



Witam,
W jaki sposób sprawić aby na maszynie 3-osiowej sonda jechała do pomiaru, uwzględniając skręcenie detalu?
Chodzi oto, aby po przyjęciu rotacji na bazowej kostce kolejne ruchy pomiarowe sonda wykonywała prostopadle do ścianek kostki. Do tej pory wszystkie przejazdy wykonywane są zgodnie z układem maszynowym. Maszyna jest wyposazona w sondę Blum.
Czy da się np. obrócić układ maszynowy o kąt skręcenie kostki i wymusić aby sonda jechała uwzględniając ten kąt.
Pomiar sondą po kącie do układu maszynowego
-
krystiankrystek
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 3
- Rejestracja: 08 maja 2017, 20:15
- Lokalizacja: Bielsko-Biała


")
-
krystiankrystek
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 3
- Rejestracja: 08 maja 2017, 20:15
- Lokalizacja: Bielsko-Biała
OK dzięki.
Jest tylko jeszcze jeden problem. Na przykładzie rysunku. Chciałbym, aby sonda jechała na odcinku 32mm pod kątem 10stopni po linii prostej (na rysunku linia koloru czerwonego), tymczasem ona wykonuje ruch mniej więcej jak linia pomarańczowa. Czy da się to w jakiś sposób zmienić, aby jechała cały czas pod stałym kątem?
[center]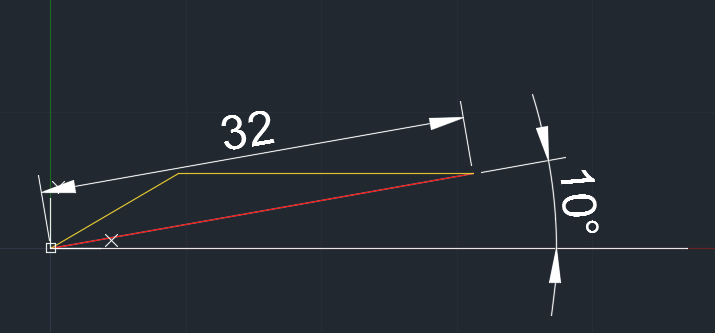 [/center]
[/center]
Jest tylko jeszcze jeden problem. Na przykładzie rysunku. Chciałbym, aby sonda jechała na odcinku 32mm pod kątem 10stopni po linii prostej (na rysunku linia koloru czerwonego), tymczasem ona wykonuje ruch mniej więcej jak linia pomarańczowa. Czy da się to w jakiś sposób zmienić, aby jechała cały czas pod stałym kątem?
[center]
[/center]-
dobryjakchleb
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 3
- Rejestracja: 27 maja 2017, 09:30
- Lokalizacja: Kęty
-
harshal
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 3
- Rejestracja: 18 lip 2018, 08:34
Re: Pomiar sondą po kącie do układu maszynowego
FANUC G68 ROTATE COORDINATE MAIN PROGRAM & SUB PROGRAM EXAMPLE
August 08, 2018 - FANUC G68 ROTATE COORDINATE SYSTEM [M]
MAIN PROGRAM
N10 G54 X0 Y0 ;
N20 M06 T05 ;
N30 G43 H5 ;
N40 M03 S1500 ;
N50 M08 ;
N60 G98 F300 ;
M98 P034321 ; sub program call
N70 G00 Z100 ;
N80 M05 M09 M30 ;
SUB PROGRAM
O4321
N10 G91 G68 X10 Y10 R22.5 ;
N20 G90 X30 Y10 Z5 ;
N30 G01 Z-5 ;
N40 X47 ;
N50 G00 Z5 ;
N60 M17 ;
DESCRIPTION OF PROGRAM
Main program
N10- Work co-ordinate system command ( Offset point) , where X0 and Y0
N20- Tool change command , select tool no 5
N30- Tool height offset compensation H5(we set tool height of z axis )
N40- Spindle on clockwise at speed 1500 rpm
N50- Coolant on
N60- Feed rate per minute F300
M98- Sub program call , P03- no same operation repeat ,4321- no. of sub program.
N70- Rapid command , where Z100 [ tool up ]
N80- Spindle off , coolant off , main program end
Sub program
N10- Incremental co-ordinate command , rotate coordinate system command where X10 , Y10 and angle of rotation R22.5
N20- Absolute co-ordinate command , X axis distance count from 0 to starting position ,Y at same place 10 and tool is 5 mm up.
N30- linear interpolation command , cutting depth is 5
N40- Operation end position 47 along X
N50- Rapid command , tool up 5 mm
N60- Sub program end .
my link is
http://www.hdknowledge.com/2018/08/fanu ... ample.html
August 08, 2018 - FANUC G68 ROTATE COORDINATE SYSTEM [M]
MAIN PROGRAM
N10 G54 X0 Y0 ;
N20 M06 T05 ;
N30 G43 H5 ;
N40 M03 S1500 ;
N50 M08 ;
N60 G98 F300 ;
M98 P034321 ; sub program call
N70 G00 Z100 ;
N80 M05 M09 M30 ;
SUB PROGRAM
O4321
N10 G91 G68 X10 Y10 R22.5 ;
N20 G90 X30 Y10 Z5 ;
N30 G01 Z-5 ;
N40 X47 ;
N50 G00 Z5 ;
N60 M17 ;
DESCRIPTION OF PROGRAM
Main program
N10- Work co-ordinate system command ( Offset point) , where X0 and Y0
N20- Tool change command , select tool no 5
N30- Tool height offset compensation H5(we set tool height of z axis )
N40- Spindle on clockwise at speed 1500 rpm
N50- Coolant on
N60- Feed rate per minute F300
M98- Sub program call , P03- no same operation repeat ,4321- no. of sub program.
N70- Rapid command , where Z100 [ tool up ]
N80- Spindle off , coolant off , main program end
Sub program
N10- Incremental co-ordinate command , rotate coordinate system command where X10 , Y10 and angle of rotation R22.5
N20- Absolute co-ordinate command , X axis distance count from 0 to starting position ,Y at same place 10 and tool is 5 mm up.
N30- linear interpolation command , cutting depth is 5
N40- Operation end position 47 along X
N50- Rapid command , tool up 5 mm
N60- Sub program end .
my link is
http://www.hdknowledge.com/2018/08/fanu ... ample.html







{kind=link}