



Gdybym ja miał w praktyce opracować proces frezowania tego detalu to zamocowałbym go w małym uchwycie fi100-160 3 szczękowym.
Szczęki miękkie o długości prawie takiej jak detal. Łapany detal za otwór wewnętrzny co daje idealne centrowanie każdego detalu i co za tym idzie jest już mocowanie i to mocne. Uchwyt mocowany do stołu frezarki.
Czyli mamy 2 in 1 - centrowanie i mocowanie
Trzeba pamiętać że frezowanie jest ciężką obróbką i mocowanie musi być naprawdę mocne.
Prośba o pomoc


-
 viper
viper
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
Ten uchwyt jest ok. Zapewni pozycjonowanie względem osi oraz otworów i mocne trzymanie. Przydałyby się jeszcze 2 kwadraty przymocowane do spodu przyrządu które wejdą w rowek teowy stołu po to aby pozycjonować cały przyrząd na frezarce ( jeśli trzeba). Tak jak pisałeś teoria z praktyką nie idzie w parze. Powodzenia 
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Zydek pisze:...Chyba ten będzie bardziej słuszny. ...
Czas wymiany detalu w tym uchwycie znacznie się wydłuży , co wpłynie w rozrachunku końcowym na cenę detalu.viper pisze:Ten uchwyt jest ok....
Ja doszlifowałbym wcześniejszy projekt i efekt końcowy byłby lepszy.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
ma555rek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1214
- Rejestracja: 15 paź 2007, 00:45
- Lokalizacja: nie ważne
to początek.Zydek pisze:Chyba ten będzie bardziej słuszny.
Pisałem o łapie - jednej!. A nie o łapeczkach, śrubeczkach , jakiś kluczach do odkręcania.
Druga sprawa - mocujesz detal na dole a frezujesz na górze - będzie brzęczeć! Bo skoro można włożyć na kołek to musi być luz.
Czyli jedna łapa dociskająca z góry cały detal -długość masz obrobioną więc powtarzalną, to zacisk łapy nie będzie miał problemów z dopasowaniem się do wywarcia zacisku.
Zadne śruby pod klucz! Frezer dziesiątki razy będzie musiał to odkrćać i zakręcać. dostanie szału przy takiej robocie. No ale skoro taki jest technolog...
Łapą dociskasz z góry na czołowej - tej w której masz frezować rowek. Odsadzisz łapę do dołu i wyluzujesz w okolicy rowka aby zrobić wybieg dla narzędzia.
Łapa na zawiasie i ryglowana mimośrodem lub krzywką z zarzutką. Albo kompletny układ dżwigniowy który jedną rękojeścią zluzowuje zacisk i odwodzi łapę - przy okazji jeszcze wyrzutnik luzujacy z kołka ciaśniejsze detale.
Czym będzie robione -palcowym czy tarczowym?
Jeżeli palcowy to takie mocowanie powinno wystarczyć.
Jeżeli tarczowy to wraz z zamykaniem łapy powinieneś dołożyć nastawny płaski zderzak opierający się na zewnętrznej walca - będzie przenosił siły. Zasadą działania zderzaka nastawnego jest samoczynne dociśnięcie do pozycji a następnie ryglowany jest w tym położeniu np wraz z zamykaniem łapy siła ryglowania opiera się o łapę i suwak zderzaka. Rozwiązań nastawności zderzaka jest cała masa.
Ten detal jest dyżurnym kształatem do zamocowania i nie przypadkowo jest własnie taki. To tylko pozory że tak fafu i gotowe.
Skoro tyle napisałem to jeszcze trochę/
Zrobiłeś podstawę na cztery śruby - jaki jest ich rozstaw? Czy pasuje do rozstawu kanałków w stole frezarki? Bo wygląda że i tak tylko dwoma zamocujesz.
Skoro małe srubki wystarczą do mocowania setalu to po co 4 śrubska?
Wstaw tylko dwie tak aby linia zacisku przechodziła przez oś detalu. Przyrząd może być bardziej długi niż kwadratowy.
jak się poduczysz to i parę znajdziesz ale gdy nie było pary aby się uczyć to teraz masz swiat nieparzysty.viper pisze:Tak jak pisałeś teoria z praktyką nie idzie w parze.
Pasjonat
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Takie mam rozumowanie w pracy i za to mi płacą.mc2kwacz pisze:Czasami warto przyznać, że się nie ma racji a nie brnąć dalej
Kogo tu obchodzą koszty produkcji?
Jakbym wymyślał takie ,,zabawki" to już dawno bym wyleciał za bramę.
P.s.
Na potrzeby Forum nie będę zmieniał swego podejścia do tego typu wykonywanych robót.
Swoją drogą , to zrobiłbym szczęki specjalne , wkręciłbym je w imadło maszynowe i po sprawie.
Też tak myślę.ma555rek pisze: ...Frezer dziesiątki razy będzie musiał to odkrćać i zakręcać. dostanie szału przy takiej robocie. No ale skoro taki jest technolog....
.... nie wspominając już po raz drugi o wycenie detalu.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Zydek
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 5
- Rejestracja: 22 paź 2014, 18:59
- Lokalizacja: Piła
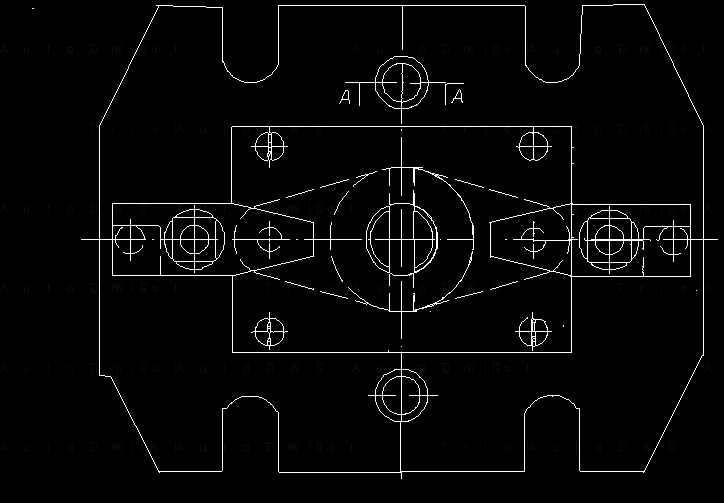
Witam, ponownie temeat uchwytu frezarskiego, zakończony pozytywnie. Lecz teraz pojawił się problem, z którym nie wiem jak sobie poradzić pisze tutaj ponieważ nie chce nowego tematu zakłądac. Muszę zaprojektować uchwyt do operacji wiercenia, dla takiego detalu, chodzi o te dwa mniejsze otwory. Może ktoś mnie jakoś nakieruje?
Ostatnio zmieniony 24 sty 2016, 14:45 przez Zydek, łącznie zmieniany 1 raz.






