nie musisz nawet robić cyklu.
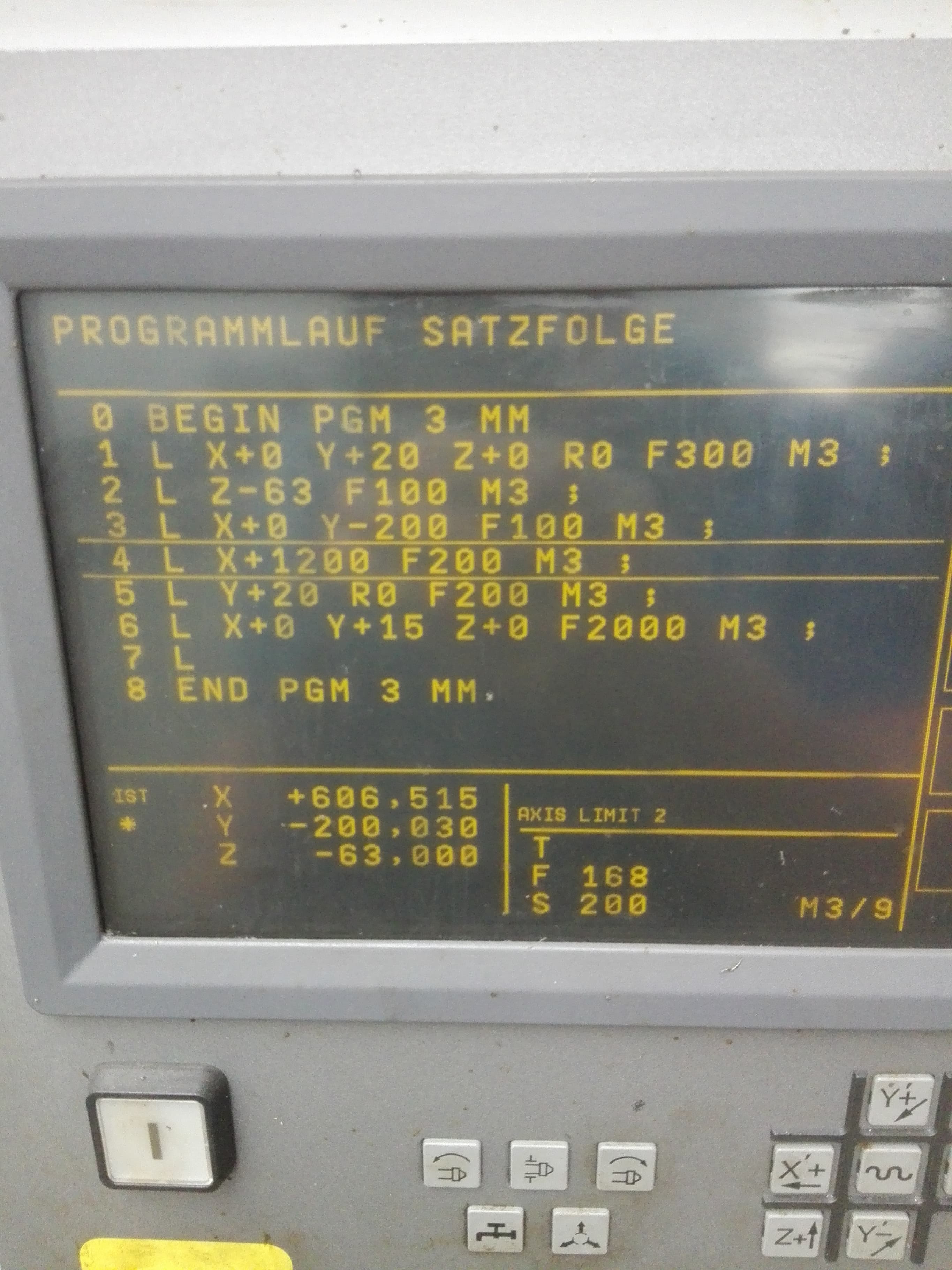
Po pierwsze ,możesz użyć współrzędnej przyrostowej IZ w linii 2
Przed tym dajesz LBL1, po objechaniu konturu dajesz CALL LBL 1 REP23 i już
Drugi sposób to sl cykle, ale to już trochę skomplikowańsze i trzeba opanować LBL-e najpierw

Po gwizdek wszędzie dajesz posuw i M3? Im mniej wpisujesz, tym łatwiej się czyta program nie mówiąc o poprawianiu




")


")
")
")







