



Witam,
Mam pytanko: jak zamocować kilka profili prostokątnych na stole frezarki by móc wyfrezować w nich rowki. Chciałbym użyć standardowych elementów pozycjonujących i mocujących wykorzystujących rowki teowe, bez wykonywania przyrządu mocującego. I aby montaż następnej partii był szybki, aż hoho;)
Minęło już trochę czasu gdy ostatni raz bawiłem się we frezarstwo i mam pustkę w głowie. Brak mi odpowiedniej nomenklatury by zadać odpowiednie pytania wujkowi google.
Jak to zamocować?
-
zdzislawes
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 5
- Posty: 33
- Rejestracja: 12 gru 2008, 10:19
- Lokalizacja: Killarney



-
Pneumokok
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 989
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
Witam,
Niech Kolega użyje łap dociskowych, np coś takiego:

albo coś takiego

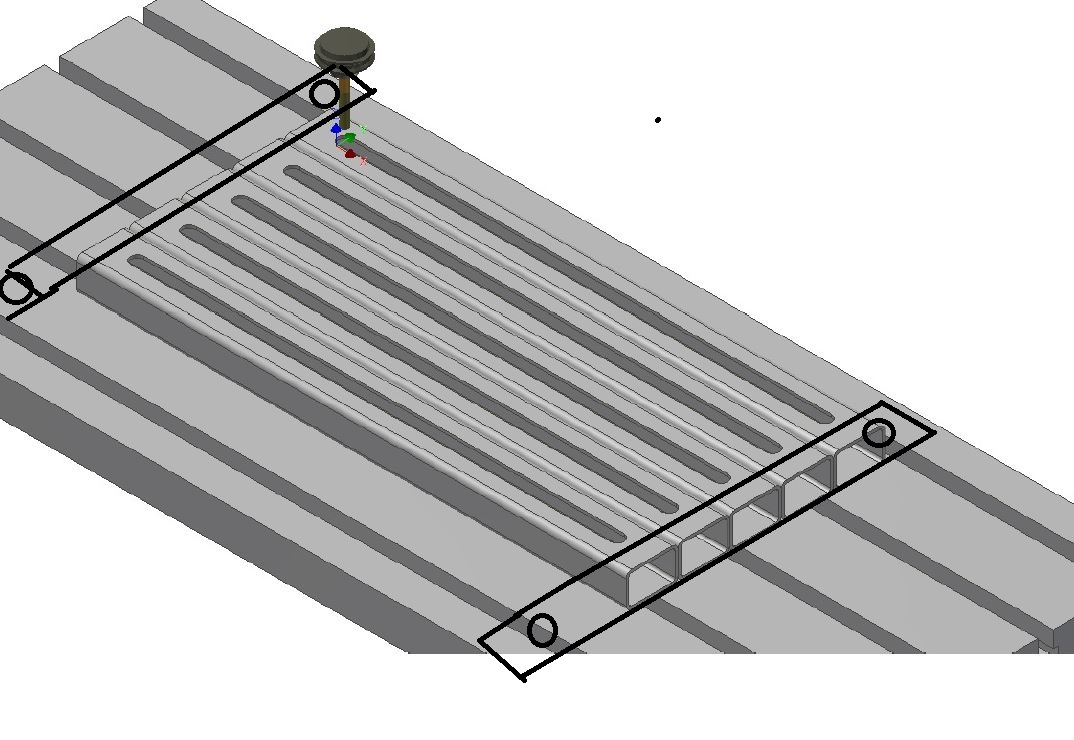
generalnie jest dużo róznych typów docisków. Oczywiście to tylko mocowanie. Jeszcze by wypadało zamocować na stole coś co będzie robiło jako baza do obróbki żeby tylko zmieniać sztuki i zielony Wydaje mi się, że trzeba będzie zrobić osobną bazę dla każdej sztuki bo jesli Kolega zamocuje takie profile obok siebie (jak na rysunku) to w kazdej sztuce rowek będzie w innym miejscu, bo profile nie zawse mają taką samą szerokość. Tak mi się wydaje . A nie możnaby robić po jednej sztuce? Wtedy tylko jedna baza. Niestety ekspertem nie jestem. Może ktoś z większym doświadczeniem się wypowie.
żeby tylko zmieniać sztuki i zielony Wydaje mi się, że trzeba będzie zrobić osobną bazę dla każdej sztuki bo jesli Kolega zamocuje takie profile obok siebie (jak na rysunku) to w kazdej sztuce rowek będzie w innym miejscu, bo profile nie zawse mają taką samą szerokość. Tak mi się wydaje . A nie możnaby robić po jednej sztuce? Wtedy tylko jedna baza. Niestety ekspertem nie jestem. Może ktoś z większym doświadczeniem się wypowie.
Pozdrawiam
Niech Kolega użyje łap dociskowych, np coś takiego:
albo coś takiego
generalnie jest dużo róznych typów docisków. Oczywiście to tylko mocowanie. Jeszcze by wypadało zamocować na stole coś co będzie robiło jako baza do obróbki
Pozdrawiam
Jeżeli pomogłem kliknij pomógł
-
zdzislawes
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 5
- Posty: 33
- Rejestracja: 12 gru 2008, 10:19
- Lokalizacja: Killarney
Możliwe, że powininienem dodać więcej szczegółów: maszyna Brigdeport VMC 1000 ze sterowaniem Heid. 410, stół 1150x490 mm, rowki są 18 mm. Wykonana w 1998 w UK na zamówienie (specjalny przyrząd do frezowania otworów w rurkach, w tej chwili usuniety).
Maszyna stoi od 4 lat nieużywana a wcześniej przez 5 lat używana była sporadycznie. Nikt nie pamięta jak ją obsługiwać. I teraz moje zadanie (sam sobie je wyznaczyłem - chora ambicja): uruchomić ją i wykonywać frezarską robotę w firmie a nie na zewnątrz. W pracy używam Inventora a ponieważ Autodesk dodał do pakietu, za darmo, moduł CAM HSM Express, więc nic tylko zacząć tworzyć programy obróbcze. Frezowanie rowków to prosta robota i nie chcę przestraszyć szefostwo kosztami jej uruchomienia. Dlatego szukam sposobów aby zminimalizować koszta do minimum. Kable już mam do transferu danych, frezik w drodze, więc czas dla mnie zaczynać.
Do burzaxxx: Z płytkami to dobry pomysł, ma pudełko ich na stanie, może da się ułożyć 18 mm. Dzięki. Możesz podać nazwy firm, które produkują tego typu akcesoria, tzn łapy dociskowe, kołki ustalające, itp? Oglądałem tylko stronę kipp.pl.
Pneumokok: im więcej profili na stole tym mniej czasu straconego na załadunek i rozładunek, szczególnie, że samego frezowania nie ma za dużo.
Maszyna stoi od 4 lat nieużywana a wcześniej przez 5 lat używana była sporadycznie. Nikt nie pamięta jak ją obsługiwać. I teraz moje zadanie (sam sobie je wyznaczyłem - chora ambicja): uruchomić ją i wykonywać frezarską robotę w firmie a nie na zewnątrz. W pracy używam Inventora a ponieważ Autodesk dodał do pakietu, za darmo, moduł CAM HSM Express, więc nic tylko zacząć tworzyć programy obróbcze. Frezowanie rowków to prosta robota i nie chcę przestraszyć szefostwo kosztami jej uruchomienia. Dlatego szukam sposobów aby zminimalizować koszta do minimum. Kable już mam do transferu danych, frezik w drodze, więc czas dla mnie zaczynać.
Do burzaxxx: Z płytkami to dobry pomysł, ma pudełko ich na stanie, może da się ułożyć 18 mm. Dzięki. Możesz podać nazwy firm, które produkują tego typu akcesoria, tzn łapy dociskowe, kołki ustalające, itp? Oglądałem tylko stronę kipp.pl.
Pneumokok: im więcej profili na stole tym mniej czasu straconego na załadunek i rozładunek, szczególnie, że samego frezowania nie ma za dużo.
")
-
zdzislawes
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 5
- Posty: 33
- Rejestracja: 12 gru 2008, 10:19
- Lokalizacja: Killarney
-
Pneumokok
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 989
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
A jeszcze jedno pytanie. Jeśli chce Kolega używać CAM'a to czy ma Kolega dobry postprocesor do tej maszyny?zdzislawes pisze:... a ponieważ Autodesk dodał do pakietu, za darmo, moduł CAM HSM Express, więc nic tylko zacząć tworzyć programy obróbcze.
Racjazdzislawes pisze:Pneumokok: im więcej profili na stole tym mniej czasu straconego na załadunek i rozładunek, szczególnie, że samego frezowania nie ma za dużo.
Jeżeli pomogłem kliknij pomógł
-
zdzislawes
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 5
- Posty: 33
- Rejestracja: 12 gru 2008, 10:19
- Lokalizacja: Killarney






