



A to fakt mało miejscs też tak kiedyś miałem ale widać mą
ło mało miejsca a i tak można dzialac. dobry prezent zrobił wujek poszukaj może na jakieś noże zachomikowane Powodzenia
Budowa wycinarki plazmowej 120 x 80



-
moderasura
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 8
- Posty: 38
- Rejestracja: 12 lip 2015, 15:48
- Lokalizacja: Kolberg
Fajnie wszystko wygląda pomysł wykonanie też 
Mam nadzieję że nie będziesz miał cyrku po odpaleniu tego wszystkiego.
Kiedyś pisałem o wannie pomyśl już na tym etapie budowy bo bez wanny to będziesz miał Vietnam w garażu
pomyśl już na tym etapie budowy bo bez wanny to będziesz miał Vietnam w garażu  takich pomieszczeniach to jest katastrofa lądowa.
takich pomieszczeniach to jest katastrofa lądowa.
Oś z wygląda przepięknie
Mam nadzieję że nie będziesz miał cyrku po odpaleniu tego wszystkiego.
Kiedyś pisałem o wannie
Oś z wygląda przepięknie
Plazma CNC WS 1000
Frezarka CNC WS 1000
Frezarka CNC WS 1000
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Mk4 idzie do wrzeciona a nie konikaodzi_2005 pisze:
Prosił bym o odpowiedź na pytanie, mianowicie. W zestawie są dwa kły stałe MK2 i MK4, o ile MK2 wskakuje w tuleje konika o tyle MK4 jest po prostu za gruby, a znów po wyjęciu tulejki nieda się go tam wcisnąć coś w środku go blokuje czy on nie pasuje jednak??

sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
Jako że czekam na noże do tokarki i praca przy cnc stoi przez to w miejscu, postanowiłem zmierzyć bicie na chwycie tokarki jak i po jego zdjęciu.
Bez chwytu bicie zewnętrzne mieściło się w granicy połowy jednej setki, nie wiem jak to w cyfrach napisać
Z założonym chwytem bicie zewnętrzne wynosiło w granicach 1,5setki po domyśleniu się i wytarciu oliwki spadło do wachań w granicach 1setki
-------------------------------------------------------------------------------------------------------
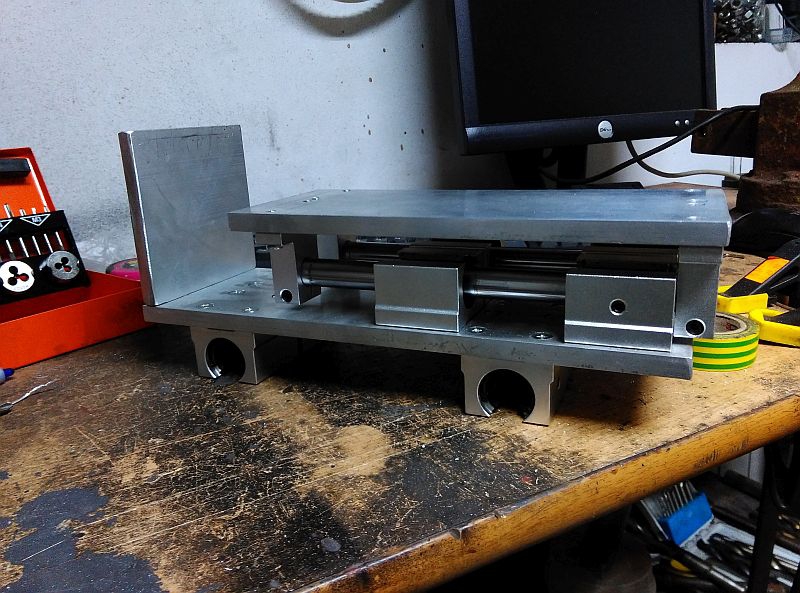
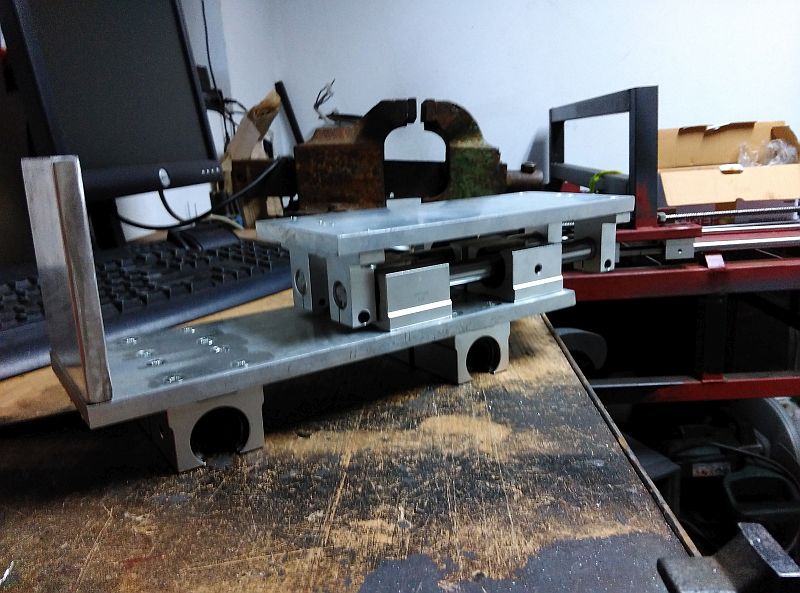
Po południu przyszły części i miałem możliwość założenia prowadnic liniowych
W końcu maszyna zaczyna przypominać coś w rodzaju CNC
Zakończyłem robotę z hukiem i idę na noc do pracy więc trzeba chwilę odpocząć po gwintowaniu ręcznym tylu otworów


Bez chwytu bicie zewnętrzne mieściło się w granicy połowy jednej setki, nie wiem jak to w cyfrach napisać
Z założonym chwytem bicie zewnętrzne wynosiło w granicach 1,5setki po domyśleniu się i wytarciu oliwki spadło do wachań w granicach 1setki
-------------------------------------------------------------------------------------------------------
Po południu przyszły części i miałem możliwość założenia prowadnic liniowych
W końcu maszyna zaczyna przypominać coś w rodzaju CNC
Zakończyłem robotę z hukiem i idę na noc do pracy więc trzeba chwilę odpocząć po gwintowaniu ręcznym tylu otworów
-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
Dzisiaj podczas pracy nad łączeniem silnika ze śrubami, mając nierdzewne tuleje w szufladce w której trzymam rzeczy które gdzieś znajdę a są nie potrzebne komuś, dł10cm zew fi20, rozwierciłem na 8mm i przewierciłem otworki 4mm na gwint do blokowania... jednak gwintowniki tego nie wytrzymały...
Ojciec mówi że mam zestaw jakiś tanich gwintowników który kupiłem za 130zł jakaś Corona, żeby już nie dokupywać tylko jak pękło M5 zamówić M5 firmy Fanar i gdy pęknie kolejny przykładowo M8 znów zamówic Fanar i tak skompletować porządny zestaw gwintowników.
Czy sądzicie że firma Fanar jest dobrą firmą co do gwintowników ręcznych ??? Nie chciał bym znów kompletować czegoś co będzie chińskim plastikiem..
Ojciec mówi że mam zestaw jakiś tanich gwintowników który kupiłem za 130zł jakaś Corona, żeby już nie dokupywać tylko jak pękło M5 zamówić M5 firmy Fanar i gdy pęknie kolejny przykładowo M8 znów zamówic Fanar i tak skompletować porządny zestaw gwintowników.
Czy sądzicie że firma Fanar jest dobrą firmą co do gwintowników ręcznych ??? Nie chciał bym znów kompletować czegoś co będzie chińskim plastikiem..
-
creattine1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 24
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz
Na codzień produkuje i montuje balustrady nierdzewne i powiem tak corona przy gwintowaniu to prędzej w gwintowniku zrobisz gwint niż w tulejce a przykładowo fanar bo tylko nimi robimy jest nie do porownania pół roku temu 150 sztuk takich rotul pod szybę gwint m8 zrobiłem na jednym gwintowniku i do tej pory go mam przy gwontowaniu musisz zwracać uwagę na jego czystość co otwór dnuchasz powietrzem albo jakaś szczoteczka gwintownik i do smarowania zwykły olej jadalny jest najlepszy moim zdaniem
-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
Czyli zacznę ułamane gwintowniki zastępować Fanarem, tylkocwidze fanar jest 2sztukowy a nie 3 w zestawiecreattine1 pisze:Na codzień produkuje i montuje balustrady nierdzewne i powiem tak corona przy gwintowaniu to prędzej w gwintowniku zrobisz gwint niż w tulejce a przykładowo fanar bo tylko nimi robimy jest nie do porownania pół roku temu 150 sztuk takich rotul pod szybę gwint m8 zrobiłem na jednym gwintowniku i do tej pory go mam przy gwontowaniu musisz zwracać uwagę na jego czystość co otwór dnuchasz powietrzem albo jakaś szczoteczka gwintownik i do smarowania zwykły olej jadalny jest najlepszy moim zdaniem
-
creattine1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 24
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz







