z jaką szybkością obrotową i posuwem wiertło 0.5...0.6 powinno wchodzić w laminat?
tj. zgodnie z jakąś słuszną teorią skrawania
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


")
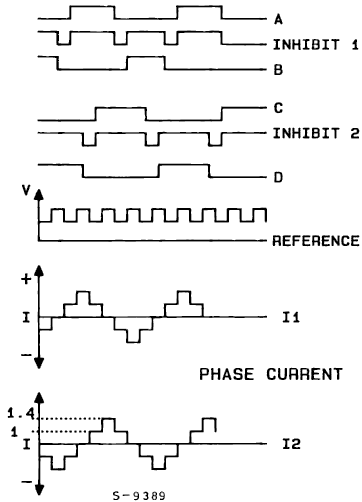
nie chodzi o synchronizacje tras... a synchronizację czoperów 297 - aby nie powstawały produkty intermodulacyjne... => czyli błędne krokigrzesiot pisze:synchronizacja silników jest nie potrzebna silnik osi x dojedzie do pkt x1 i czeka silnik osi y dojedzie do pkt y1 i czeka z opuszcza wiertarkę i podnosi itd.
dużo... u mnie w ręcznej wiertareczce na statywie ponoć jest 2800obr/minrockykon pisze: z tego co wiem obroty dochodza do 100 tys, a dziurki idą z częstotliwościa kilku Hz
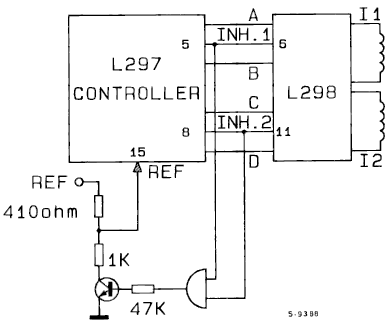
synchronizacja czoperów w sterownikach opartych na L297 - jest opisana w notach aplikacyjnychgrzesiot pisze:Szczerze powiem, że nie wiem jak podejść do sprawy synchronizacji kontrolera L297. Jedynie co mi przychodzi do głowy to sprawa wygaszenia IRLZ44 być może kroki są wydłużone przez poj. tranzyst.
czy chodzi tu o sygnał clk na nodze 1 układu l297grzesiot pisze:Jeśli dobrze zrozumiałem to clk ma być ten sam dla wszystkich L297 . W moim programie tak to działa w cyklu jednego przerwania timera setowane lub resetowane są porty dla clk l297 dla osi x i y
może warto przeprowadzić jakiś elementarny test gubienia/zyskiwania krokówgrzesiot pisze:wówczas pkty układu drugiego są przesunięte wzgledem pierwszego o parę milsów z tym że mieszczą się dziury tych układów w padach






")

