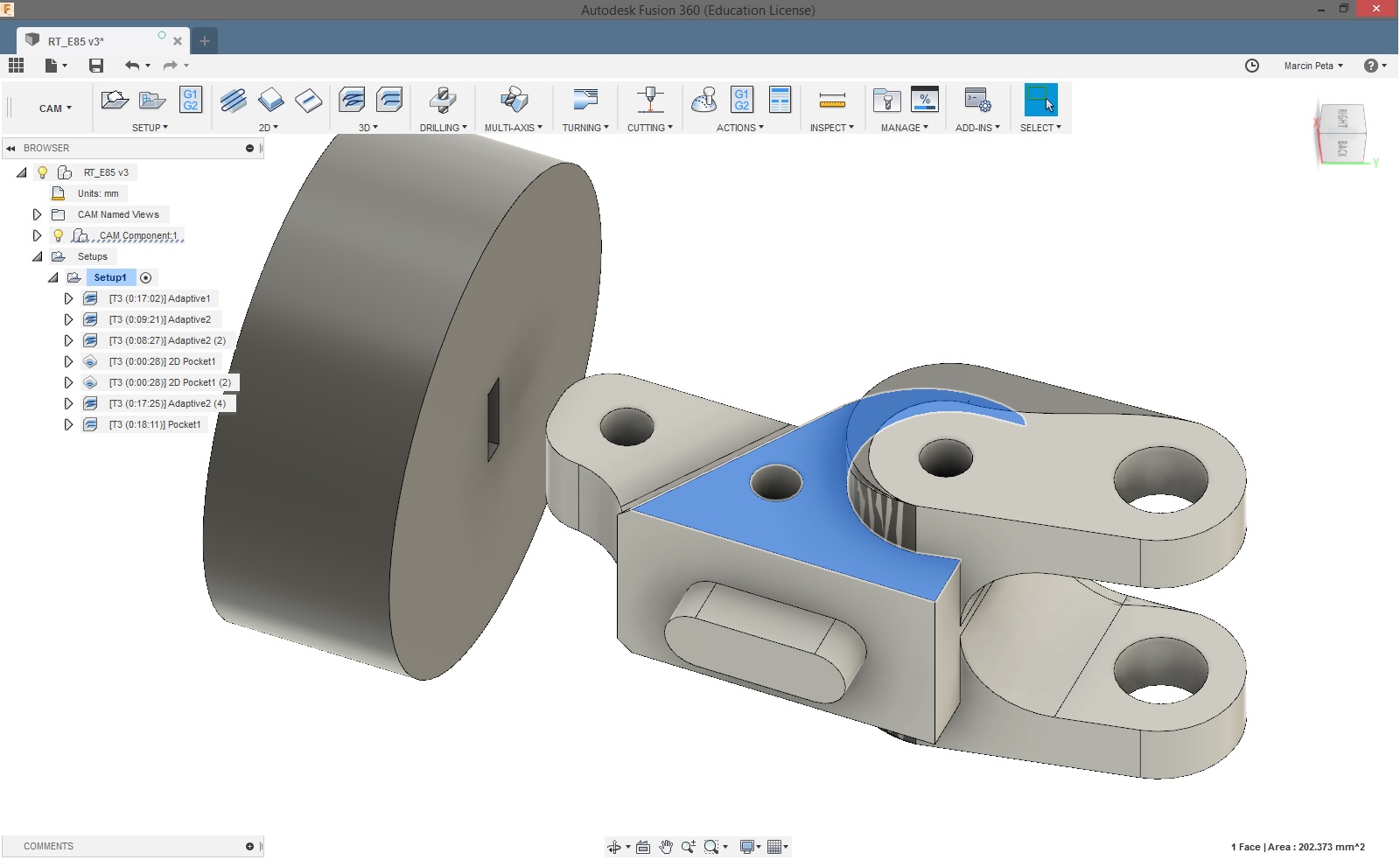
Panowie, szkolny błąd.
Nie centrowałem fizycznie założonego wałka tylko przyjąłem teoretyczne współrzędne osi obrotowej na stole, dlatego nie pasowało bo Y od operatora jest Z po obrocie o 90*

Problemem był też obrót w poprawną stronę. CAM robił obrót odwrotnie niż fizycznie oś. Zamieniłem kierunek obrotu w ustawieniach Linuxa i obraca dobrze. Niby pierdoła ale wpierw zadowolony z siebie zamieniłem tylko znak obrotu na początku CAM. No niestety tak to nie działa, zwłaszcza jak element nie jest idealnie osiowo wstawiony w materiał

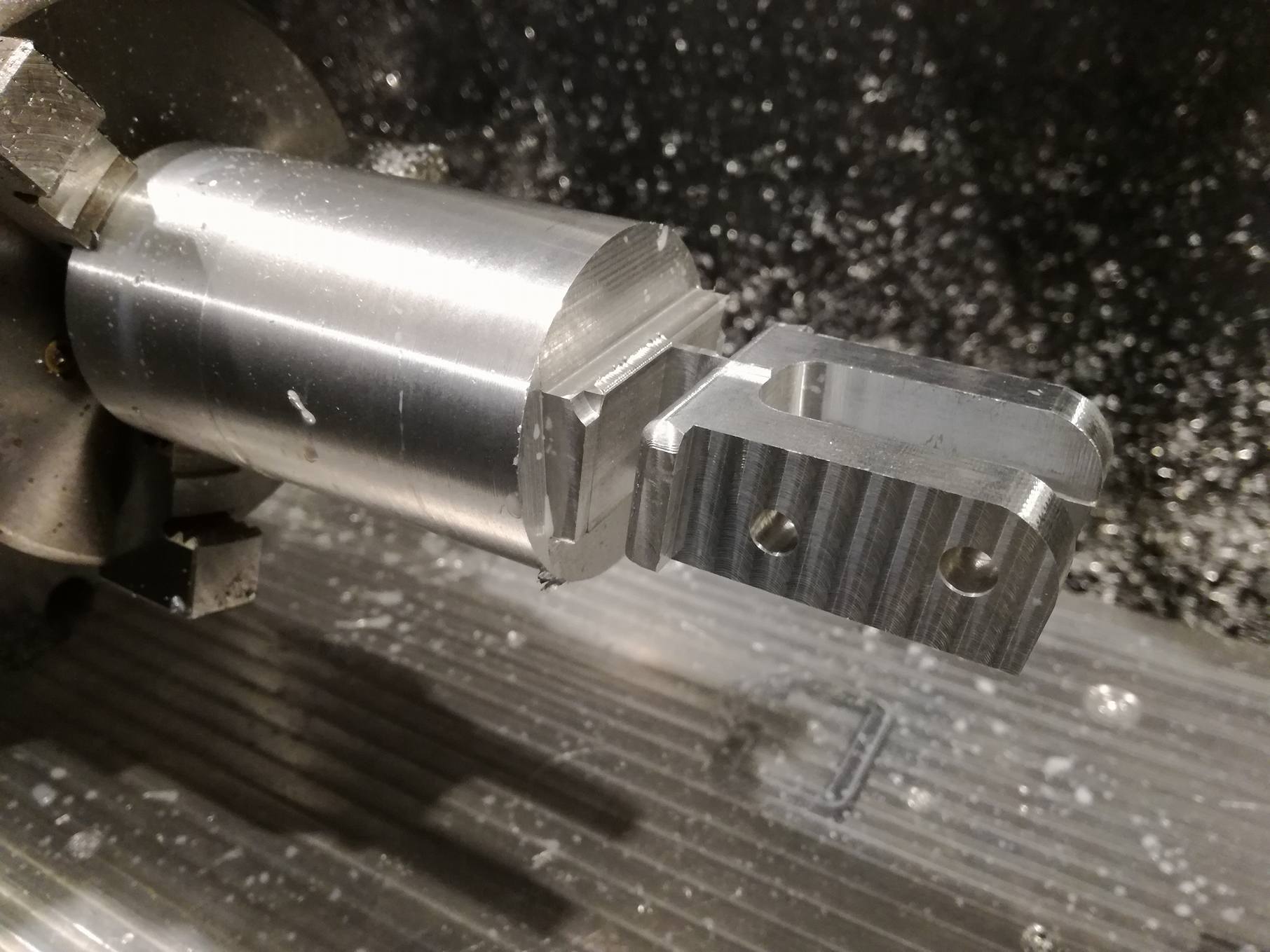
Ten element był z wałka 40mm, nawet na takim wysięgu nie było xle przy frezowaniu. Może jak ostatni bok zbiera to trochę dźwięczało ale mniejszy posuw lub 0,5mm warstwa i całkiem fajnie wyszło!

Wychodzi mi ok 0,3mm błędu na osi Y (od operatora). centrowałem niby wałkiem od zatoczonego elementu na szczelinomierz, materiał też na czujnik ustawiłem +/- 3 setki bił - kiepski uchwyt czujnika mam muszę zainwestować w coś droższego chyba.
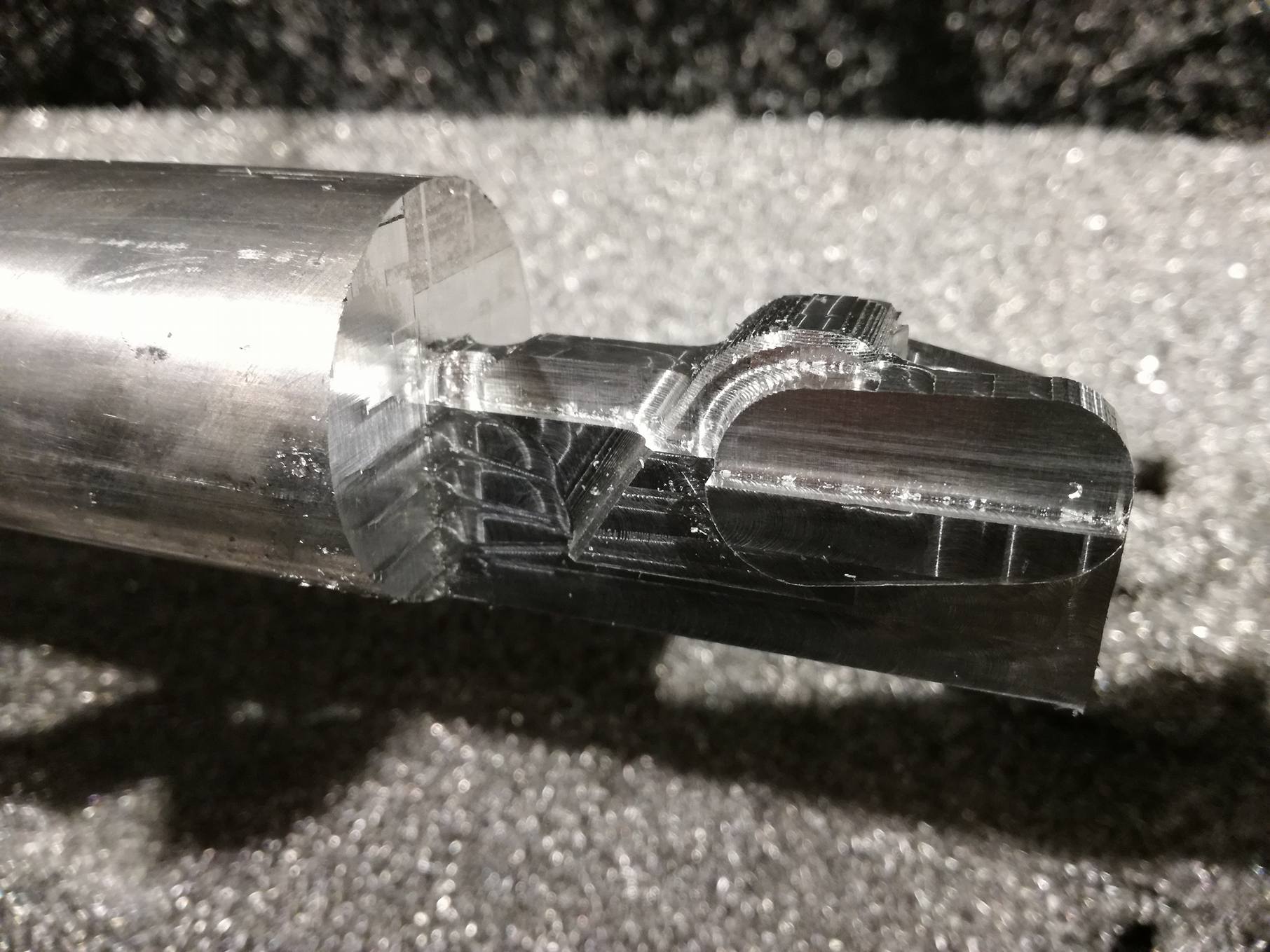
Drugi element jaki powstał z wałka 50mm
Też wychodzi mi 0.3mm błędu przesunięcia. Jest lepiej bo w CAM zrobiłem w taki sposób, żeby dwa razy nie obrabiać tego samego załamania czy powierzchni. Robiłem np 1mm zapasu i po obrocie profilowało na gotowo i tak jest poprawnie.
Już się nie mogę doczekać jak wrzucę wałek fi100 na 100mm!
Chyba nagram całą obróbkę kamerą jak będzie orać





")



")