

Problem z malowaniem frezowanej powierzchni.



-
HotAndCold
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 8
- Posty: 58
- Rejestracja: 12 lis 2014, 21:51
- Lokalizacja: Gdansk
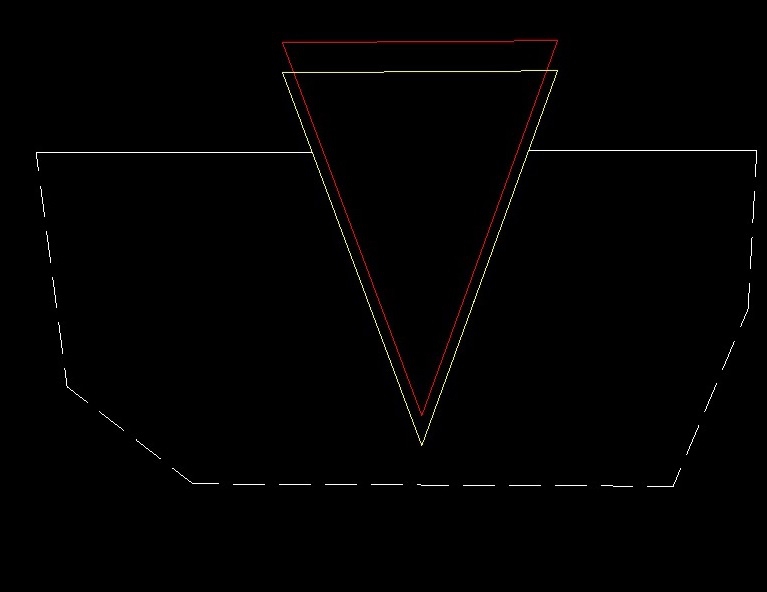
kubus838 Dziękuję za odpowiedz. Nie jestem pewien czy dobrze zrozumiałem. Powiedzmy jeżeli chcę wyfrezować zagłębienie w kształcie litery V o głębokości powiedzmy 5mm to wpierw jadę pierwszy przejazd na 4,4mm i na końcu wykańczam Z -0,6mm. Tak zrozumiałem drugi akapit. Czyli będzie to przedstawione na rysunku (frez czerwony zgrubny, frez biały wykańczający).To się robi tak.
Najpierw obróbka kształtowa gdzie wycinasz sam kształt - możesz robić to też tym frezem ale z tolerancją np 0.6 milmetra. Potem robisz obróbke wykańczającą i frezem prostym. Ta obróbka wygląda tak, że frez zjeżdża w osi "z" i frezuje te 0.6mm i likwiduje wszelkie meszki , wiórki które jeszcze trzymaja się powierzchni frezowanej.
Teraz trzeci akapit:
jak wiesz frez służy do innej obrobki niz wiertło i nie może on pracować calym swoim obwodem. Dlatego jak frezujesz mdf to frez ustawiasz tak aby pracował maksymalnie 20% do 30% swojego obwodu - powtarzam obwodu. Czyli jeżeli uzywasz freza o średnicy 10mm części roboczej i przejdzie on po jednej linni na materiale to przesuwa się w poziomie o 1.5 milimetra i frezuje drugą linnie. I jeżeli frez przejdzie cała powierzchnie to zagłębia w materiał(czyli zaczyna nową rampe) i znowu wykonuje frezowanie na powierzchni przesuwając się co 1,5mm w poziomie.
Jeżeli dobrze zrozumiałem chodzi Ci o to żeby frezować zgodne z przykładem c:
https://encrypted-tbn1.gstatic.com/imag ... fmj3enM9kQ
Rozumiem, natomiast nie wiem jak to zrobić w przypadku frezowania rowków Vbitem. Jak rozumiem w tym przypadku polecasz zasadę z drugiego akapitu?
Yarec akurat nie, jest to element ozdobny. Stanowi za przykład, to miałem pod ręką. Wypróbuję tez wersję z caponem albo nitro. Prawdę mówiąc to pokrywam przed malowaniem MDF izolantem. On jest dość gęsty i schnie szybko. Wiec może on spełni rolę caponu/nitro i po przemalowaniu pierwszą warstwą przejadę maszyną na próbę.czy to ze zdjęcia to front meblowy ?
-
kubus838
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 2567
- Rejestracja: 06 lip 2009, 14:52
- Lokalizacja: Mszczonów
Dokładnie tak z tym, że do 4,4 milimetra możesz to robić na klika ramp-przejazdów. Bo to jest właśnia obróbka kszałtowa. A potem już robisz samo wykończenie czyli frezujesz juz tak na gotowe. Jakim to frezem zrobisz to nie ma zadnego znaczenia. Bo kanaly w ksztłacie litery "v" mozesz też robić frezem prostym jak i kształtowym.HotAndCold pisze:
kubus838 Dziękuję za odpowiedz. Nie jestem pewien czy dobrze zrozumiałem. Powiedzmy jeżeli chcę wyfrezować zagłębienie w kształcie litery V o głębokości powiedzmy 5mm to wpierw jadę pierwszy przejazd na 4,4mm i na końcu wykańczam Z -0,6mm. Tak zrozumiałem drugi akapit. Czyli będzie to przedstawione na rysunku (frez czerwony zgrubny, frez biały wykańczający).
Dokładnie o to chodzi - wtedy nie przegrzejesz freza a na materiala nie "wstanie" mech śierść czy włoski.HotAndCold pisze:
Jeżeli dobrze zrozumiałem chodzi Ci o to żeby frezować zgodne z przykładem c:
https://encrypted-tbn1.gstatic.com/imag ... fmj3enM9kQ
No nie dokładnie. To też robisz jak na przykładzie "c". Mozesz to robić na poczętek zwykłym frezem prostym - oczywiście weższym niż ten rowek. Tylko wtedy frez zaczyna od środka tego rowka i zjeżdza w osi "z" tzw. ślimakiem pod katem 10 stopni. A na końcu możesz go już ostatecznie wykończyć frezem ksztłtowym czyli Vbitem.HotAndCold pisze: Rozumiem, natomiast nie wiem jak to zrobić w przypadku frezowania rowków Vbitem. Jak rozumiem w tym przypadku polecasz zasadę z drugiego akapitu?
robert
-
HotAndCold
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 8
- Posty: 58
- Rejestracja: 12 lis 2014, 21:51
- Lokalizacja: Gdansk
Yarec Capon i rozcieńczalnik nitro kupiony. W weekend wypróbuje oba sposoby. Pierwszy z przejazdem bez utwardzania powierzchni caponem i drugi z utwardzeniem. Dam znać jak wyjdą próby.izolanty służą do izolowania powierzchni a mój sposób do utwardzenia materiału obrabianego (rzadki CAPON głębiej wsiąka) i po wyschnięciu dokładniej można wykończyć taką "bruzdę" V
Dziękuję serdecznie wszystkim za pomoc.
-
HotAndCold
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 8
- Posty: 58
- Rejestracja: 12 lis 2014, 21:51
- Lokalizacja: Gdansk
Witam po weekendzie.
kubus838 frezowałem vbitem na dwa przejazdy. Pierwszy przejazd 6,4mm, drugi 7 mm zagłębienia. Potem jeszcze zmieniłem zagłębienia odpowiednio na 6,7mm i 7mm. Akceptowalnego efektu nie było. Zmieniłem materiał z MDF 10mm 720kg/m3 na 19mm 780kg/m2 też beż akceptowalnych efektów. Dla pewności wymieniłem frez na teoretycznie ostry. Niestety po pomalowaniu dalej miałem włoski. Może mniej, ale dalej niestety.
Yarec dodatkowo próby przeplatałem malując lub nie kaponem. Niestety możne coś złe robię, bo nawet to nie rozwiązało problemu.
Opiszę dokładnie czego używam:
- MDF 10mm 720kg/m3 dwustronnie laminowany kronospan.
- Frez vbit przykładowo 90st. 32mm.
- Prędkość posuwu 2500 mm/min.
- Prędkość wrzeciona 15000 obr/min.
Po frezowaniu malowałem izolantem i potem podkładem. Po pomalowaniu podkładem uwidaczniały mi się włoski z MDF'u.
Mam kilka pytań jeszcze:
1. Zastanawiam się jak wykonują firmy panele 3d z MDF'u. Znacie może kogoś kto wykonuje/wykonywał je?
2. Możecie polecić jakieś dobre frezy v bit 90 stopni około 32 mm ? Moje przyjechały z daleka i nie są wiarygodne. Chciałbym zakupić go jak najszybciej (potrzebny jest na środę).
3. Czy polecacie jakiś konkretny MDF do tej pracy?
4. Czy wilgotność w pomieszczeniu gdzie był składowany MDF może płatać takie figle?
kubus838 frezowałem vbitem na dwa przejazdy. Pierwszy przejazd 6,4mm, drugi 7 mm zagłębienia. Potem jeszcze zmieniłem zagłębienia odpowiednio na 6,7mm i 7mm. Akceptowalnego efektu nie było. Zmieniłem materiał z MDF 10mm 720kg/m3 na 19mm 780kg/m2 też beż akceptowalnych efektów. Dla pewności wymieniłem frez na teoretycznie ostry. Niestety po pomalowaniu dalej miałem włoski. Może mniej, ale dalej niestety.
Yarec dodatkowo próby przeplatałem malując lub nie kaponem. Niestety możne coś złe robię, bo nawet to nie rozwiązało problemu.
Opiszę dokładnie czego używam:
- MDF 10mm 720kg/m3 dwustronnie laminowany kronospan.
- Frez vbit przykładowo 90st. 32mm.
- Prędkość posuwu 2500 mm/min.
- Prędkość wrzeciona 15000 obr/min.
Po frezowaniu malowałem izolantem i potem podkładem. Po pomalowaniu podkładem uwidaczniały mi się włoski z MDF'u.
Mam kilka pytań jeszcze:
1. Zastanawiam się jak wykonują firmy panele 3d z MDF'u. Znacie może kogoś kto wykonuje/wykonywał je?
2. Możecie polecić jakieś dobre frezy v bit 90 stopni około 32 mm ? Moje przyjechały z daleka i nie są wiarygodne. Chciałbym zakupić go jak najszybciej (potrzebny jest na środę).
3. Czy polecacie jakiś konkretny MDF do tej pracy?
4. Czy wilgotność w pomieszczeniu gdzie był składowany MDF może płatać takie figle?
-
kubus838
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 2567
- Rejestracja: 06 lip 2009, 14:52
- Lokalizacja: Mszczonów
A jak ustawiłeś obróbke: wspólbierznie, przeciwbierznie czy mieszana?
Jeszcze jedna rada. Ustaw prędkość wrzeciona na 14,500 do 15,500 obrotów i prędkość posuwu na 500 milimetrów na minute. Zmniejsz przejścia tak aby były co najmniej cztery, bo tak to za bardzo grzejesz frez
odp. 1 ja robie fronty meblowe od narysowania do wyfrezowania
odp. 2 nie robie frezami v-bit używam normalnych do drewna i metalu
odp. 3 mdf to temat drażliwy bo są różne i żaden sprzedawca Ci nie powie, że ma "ten gorszy" trzeba zawsze robić probe na maszynie
odp. 4 może miec wpływ - choć wszyscy mi tłumaczyli, że nie ale miałem okazje sam osobiście sprawdzić jak zachowuje się frez w takim materiale, poprostu wszystko się kleiło do freza i powierzchni mdf i wyłaczałem frezowanie bo szkoda narzędzie.
Spróbuj na tych parametrach które Ci napisałem i napisz co z tego wyszło.
A jakiego CAM-a używasz?
robert
Jeszcze jedna rada. Ustaw prędkość wrzeciona na 14,500 do 15,500 obrotów i prędkość posuwu na 500 milimetrów na minute. Zmniejsz przejścia tak aby były co najmniej cztery, bo tak to za bardzo grzejesz frez
odp. 1 ja robie fronty meblowe od narysowania do wyfrezowania
odp. 2 nie robie frezami v-bit używam normalnych do drewna i metalu
odp. 3 mdf to temat drażliwy bo są różne i żaden sprzedawca Ci nie powie, że ma "ten gorszy" trzeba zawsze robić probe na maszynie
odp. 4 może miec wpływ - choć wszyscy mi tłumaczyli, że nie ale miałem okazje sam osobiście sprawdzić jak zachowuje się frez w takim materiale, poprostu wszystko się kleiło do freza i powierzchni mdf i wyłaczałem frezowanie bo szkoda narzędzie.
Spróbuj na tych parametrach które Ci napisałem i napisz co z tego wyszło.
A jakiego CAM-a używasz?
robert
")
-
HotAndCold
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 8
- Posty: 58
- Rejestracja: 12 lis 2014, 21:51
- Lokalizacja: Gdansk
kubus838 obroty mam 15000, obróbka mieszana, posów zmniejszę. Przejścia mam zrobić 4? Strasznie długo będę frezował, przestanie być to opłacalne, ale spróbuję.
Skontaktowałem się jeszcze z firmą która w swojej ofercie ma narzędzia do szlifowania MDF. Zobaczymy co doradzą.
[ Dodano: 2016-06-27, 20:52 ]
barola Mam jeden frez cmt V bit 90 ale nie jestem z niego zadowolony. FREZ CMT 915.380.11. Ma jedno pióro z "przerwą" (nie wiem jak to nazwać). Szarpie w tym miejscu. Prawie w ogóle go nie używam. Może z raz, dwa.
kubus838 Możesz w prywatnej wiadomości polecić jakiś konkretny albo podpowiedzieć czym się kierować?odp. 3 mdf to temat drażliwy bo są różne i żaden sprzedawca Ci nie powie, że ma "ten gorszy" trzeba zawsze robić probe na maszynie
Skontaktowałem się jeszcze z firmą która w swojej ofercie ma narzędzia do szlifowania MDF. Zobaczymy co doradzą.
[ Dodano: 2016-06-27, 20:52 ]
barola Mam jeden frez cmt V bit 90 ale nie jestem z niego zadowolony. FREZ CMT 915.380.11. Ma jedno pióro z "przerwą" (nie wiem jak to nazwać). Szarpie w tym miejscu. Prawie w ogóle go nie używam. Może z raz, dwa.
-
kubus838
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 2567
- Rejestracja: 06 lip 2009, 14:52
- Lokalizacja: Mszczonów
Może i będzie długo trwało ale liczy sie efekt. Z drugiej strony, pisałem abyś "ustawił" obróbke na frezach zwykłych.HotAndCold pisze:kubus838 obroty mam 15000, obróbka mieszana, posów zmniejszę. Przejścia mam zrobić 4? Strasznie długo będę frezował, przestanie być to opłacalne, ale spróbuję.
Nawet na pw nie jestem w stanie Ci takiej informacji przekazać. Poporostu bym musiał Cie oszukać, a to nie oto chodzi.HotAndCold pisze: kubus838 Możesz w prywatnej wiadomości polecić jakiś konkretny albo podpowiedzieć czym się kierować?
Spróbuj na pozostałych rodzajach obróbki i napisz na jakim CAM-ie robisz pliki obróbkowe.
robert






