



Różnica jest taka, że trafo można chwilowo przeciążyć i nic strasznego się nie stanie, ale znowu przy trafie napięcie pod obciążeniem przysiada.
A co do silników to najlepiej będą działać z jak najmniejsza rezystancją i indukcyjnością - wtedy sterownik ma szanse utrzymać zadany prąd przy zwiększających się obrotach.
Frezarka konstrukcja z profili aluminiowych 360x530x130


-
 MarLip
MarLip
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 244
- Rejestracja: 07 lis 2016, 10:39
- Lokalizacja: Gdańsk
W moim odczuciu wygląda miodnie. Mam pytanie, jakie śruby kulowe? Skończyłem ostatnio robić swoją maszynkę na trapezach (pole 800x500) i metrowe śruby trapezowe z Ck15 (16x4) to jakieś nieporozumienie. Miękkie tak że można je wyginać w rękach że o biciu promieniowym nie wspomnę. Zastanawiałem się nad kupnem chińskich kul 1605 (razem z podporami i nakrętką) z ebaya lub kupieniu lepszych trapezów ze sklepu ebmia. Jakie Ty zastosowałeś?
-
ezbig
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
A uważasz, że zasilacza impulsowego nie można przeciążyć? Jak to zrobisz, to też nic strasznego się nie stanie. W pewnych granicach wytrzyma, starając się utrzymać napięcie, a potem zadziałają zabezpieczenia. Impulsowy również zareaguje na zwrot z silnika i obniży swoje napięcie, tak, aby utrzymać zadane. Z drugiej strony w obu przypadkach (trafo/impulsowy) nie powinno być przeciążenia, bo to oznacza, że źle dobrano moc zasilacza.rogal138 pisze:Różnica jest taka, że trafo można chwilowo przeciążyć i nic strasznego się nie stanie, ale znowu przy trafie napięcie pod obciążeniem przysiada.
-
rogal138
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 4
- Posty: 34
- Rejestracja: 08 sie 2016, 18:58
- Lokalizacja: Slupca
Uważam, że nie aż takezbig pisze:A uważasz, że zasilacza impulsowego nie można przeciążyć? Jak to zrobisz, to też nic strasznego się nie stanie. W pewnych granicach wytrzyma, starając się utrzymać napięcie, a potem zadziałają zabezpieczenia. Impulsowy również zareaguje na zwrot z silnika i obniży swoje napięcie, tak, aby utrzymać zadane. Z drugiej strony w obu przypadkach (trafo/impulsowy) nie powinno być przeciążenia, bo to oznacza, że źle dobrano moc zasilacza.
Szczególnie że chińskie zasilacze impulsowe są w podobnych cenach co transformatory, jedynie co to trzeba faktycznie mostek i kondensatory dorzucić, ale mamy za to trwały i pewny zasilacz.
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
rogal138, od wielu lat już nie używam transformatorów (chyba, że akurat jest pod ręką) i jeszcze nie miałem reklamacji z powodu zasilacza. Używam "chińskich markowych"  . Może i są w podobnej cenie do transformatorów, ale są lżejsze, nie wymagają softstartów, można sobie ustawić żądane napięcie wyjściowe, mają zabezpieczenia przeciwzwarciowe, przepięciowe i po prostu przykręcasz przewody i działa
. Może i są w podobnej cenie do transformatorów, ale są lżejsze, nie wymagają softstartów, można sobie ustawić żądane napięcie wyjściowe, mają zabezpieczenia przeciwzwarciowe, przepięciowe i po prostu przykręcasz przewody i działa
-
Cichy90
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 07 wrz 2013, 19:16
- Lokalizacja: Woźniki
@MarLip U mnie w osi X siedzi śruba i nakrętka Hiwin 1605 z gwintem o długości 400mm plus końcówki i w osi Y chińska para 1605 o długości całkowitej 800mm. W moim przypadku śruba 300+ mm do osi Z była prostowana pół dnia żeby osiągnąć jako tako przyzwoitą geometrię, więc znam temat. Bicie na kulowej chińskiej jest, ale praktycznie znikome. Ja jestem zadowolony.
EDIT:
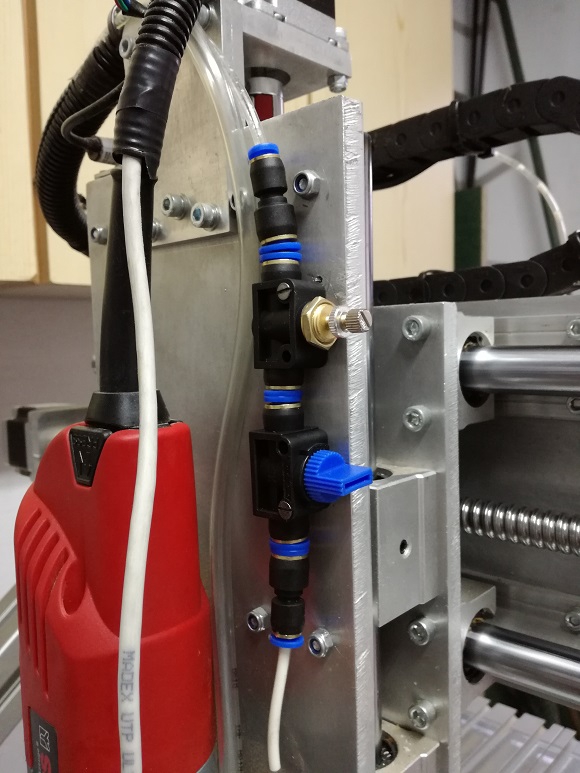
Wczoraj wpadł układ regulacji przepływu chłodziwa do dyszy mgły olejowej. Niestety plastikowy zaworek z zestawu do infuzji (ten wihajster do kroplówek) nie sprawdził się więc wybrałem się na małe zakupy i dołożyłem zawór odcinający i regulator przepływu. Teraz śmiga jak ta lala - nic nie zalewa stołu po skończonej robocie. Zobaczymy czy chłodziwo nie wróci do zbiornika po weekendzie. Jeśli nie, to cel osiągnięty. Na foto widać że się cofnęło, bo w zbiorniku było za mało chłodziwa
EDIT:
Wczoraj wpadł układ regulacji przepływu chłodziwa do dyszy mgły olejowej. Niestety plastikowy zaworek z zestawu do infuzji (ten wihajster do kroplówek) nie sprawdził się więc wybrałem się na małe zakupy i dołożyłem zawór odcinający i regulator przepływu. Teraz śmiga jak ta lala - nic nie zalewa stołu po skończonej robocie. Zobaczymy czy chłodziwo nie wróci do zbiornika po weekendzie. Jeśli nie, to cel osiągnięty. Na foto widać że się cofnęło, bo w zbiorniku było za mało chłodziwa
-
Cichy90
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 07 wrz 2013, 19:16
- Lokalizacja: Woźniki
Kolejna modyfikacja - Tym razem materiałowe osłony po obu stronach stołu. Męczyło mnie to ciągłe odkurzanie syfu z prowadnic i śruby - której jednak trochę szkoda. Dodatkowo wpadły rynienki do chłodziwa - odpływ przez otwory po bokach do blaszanych zbiorników. Działa jak należy, syf się nie zbiera, można polewać materiał obrabiany bez obaw że zaleje podstawę maszyny (blat z płyty wiórowej i paneli podłogowych)



-
Cichy90
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 07 wrz 2013, 19:16
- Lokalizacja: Woźniki
Niestety po drobnych poprawkach w blokach łożyskujących (luz wzdłużny na łożyskach) i sprawdzeniu czujnikiem zegarowym okazało się, że nie tylko one były przyczyną jajowatych kółek i odchyłek od wymiaru (0,2-0,4mm). Konstrukcja wydawała mi się solidna, ale niestety jest wiotka jak g. W każdej osi mam co najmniej 0,2mm ugięcia po przyłożeniu bocznej siły. Niebawem będę kombinował przykręcane stalowe s355 12mm wzmocnienia podstawy, bramy i profili osi X. Żeby tego było mało - śruba trapezowa w osi Z się zbuntowała i dostała luzu na pewnej wysokości - można bez problemu podnieść wrzeciono z całą osią o 0,2mm w górę. Chyba też trzeba będzie się uzbroić w fundusze i zainwestować w kulową. Brak mi sił do tej maszynki. Góra pieniędzy, a jakość bliższa siekierze niż obrabiarce.
-
m.j.
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Taki sam patent na osłony jak u mnie  Aby nie zalewało Ci chłodziwem podłogi warto podnieść trochę rolki. Generalnie dobrze by było zrobić coś w rodzaju wanny dookoła i jakieś osłony, ponieważ wióry wszędzie lecą, a ich sprzątanie nie jest takie uciążliwe jak wynoszenie całego syfu na butach
Aby nie zalewało Ci chłodziwem podłogi warto podnieść trochę rolki. Generalnie dobrze by było zrobić coś w rodzaju wanny dookoła i jakieś osłony, ponieważ wióry wszędzie lecą, a ich sprzątanie nie jest takie uciążliwe jak wynoszenie całego syfu na butach
Co do osi Z na trapezówce to też jestem posiadaczem takowej osi tylko sporo cięższej. O luz się nie przejmuję, ponieważ akurat w osi Z sam się kasuje ciężarem osi, a frez podczas obróbki wgryza się w materiał i dodatkowo kasuje luz. Pamiętaj też, że kulowa w Z-ce nie jest samohamowna i o ile przy lekkiej Z-ce być może nie będzie Ci opadała to juz przy cięższej bez przeciwwagi będzie lipa. Moja Z-ka waży coś koło 60kg i śruba trapezowa załatwiła mi sprawę przeciwwagi. Całą oś Z dźwiga silnik 6.9Nm. Luzu na Z-ce nie wyczuwam, choć nie zamierzałem targać jej ręcznie do góry aby to sprawdzić
Co do porażki w kwestii sztywności to podejdź do sprawy na spokojnie. Ja podczas budowy i ustawiania swojej frezarki też kilka razy miałem to wszystko rzucić w cholerę, ale emocje to zły doradca. Po prostu prześpij się z problemem i pomyśl na spokojnie co z tym fantem zrobić. Na forum pełno jest konstrukcji mniej sztywnych i robią co do niech należy. Grunt to mieć świadomość ograniczeń maszynki. Przykładowo mając mało sztywną maszynę musisz przyjąć inną strategię obróbki tzn małe naddatki, duże prędkości (tutaj w X i Y przydałyby się kulowe aby pogonić maszynkę szybciej). Co do samych luzów w X i Y to skup się na ich kasacji nie przejmując sie sztywnością. Masz uzyskać jak najmniejszy luz na śrubach. Nie wiem jakie masz zastosowane nakrętki na śrubach (albo nie doczytałem ) ale w twoim przypadku jeśli nie stać Cię na kulowe w X i Y to trzeba zaopatrzyć się w nakrętki z poliamidu. Ja mam i do sporadycznej pracy dają radę. Bardzo prosto można w niej skasować luz (tylko ja mam dość mocne silniki - 6.9Nm 6A i spokojnie ciągną śruby TR 22x5 i nie wiem jak dadzą radę jakieś słabsze silniczki).
) ale w twoim przypadku jeśli nie stać Cię na kulowe w X i Y to trzeba zaopatrzyć się w nakrętki z poliamidu. Ja mam i do sporadycznej pracy dają radę. Bardzo prosto można w niej skasować luz (tylko ja mam dość mocne silniki - 6.9Nm 6A i spokojnie ciągną śruby TR 22x5 i nie wiem jak dadzą radę jakieś słabsze silniczki).
Zwróć też koniecznie uwagę na bloki łożyskujące. Ja przykładowo kupiłem bloki, w których wsadzili zwykłe łożyska zamiast skośnych i one generowały spory luz. Po interwencji w firmie przysłali mi skośne i teraz jest OK (koniecznie musisz dać dystans między łożyska skośne. Normalnie tego dystansu nie było między zewnętrznymi bieżniami i wtedy też łożyska skośne nie będą spełniać swojej funkcji).
Generalnie Kress też nie jest zbyt sztywny więc tutaj nie poszalejesz. Ewentualnie można próbować bardziej agresywnej obróbki zgrubnej. Zosytawiać naddatek rzędu 0.2mm i wtedy delikatnie lizać materiał ostrym frezem (inaczej tępy frez nie będzie brał materiału tylko się po nim ślizgał i go odpychał od siebie).
Kończąć mój wywód - spokojnie podejdź do sprawy po kolei kasując wszystkie niedoskonałości. Usztywnienie zrób na końcu jak na czujniku nie będziesz miał dużych luzów. Zresztą ja na jednej, bardziej opornej na kasowanie luzu osi, a raczej z lenistwa i braku czasu na rozkręcenie osi i wykasowanie luzu na nakrętce stosuję z powodzeniem funkcję BACKLASH dostępną w linuxcnc (w machu też jest taka możliwość).
Co do osi Z na trapezówce to też jestem posiadaczem takowej osi tylko sporo cięższej. O luz się nie przejmuję, ponieważ akurat w osi Z sam się kasuje ciężarem osi, a frez podczas obróbki wgryza się w materiał i dodatkowo kasuje luz. Pamiętaj też, że kulowa w Z-ce nie jest samohamowna i o ile przy lekkiej Z-ce być może nie będzie Ci opadała to juz przy cięższej bez przeciwwagi będzie lipa. Moja Z-ka waży coś koło 60kg i śruba trapezowa załatwiła mi sprawę przeciwwagi. Całą oś Z dźwiga silnik 6.9Nm. Luzu na Z-ce nie wyczuwam, choć nie zamierzałem targać jej ręcznie do góry aby to sprawdzić
Co do porażki w kwestii sztywności to podejdź do sprawy na spokojnie. Ja podczas budowy i ustawiania swojej frezarki też kilka razy miałem to wszystko rzucić w cholerę, ale emocje to zły doradca. Po prostu prześpij się z problemem i pomyśl na spokojnie co z tym fantem zrobić. Na forum pełno jest konstrukcji mniej sztywnych i robią co do niech należy. Grunt to mieć świadomość ograniczeń maszynki. Przykładowo mając mało sztywną maszynę musisz przyjąć inną strategię obróbki tzn małe naddatki, duże prędkości (tutaj w X i Y przydałyby się kulowe aby pogonić maszynkę szybciej). Co do samych luzów w X i Y to skup się na ich kasacji nie przejmując sie sztywnością. Masz uzyskać jak najmniejszy luz na śrubach. Nie wiem jakie masz zastosowane nakrętki na śrubach (albo nie doczytałem
Zwróć też koniecznie uwagę na bloki łożyskujące. Ja przykładowo kupiłem bloki, w których wsadzili zwykłe łożyska zamiast skośnych i one generowały spory luz. Po interwencji w firmie przysłali mi skośne i teraz jest OK (koniecznie musisz dać dystans między łożyska skośne. Normalnie tego dystansu nie było między zewnętrznymi bieżniami i wtedy też łożyska skośne nie będą spełniać swojej funkcji).
Generalnie Kress też nie jest zbyt sztywny więc tutaj nie poszalejesz. Ewentualnie można próbować bardziej agresywnej obróbki zgrubnej. Zosytawiać naddatek rzędu 0.2mm i wtedy delikatnie lizać materiał ostrym frezem (inaczej tępy frez nie będzie brał materiału tylko się po nim ślizgał i go odpychał od siebie).
Kończąć mój wywód - spokojnie podejdź do sprawy po kolei kasując wszystkie niedoskonałości. Usztywnienie zrób na końcu jak na czujniku nie będziesz miał dużych luzów. Zresztą ja na jednej, bardziej opornej na kasowanie luzu osi, a raczej z lenistwa i braku czasu na rozkręcenie osi i wykasowanie luzu na nakrętce stosuję z powodzeniem funkcję BACKLASH dostępną w linuxcnc (w machu też jest taka możliwość).
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
Cichy90
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 07 wrz 2013, 19:16
- Lokalizacja: Woźniki
m.j.,
Witaj,
akurat w X i Y mam kulowe 1605 zarobione pod bloki łożyskujące, luzy w układzie napędowym X i Y są już wyzerowane po przeróbce bloków (podkładki między łożyskami żeby właśnie ten luz wzdłużny skasować) i lekkim naprężeniu łożysk. Jedyny problem w osiach X i Y to właśnie wiotkość konstrukcji - wszystko jest skręcane łącznikami kątowymi do profili 50x50, brakuje wzmocnień. Już mam nagrany temat wypalania blach s355 12mm żeby poskręcać zastrzały i wzmocnienia na łączeniach profili i cztery płaskowniki 120mm szerokości w poprzek podstawy żeby połapać ze sobą wszystkie profile. Na długości 1m widać że pływają po przyłożeniu siły i trzeba je ze sobą złapać. Wstępny zarys modernizacji już mam, bo tak nie może być żeby wszystko pływało. Niby niedużo, ale zależy mi na jak największej precyzji.
Opcja backlash nie pomaga, ponieważ ugięcie zwiększa się ze wzrostem przyłożonej siły. Nie ma sposobu żeby to dokładnie obliczyć. z Zetką jeszcze pomyślę, i tak chcę ją odwrócić o 180 stopni i opuścić trochę całą oś XZ w dół. Wyszło mi z obliczeń, że w ten sposób uzyskam dodatkowe 23mm wysokości Z. Sporo przeróbek przede mną, ale nie ma rzeczy niemożliwych. W późniejszym terminie zmiana sterowania na cyfrowe DM856 i silniki 3Nm 3A - Póki co te co mam nie dają sobie rady z większymi szybkościami i generują dość spore rezonanse pod TB6560.
Tak z czystej ciekawości - jak Ci się sprawuje ta LD550? Sam się nad nią zastanawiam.
Witaj,
akurat w X i Y mam kulowe 1605 zarobione pod bloki łożyskujące, luzy w układzie napędowym X i Y są już wyzerowane po przeróbce bloków (podkładki między łożyskami żeby właśnie ten luz wzdłużny skasować) i lekkim naprężeniu łożysk. Jedyny problem w osiach X i Y to właśnie wiotkość konstrukcji - wszystko jest skręcane łącznikami kątowymi do profili 50x50, brakuje wzmocnień. Już mam nagrany temat wypalania blach s355 12mm żeby poskręcać zastrzały i wzmocnienia na łączeniach profili i cztery płaskowniki 120mm szerokości w poprzek podstawy żeby połapać ze sobą wszystkie profile. Na długości 1m widać że pływają po przyłożeniu siły i trzeba je ze sobą złapać. Wstępny zarys modernizacji już mam, bo tak nie może być żeby wszystko pływało. Niby niedużo, ale zależy mi na jak największej precyzji.
Opcja backlash nie pomaga, ponieważ ugięcie zwiększa się ze wzrostem przyłożonej siły. Nie ma sposobu żeby to dokładnie obliczyć. z Zetką jeszcze pomyślę, i tak chcę ją odwrócić o 180 stopni i opuścić trochę całą oś XZ w dół. Wyszło mi z obliczeń, że w ten sposób uzyskam dodatkowe 23mm wysokości Z. Sporo przeróbek przede mną, ale nie ma rzeczy niemożliwych. W późniejszym terminie zmiana sterowania na cyfrowe DM856 i silniki 3Nm 3A - Póki co te co mam nie dają sobie rady z większymi szybkościami i generują dość spore rezonanse pod TB6560.
Tak z czystej ciekawości - jak Ci się sprawuje ta LD550? Sam się nad nią zastanawiam.






