




Witam wszystkich. Uzywam do obslugi swojej frezarki programu TCNC v3.1a tylko ze on za szybko wysyla impulsy do sterowana step/dir i maszyna sie nie wyrabia. ustawilem 2Hz ale to jest ciagle zaduzo a jak wpisze mniej to program wywala blad i kaze zmienic. Macie jakas rade na to, ewentualnie gdzie zmienic predkosc skrawania moze to cos da ?
Pozdrawiam:
Zubaj
Jak spowolnić TCNC


-
 ottop
ottop
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 346
- Rejestracja: 07 cze 2004, 13:11
- Lokalizacja: Bielsko-Biała
- Kontakt:
A może spróbować z nowszą wersją TCNC ( http://www.dakeng.com/turbo.html ). Wersja 3.1 jest już dość stara i może mieć problemy z poprawną pracą.
Prędkość posuwu zmienia się poprzez parametr F, np. G1 X10 Y20 F200, ale nie mamy wpływu na ruchy np. G0.
Prędkość posuwu zmienia się poprzez parametr F, np. G1 X10 Y20 F200, ale nie mamy wpływu na ruchy np. G0.
-
 wood carver
wood carver
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1243
- Rejestracja: 28 lip 2006, 19:14
- Lokalizacja: okolice Krakowa
- Kontakt:
-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
a który parametr dotyczący predkości był zmieniany?
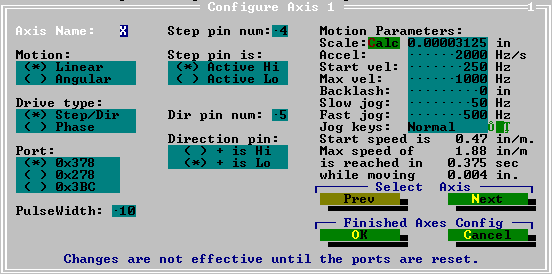
nie robiłem eksperymentów dotyczących dolnej prędkości... raczej tej maksymalnej
ale czuję, że parametr Start vel. ustala prędkośc startową - czyli minimalną...
nie robiłem eksperymentów dotyczących dolnej prędkości... raczej tej maksymalnej
ale czuję, że parametr Start vel. ustala prędkośc startową - czyli minimalną...
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
wood carver
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1243
- Rejestracja: 28 lip 2006, 19:14
- Lokalizacja: okolice Krakowa
- Kontakt:
Generalnie jeśli chodzi o możliwość ustawiania prędkości pracy- częstotliwości impulsów to ja zawszae daje bardzo dużą, przekraczającą możliwościami moje silniki, ponieważ nie uwzględniam w tym możliwości "akceleracji". Natomiast prędkość posuwu ustawiam poprzez wpisnie komunikatu w midi mode ....parametr F oraz np. 400 co oznacza prędkośc 400 mm/ minuta- program sam dosytosuje ilość impulsów!!! i Wpisz krytycznie małą odległość...może zadziałą!!!






