Wiertło mi wcale nie ucieka. Mam frez z węglika fi4.8 ale nawet nie próbuję go użyć
na tej wiertarce bo bicie i znikoma sztywność od razu go zabiją.
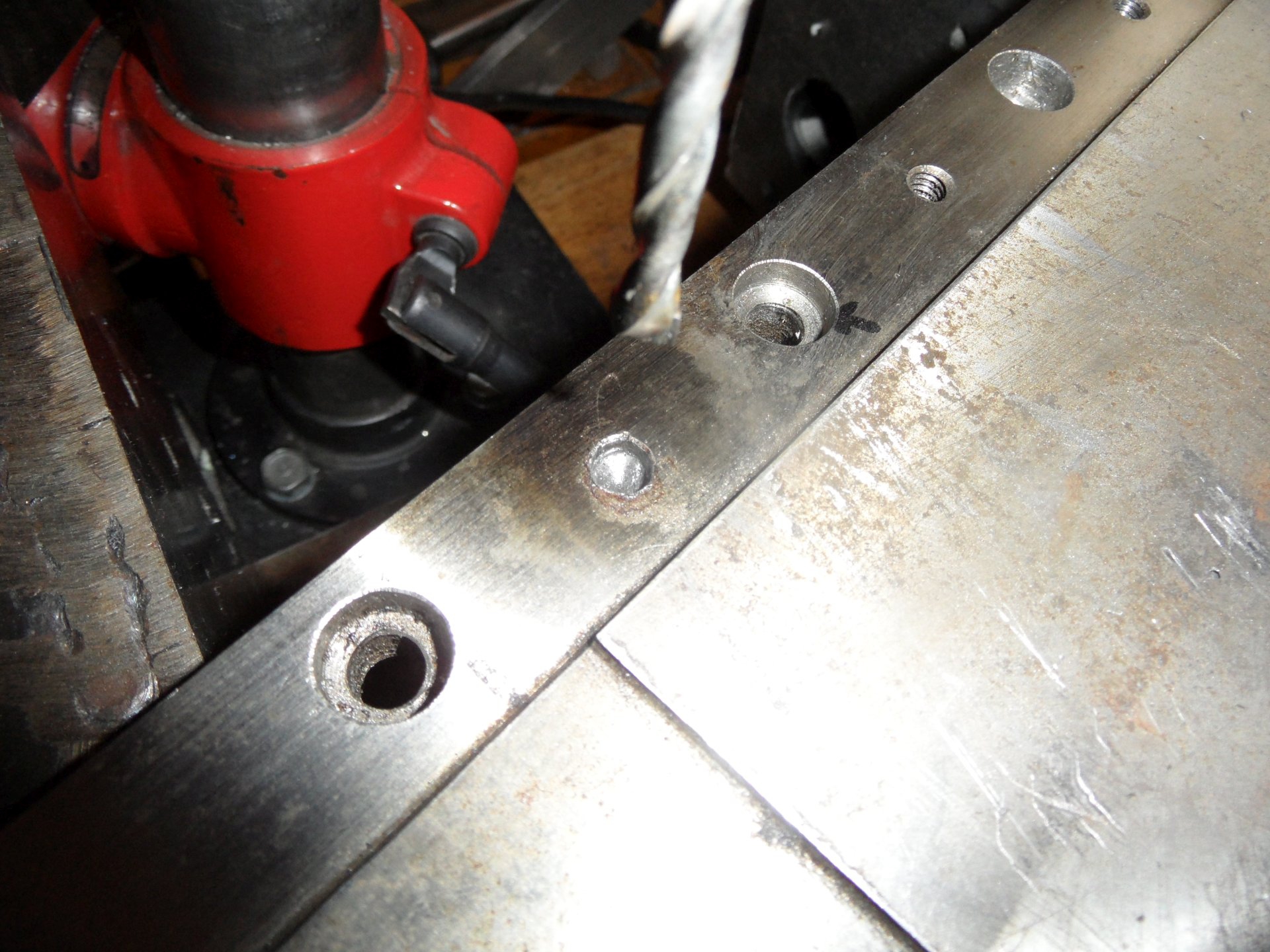
Na szczęście wcale nie muszę uratować tego gwintu, do tej blachy są dokręcane wzmocnienia (otwory z pogłębieniami są właśnie pod śruby do przykręcania płaskowników) więc gwint może równie dobrze być w jednym z tych wzmocnień.
Spawać nic nie będę, blacha jest już po frezowaniu i szlifowaniu.
Dzięki za rady, spróbuję jeszcze raz naostrzyć wiertło widia a jak się nie uda to zawiozę ten element na elektrodrążarkę.
[ Dodano: 2014-12-03, 22:43 ]
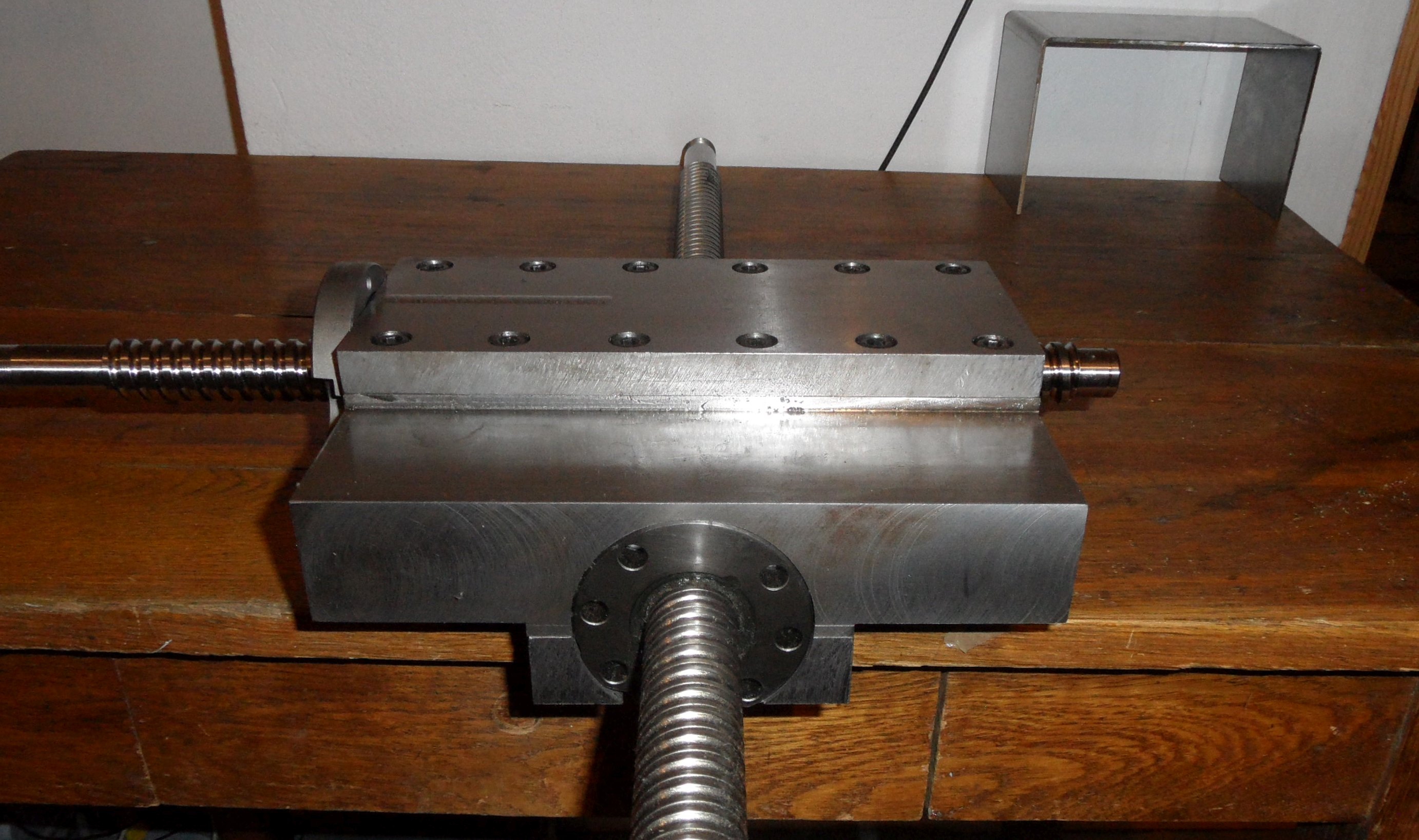
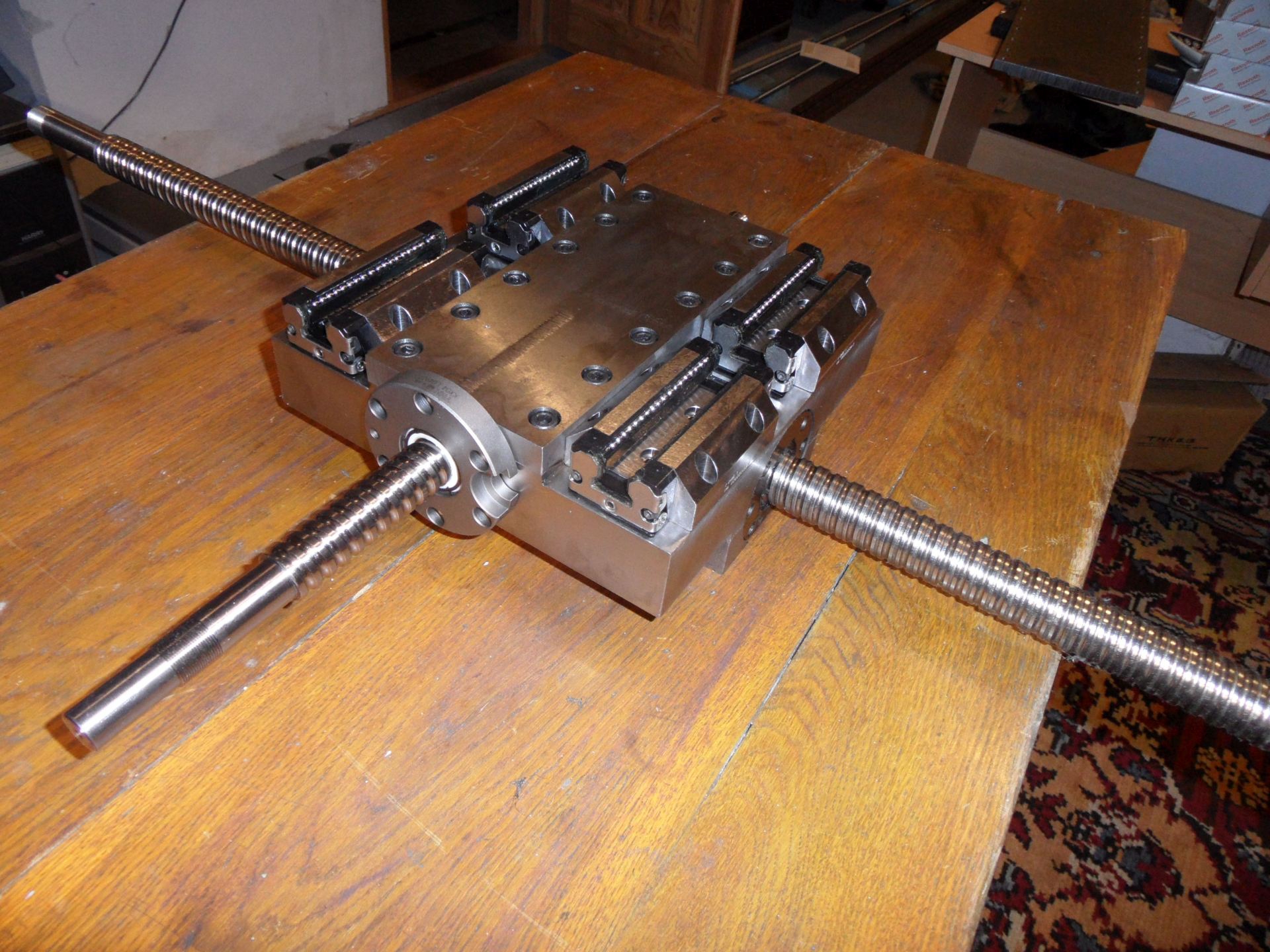
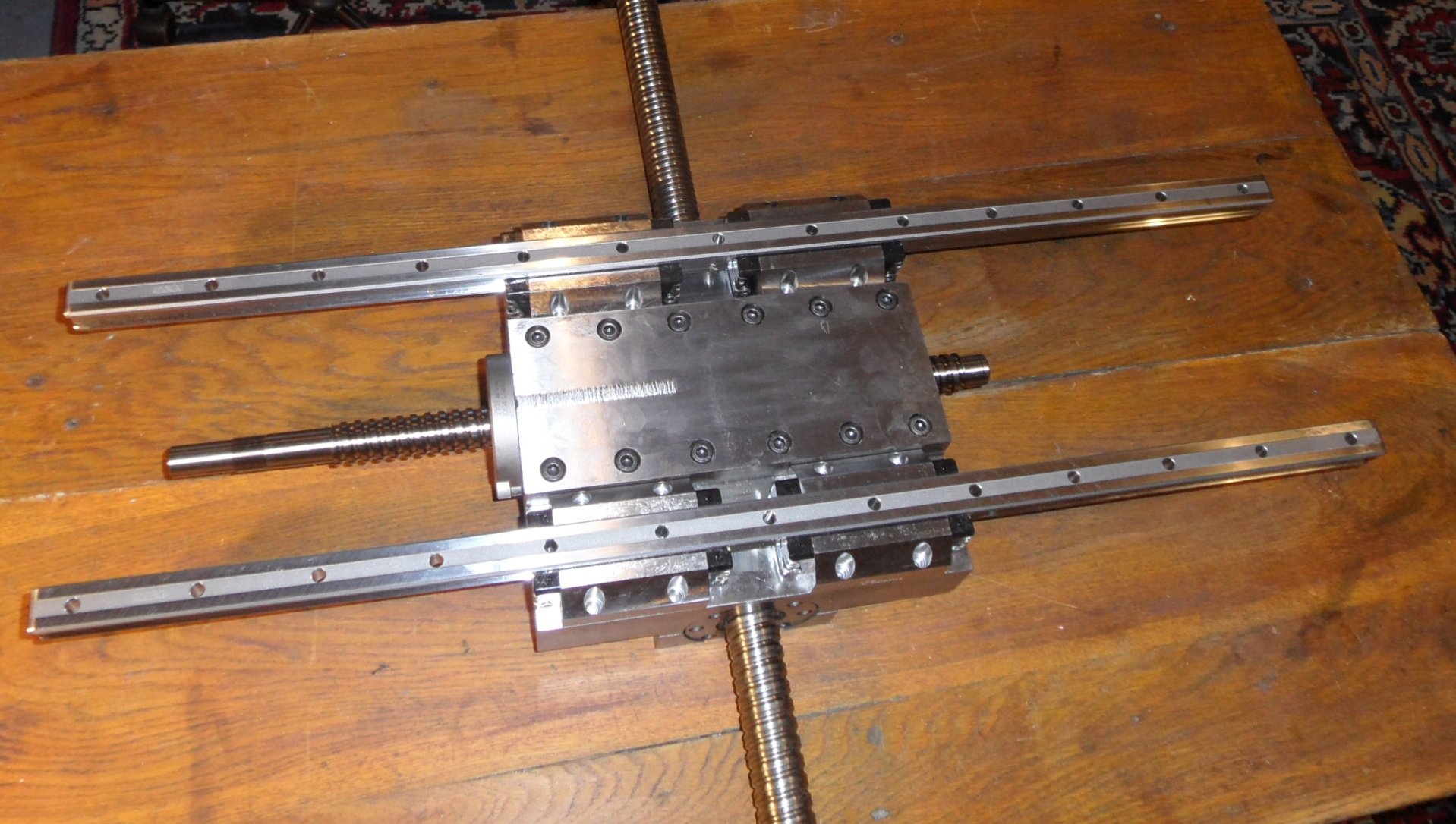
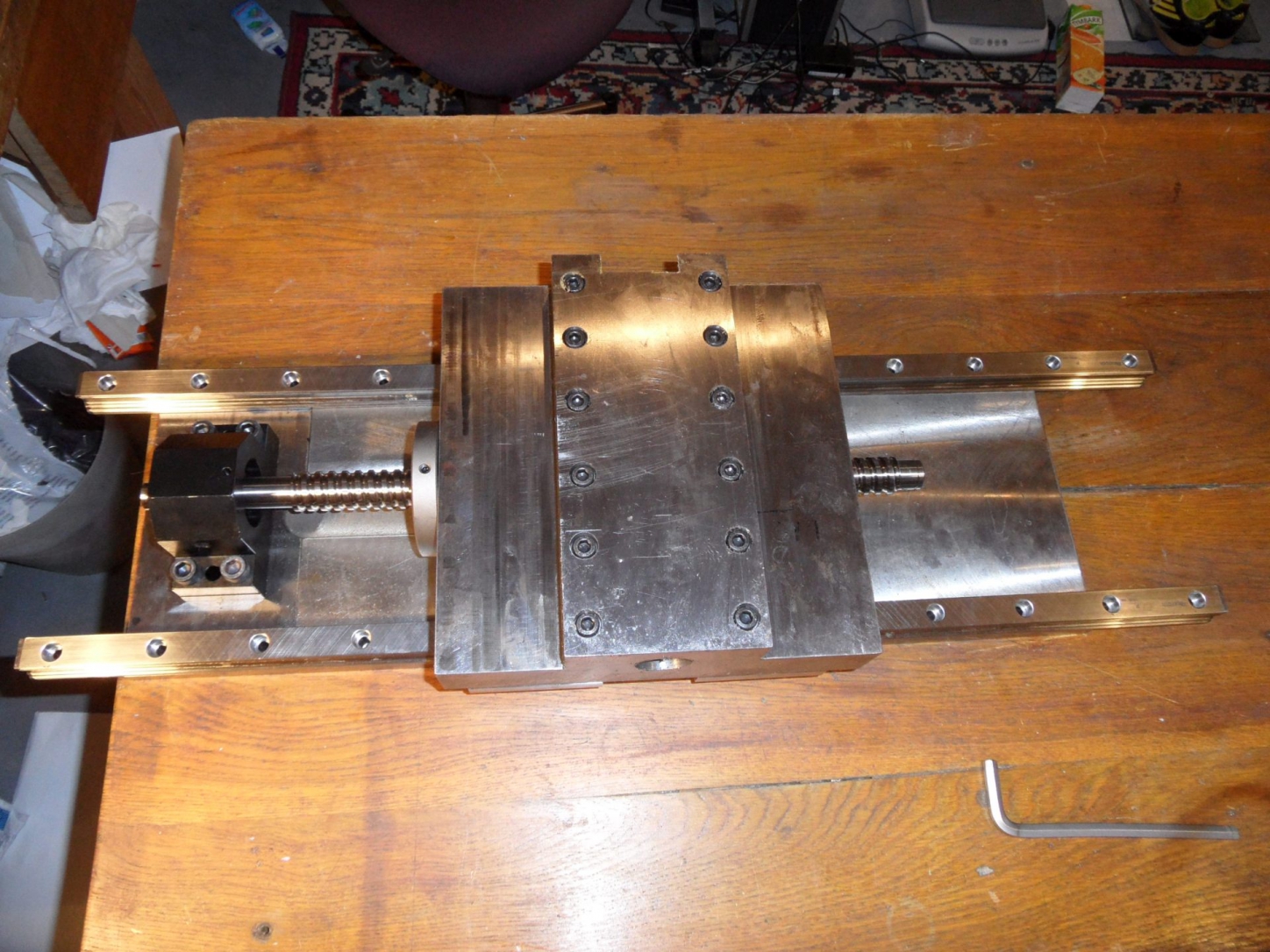
Teraz trzeba jakoś złożyć to wrzeciono

Zastanawiam się jednak czy nie zlecić to komuś, np jednemu koledze z forum
bo nie chciałbym tego źle zrobić. Dodatkowo nie mam jak sprawdzić
wyważenia.
Nurtuje mnie jeszcze jedna kwestia, czy zawieźć gdzieś wał wrzeciona żeby mi
przeszlifowali stożek czy też dopiero po złożeniu do wrzeciona do kupy
zrobić przyrząd i samemu przeszlifować ten stożek.









")

")