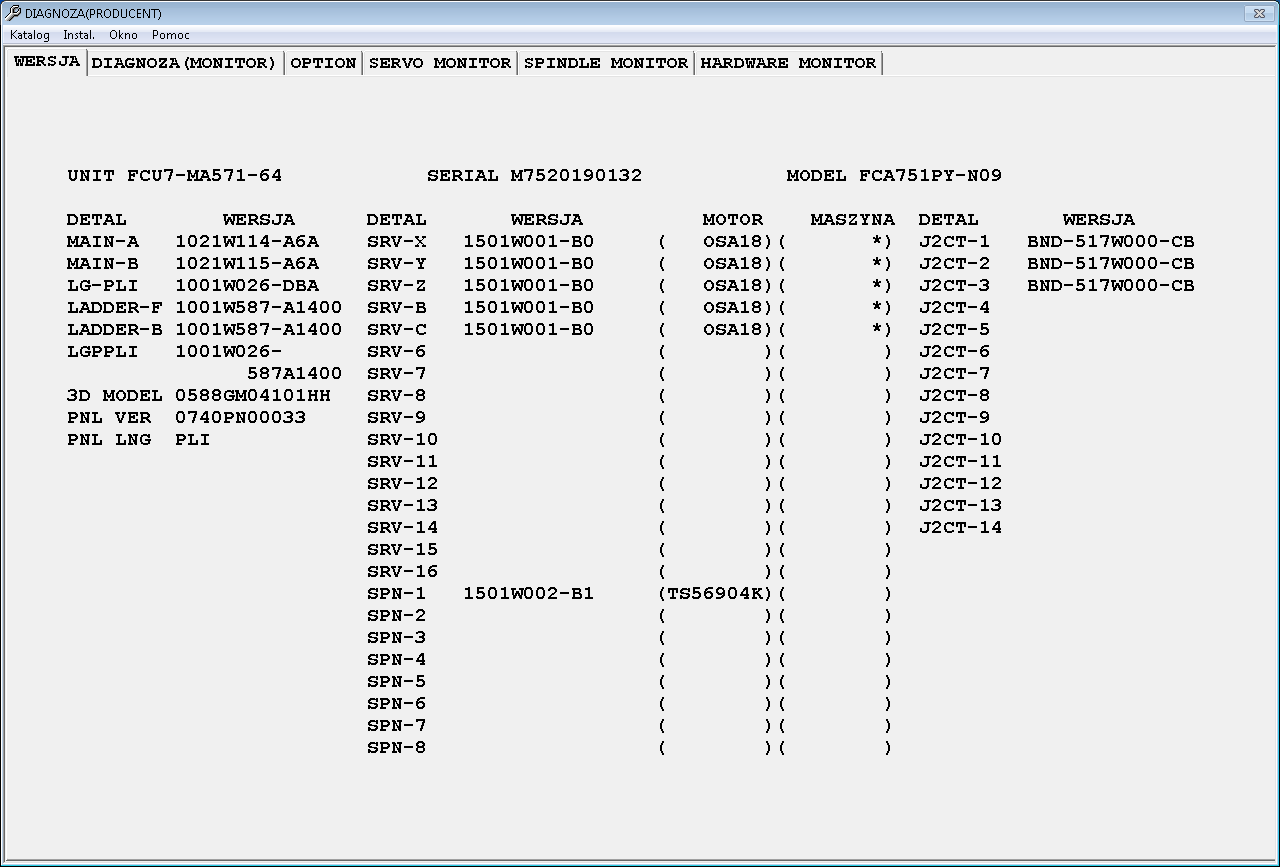
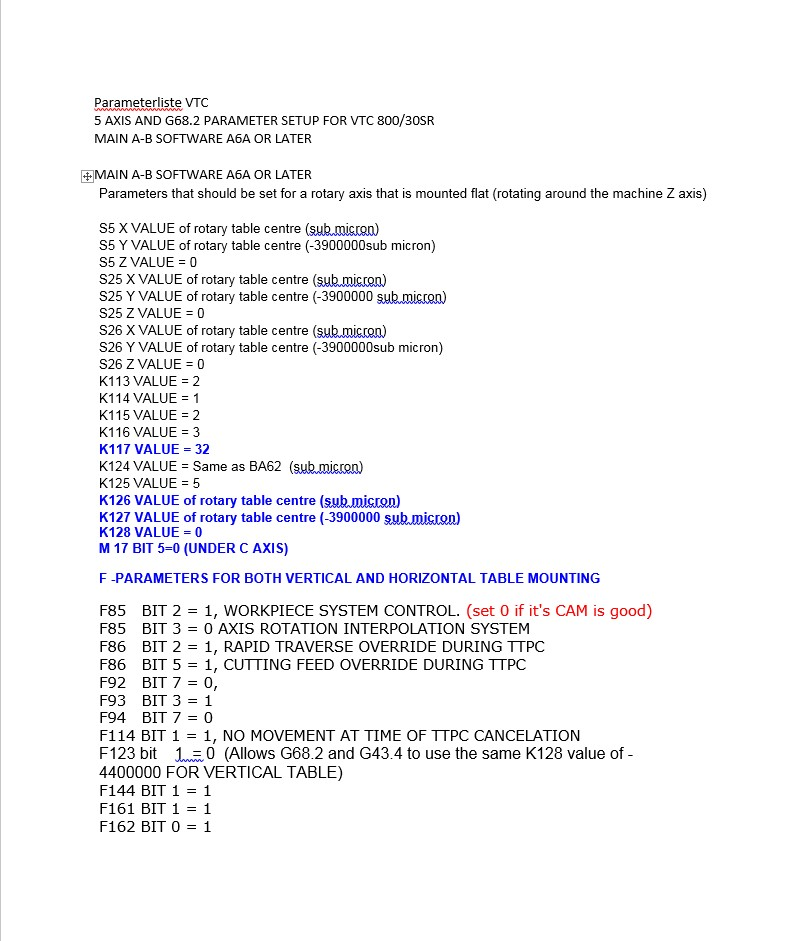
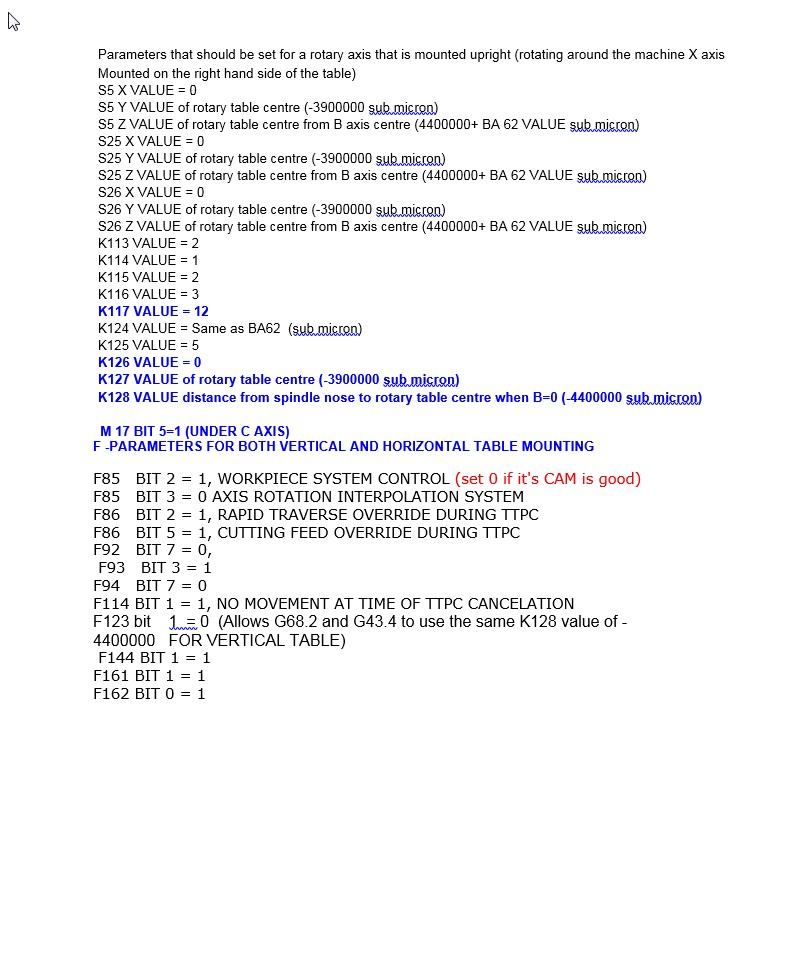
Maszyna MAZAK VTC-800/30SR ze SMOOTH TECHNOLOGY ale pracuję normalnie w G-Code/ISO.
Z góry dzięki za pomoc.
Krzysiek.


")