Witam,
Gaspar dzięki za rady, nabyłem już siłownik festo fi63 x 510, cad mówi że moja Z będzie ważyć 120 kg bez silnika wrzeciona, w każdym razie nie powinna przekroczyć 150 kg więc siłownik powinien sobie dać spokojnie radę.
Zrobiłem docelowy model Z i poddaje go waszej ocenie. Może komuś sie rzuci w oczy coś co pominąłem a co utrudni mi potem życie. Będę bardzo wdzięczny za podpowiedzi.
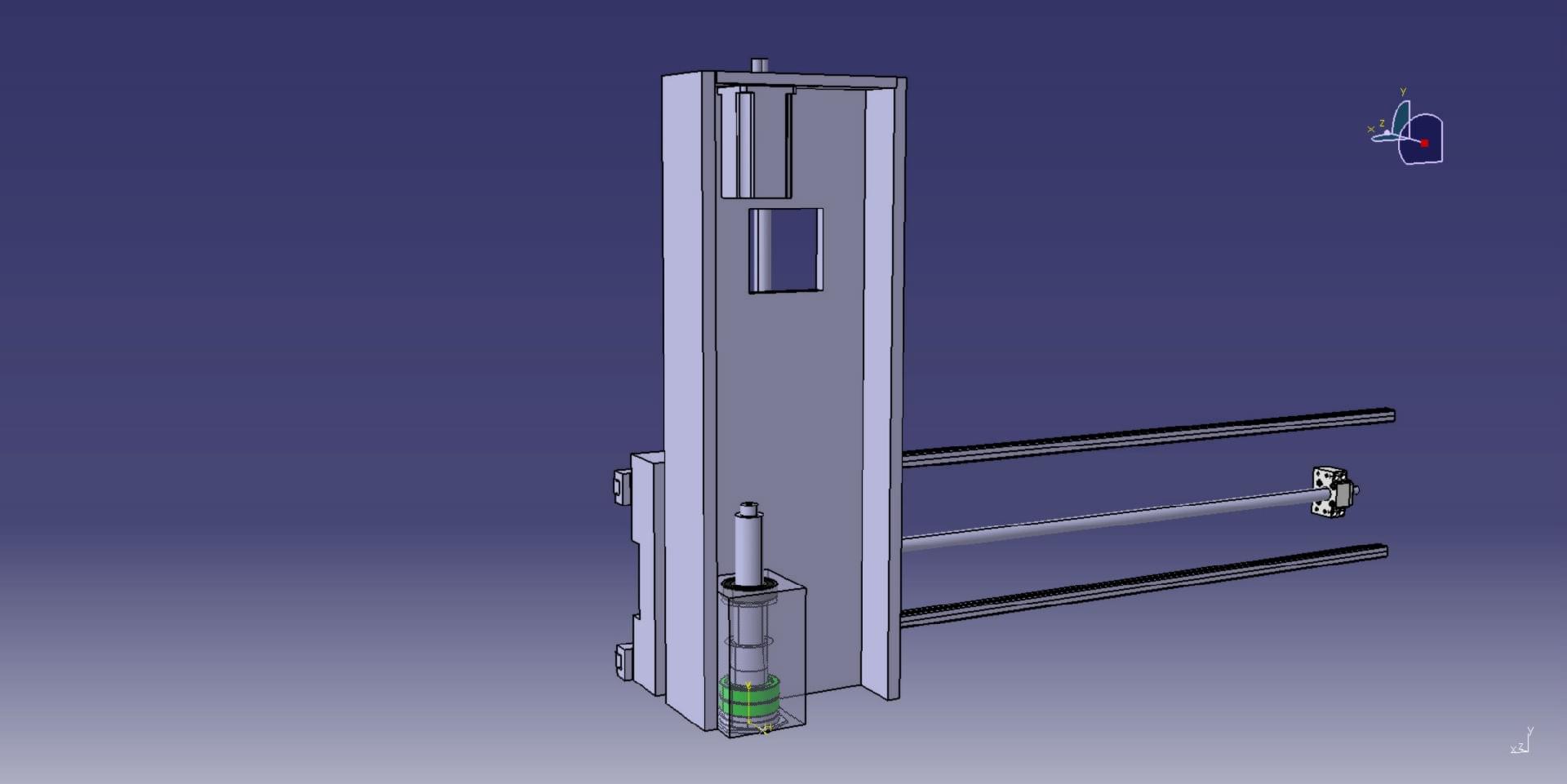
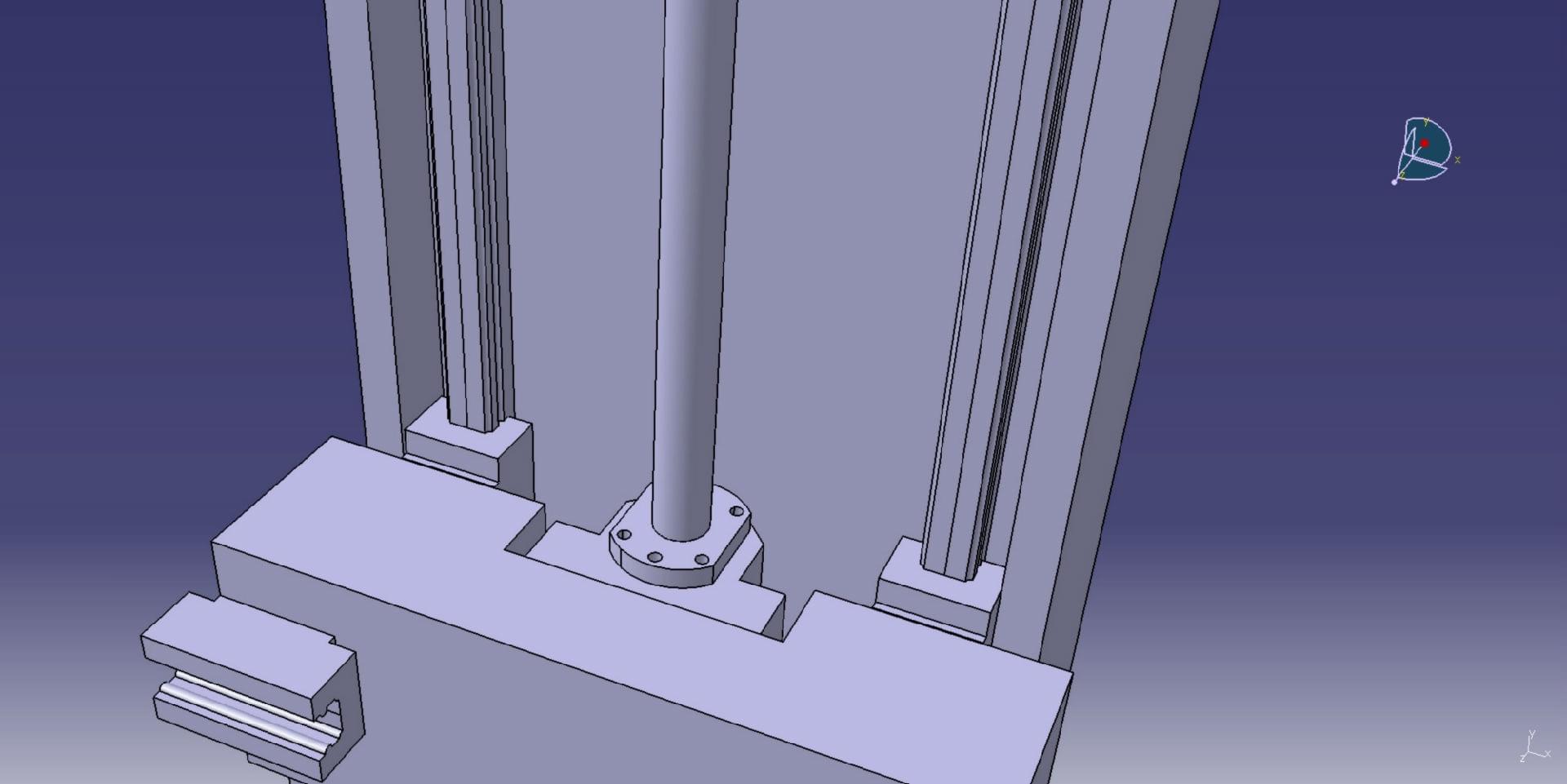
Poniżej ogólny widok osi z z krzyżakiem x.
Krótka charakterystyka:
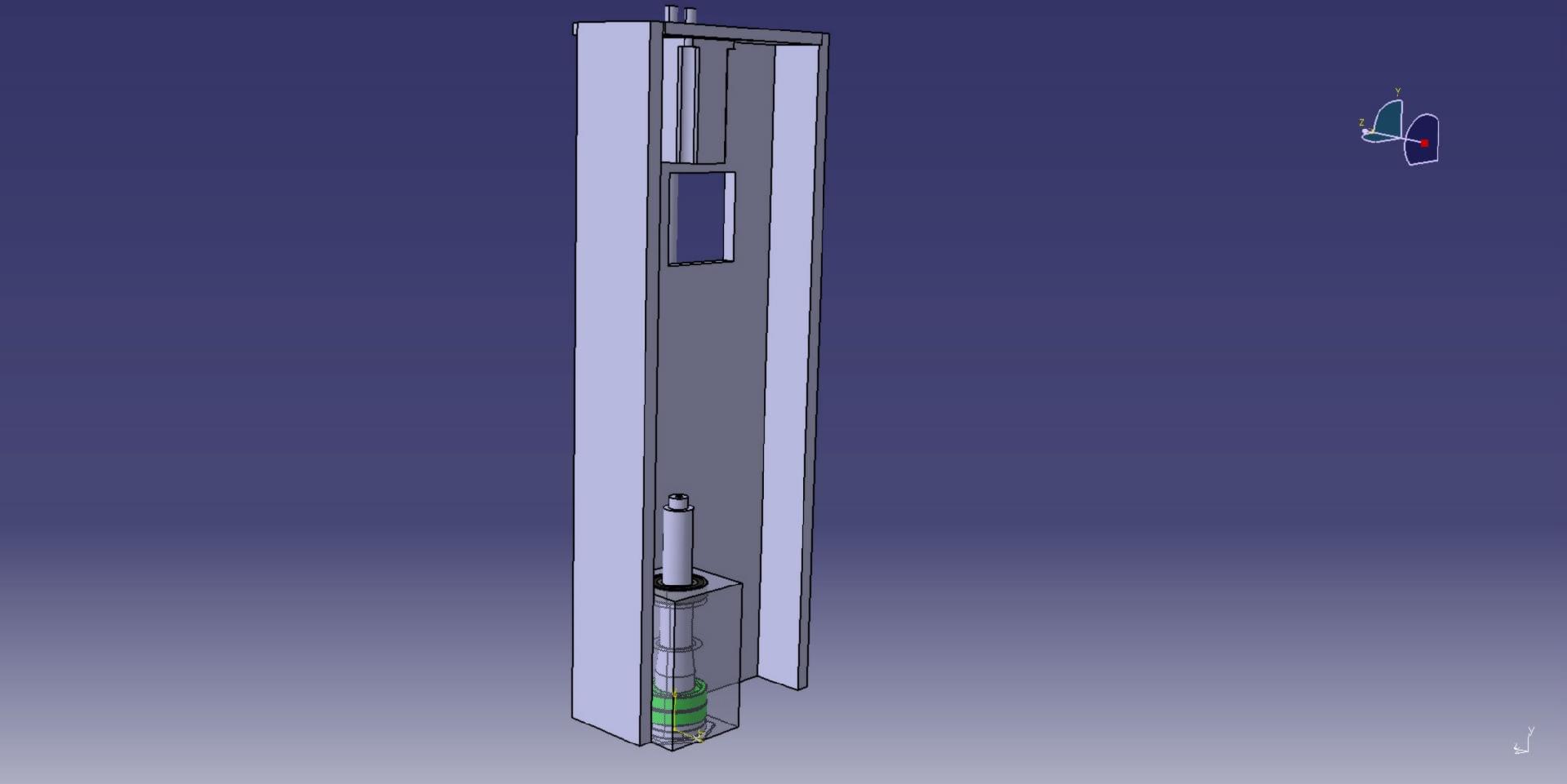
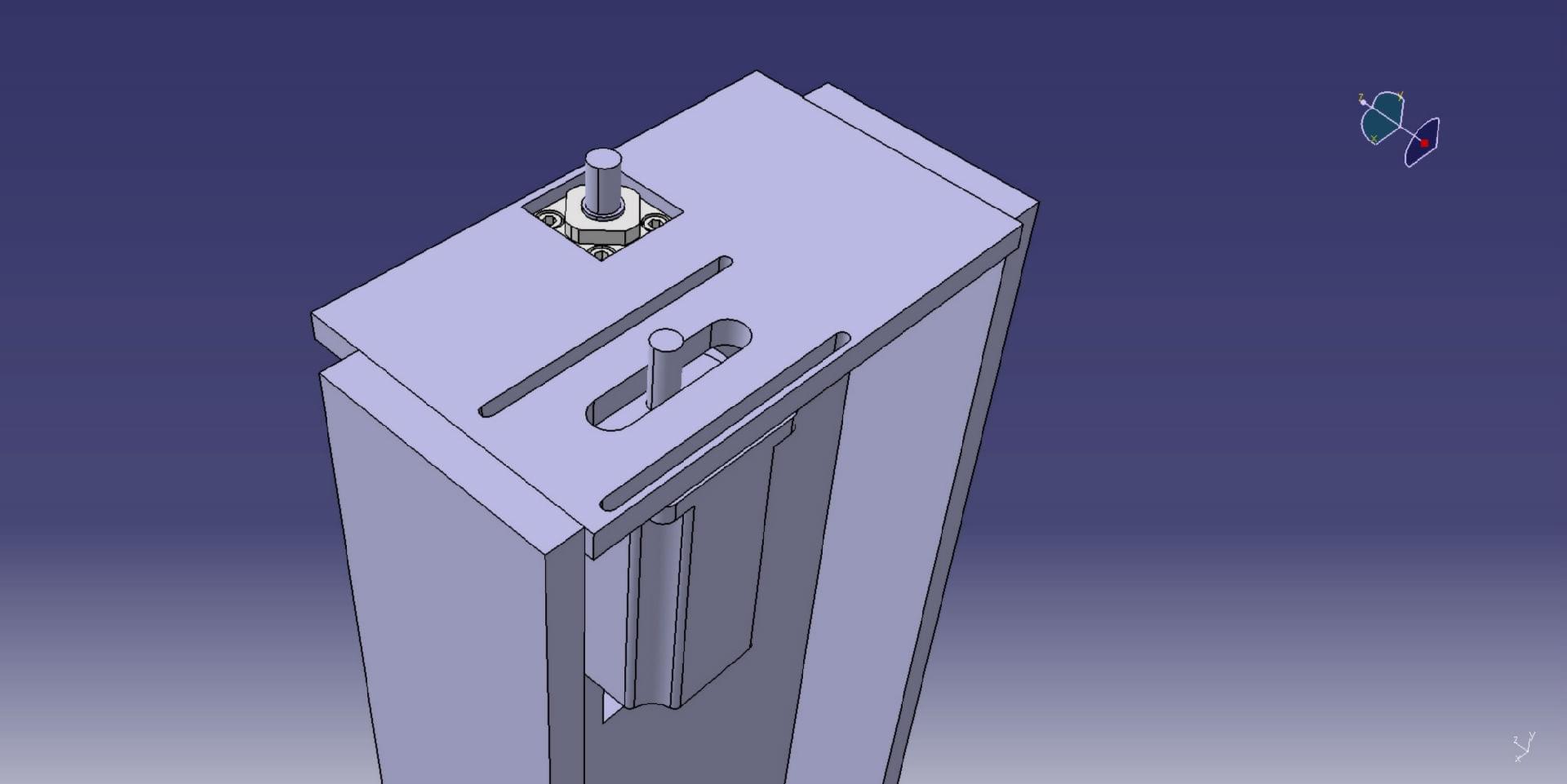
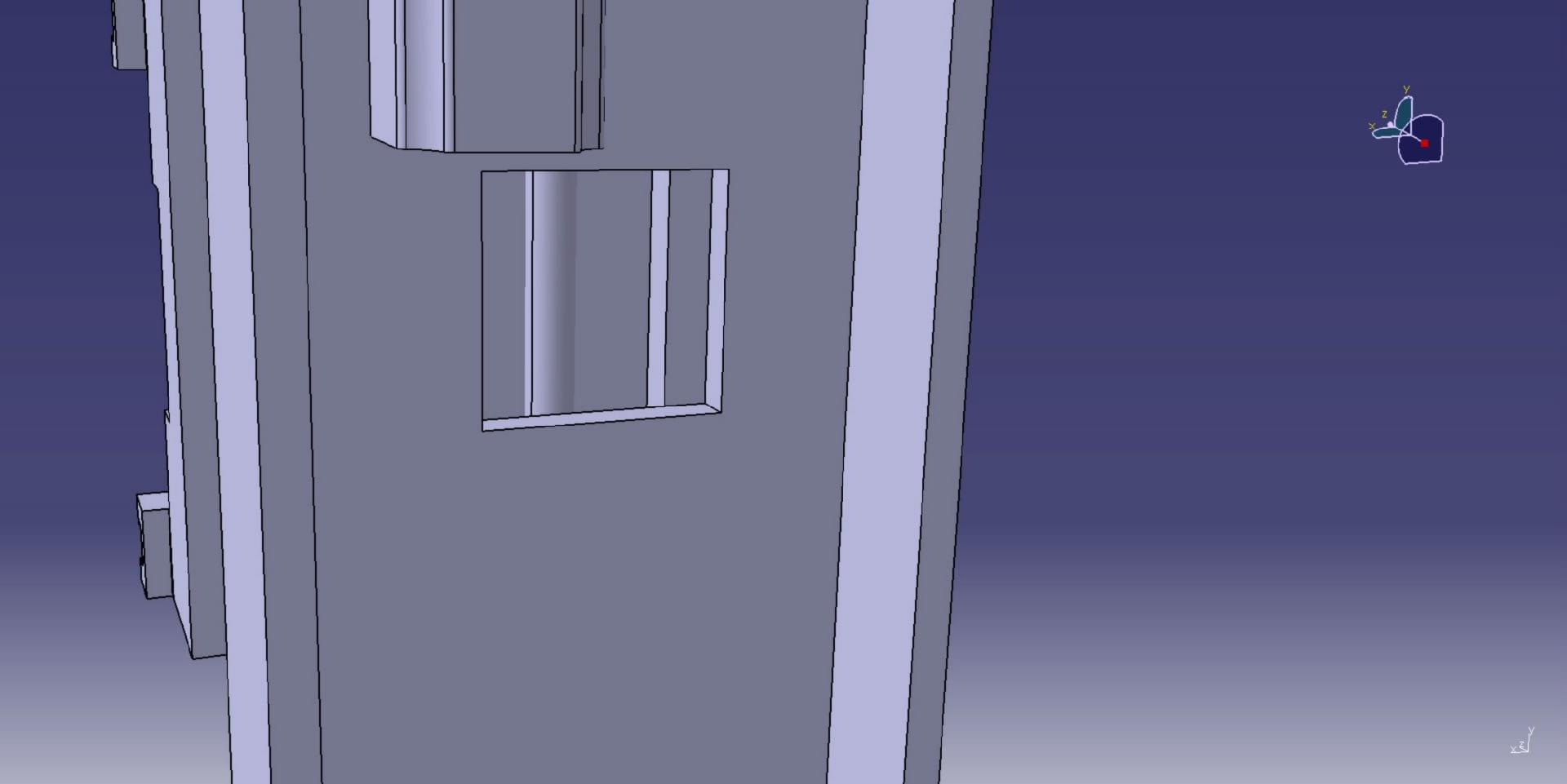
Materiał stal, blachy 20 i 15 mm. płyta podstawy grubości 20 mm z otworem rewizyjnym do smarowania nakrętek osi Z i ustalania napięcia wstępnego. Boczne blachy osi Z grubości 20 mm z bazą która oprze się o blachę podstawową, blacha boczna przykręcona do blachy podstawowej. Blacha górna grubości 15 mm ( ze względu na ograniczoną długość wałka silnika), napinanie paska pomiędzy śrubą a silnikiem na fasolkach wyciętych w blasze górnej.
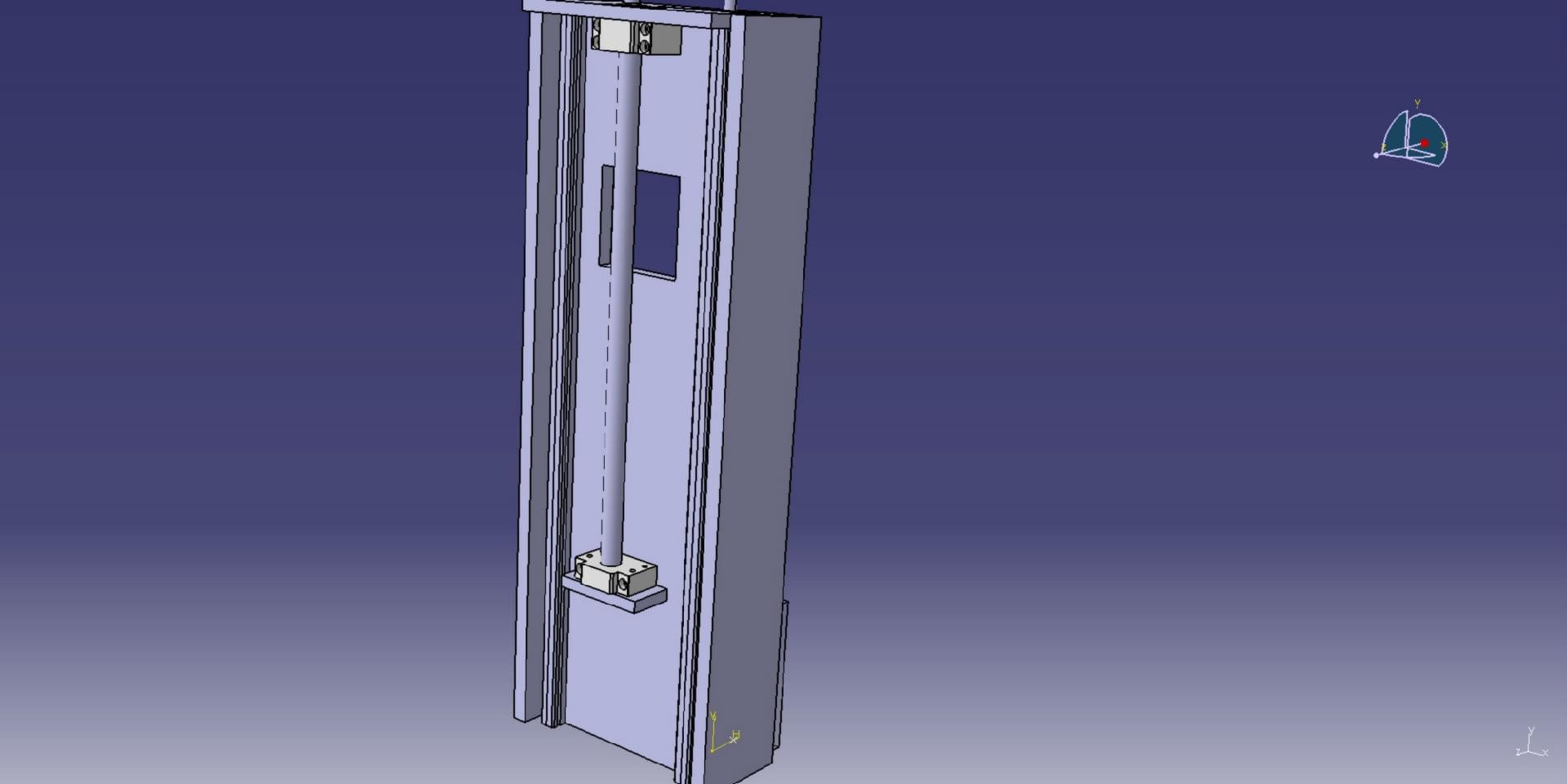
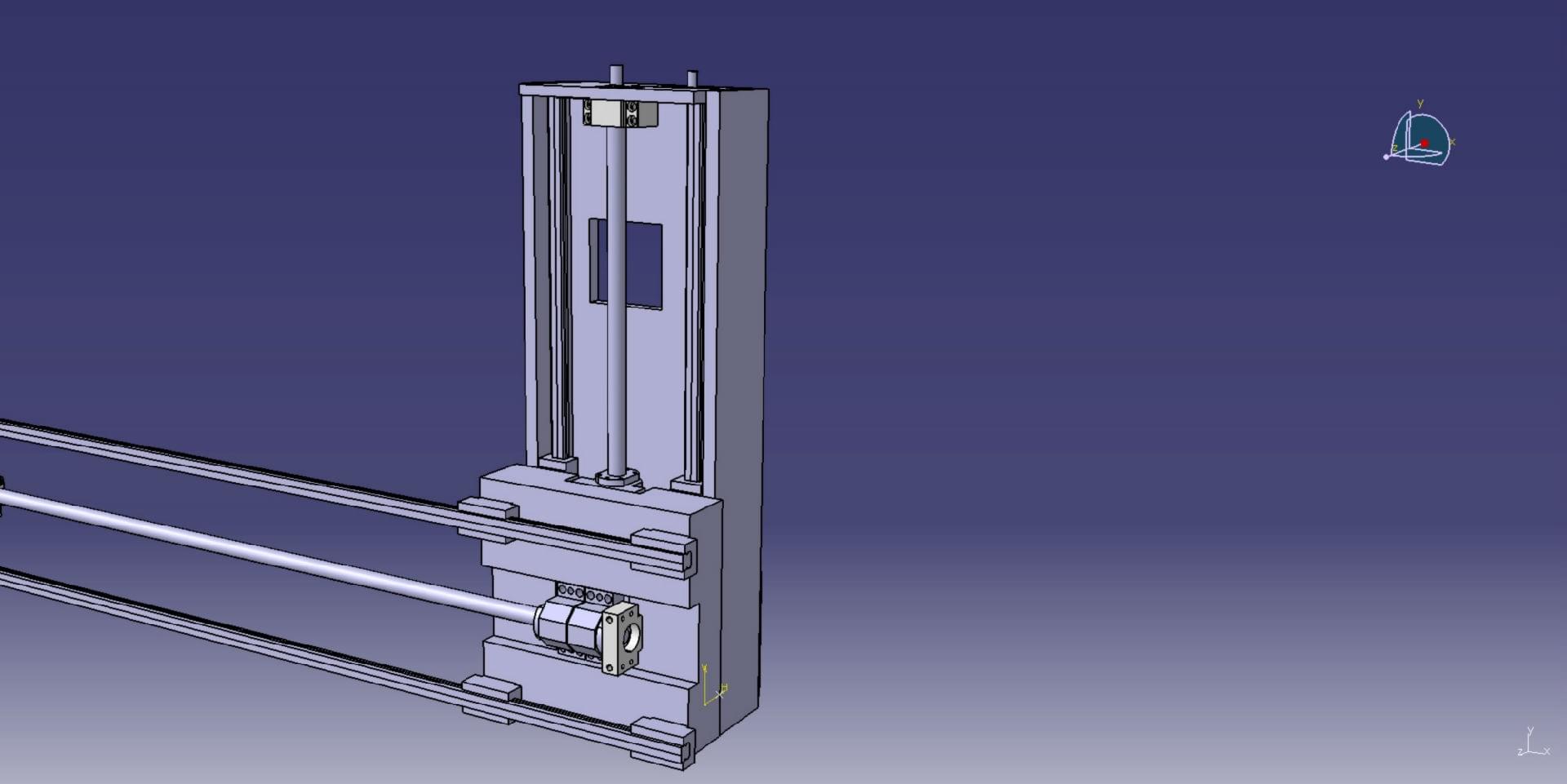
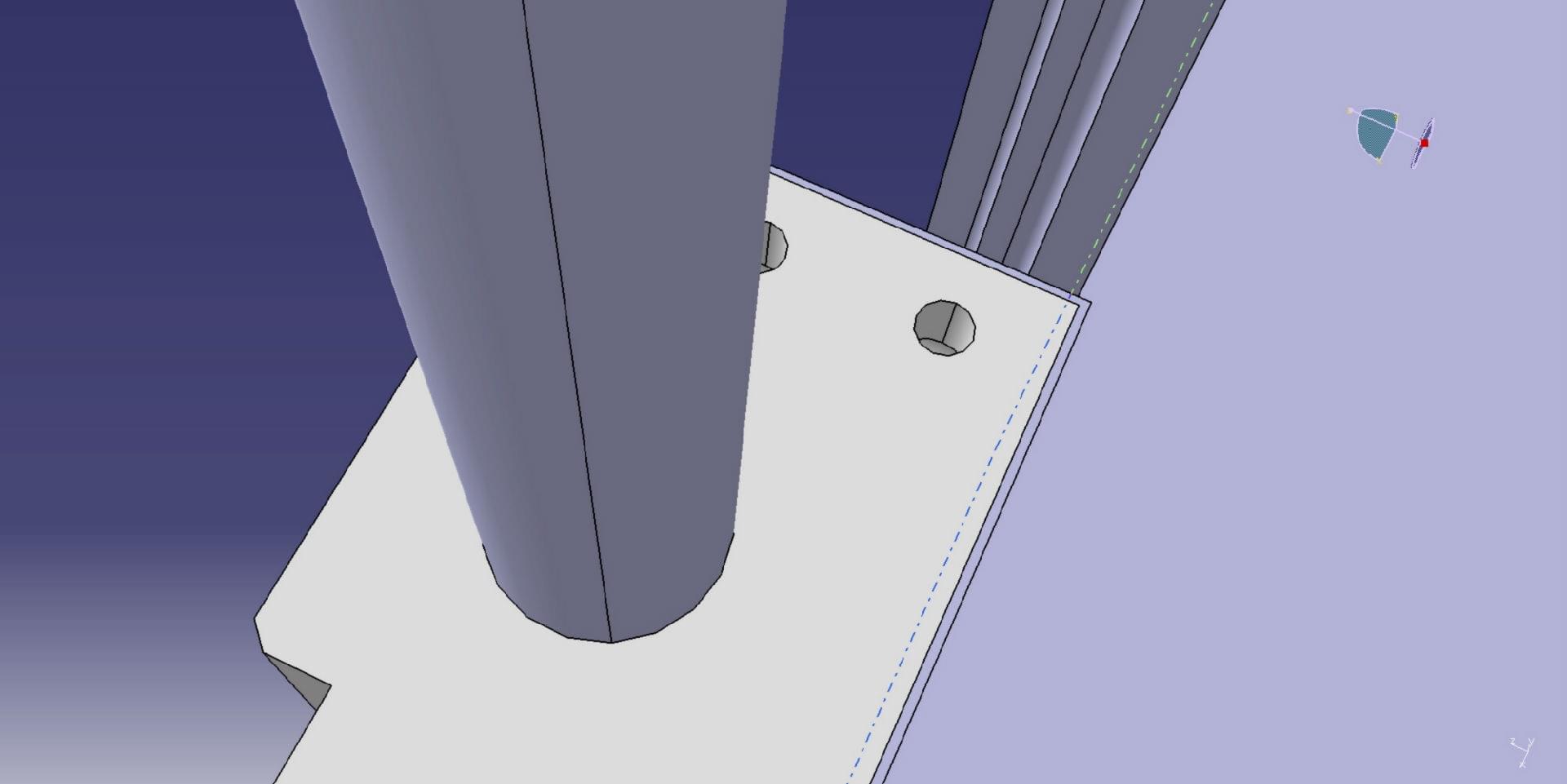
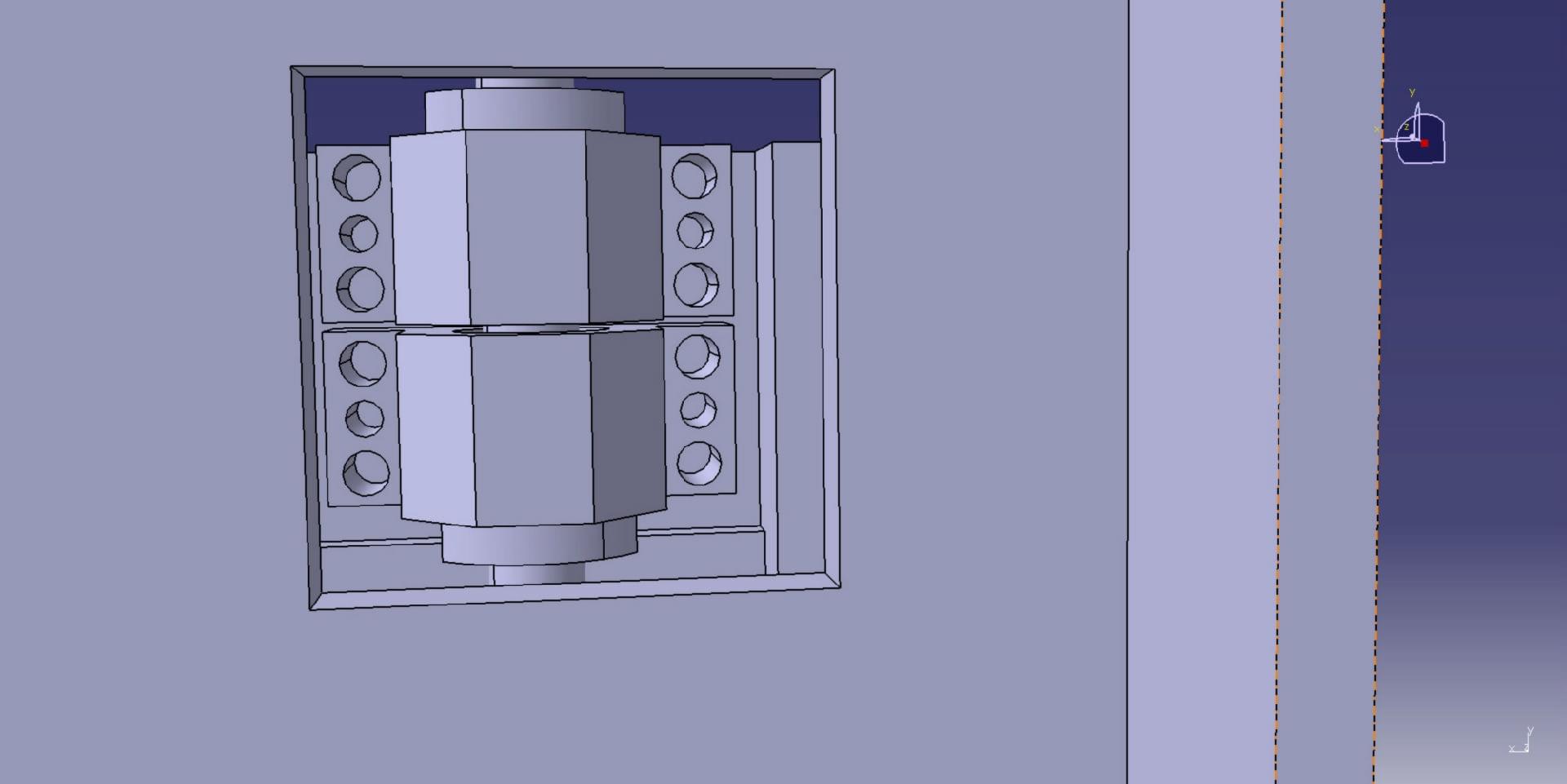
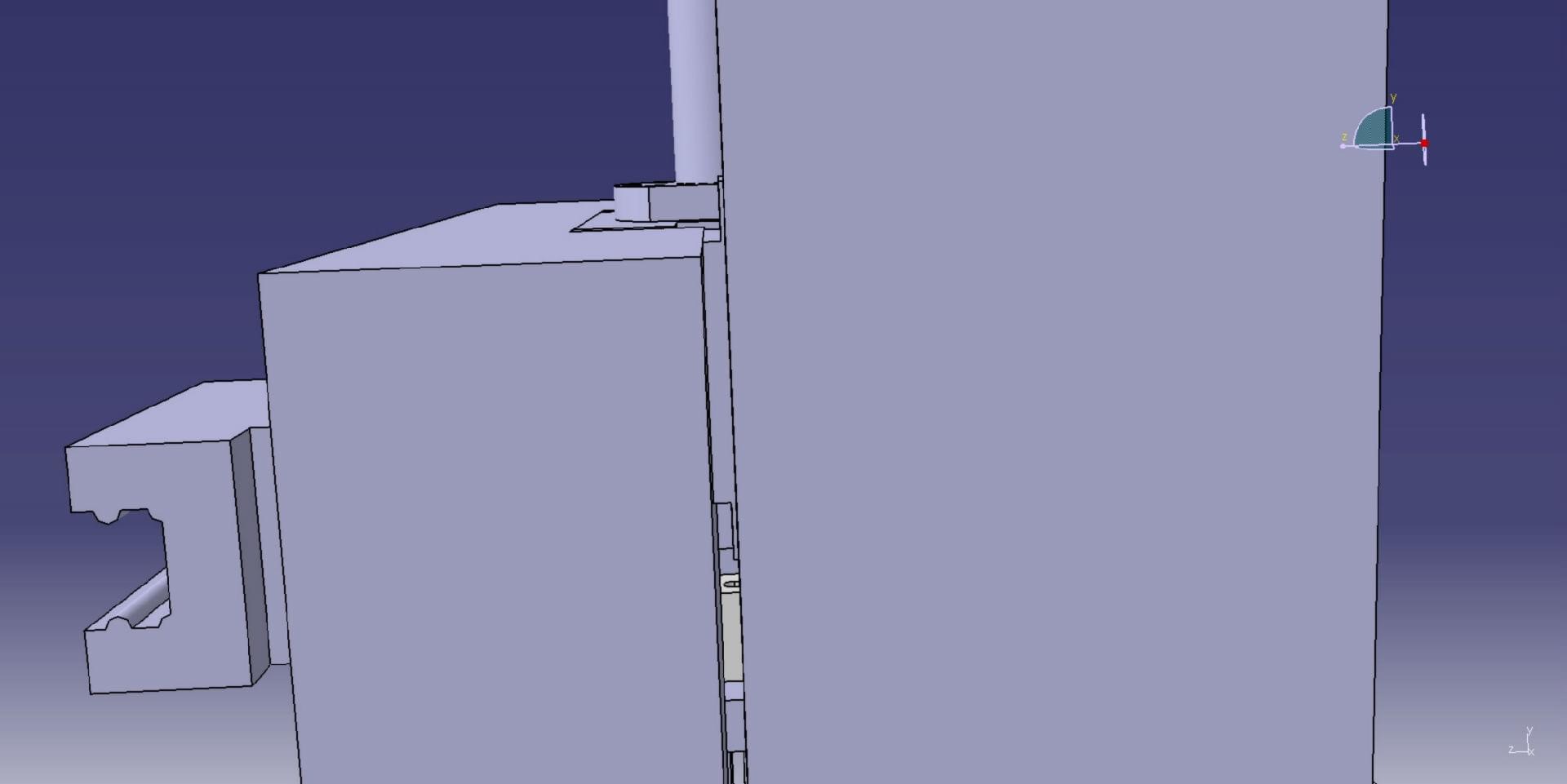
Szczególnie zależy mi żebyście wyrazili opinie na temat montażu bloków łożyskowych. Wymyśliłem sobie że bloki zamontuje do blachy górnej i małej blaszki pomocniczej pod blachą podstawową. Podstawa bloku będzie minimalnie oddalona od blachy osi Z. Dzieki takiemu montażowi po przykręceniu obudów nakrętek i przejechaniu od jednej do drugiej skrajnej pozycji równoległość śruby do prowadnic ustawi się praktycznie sama. W przypadku montażu do podstawy nie ma już żadnej regulacji a ja nie wierze jakość w idealną obróbkę a nie chciałbym żeby elementy niepotrzebnie zużywały się przez jakieś napięcia wynikające z tych odchyłek równoległości osi śrub i prowadnic.
Jeśli chodzi o krzyżak to skłaniam się jednak ku wykonaniu go z jednego kloca stali, w tym momencie ma on wymiar 350x350 i 85 mm grubości ale da się go jeszcze o jakieś 10-15 mm odchudzić. Muszę zorientować się ile będzie kosztowała mnie obróbka tego elementu. Mam nadzieje że wykonawca z którym dogaduje wykonanie wrzeciona podejmie się wykonanie całości.
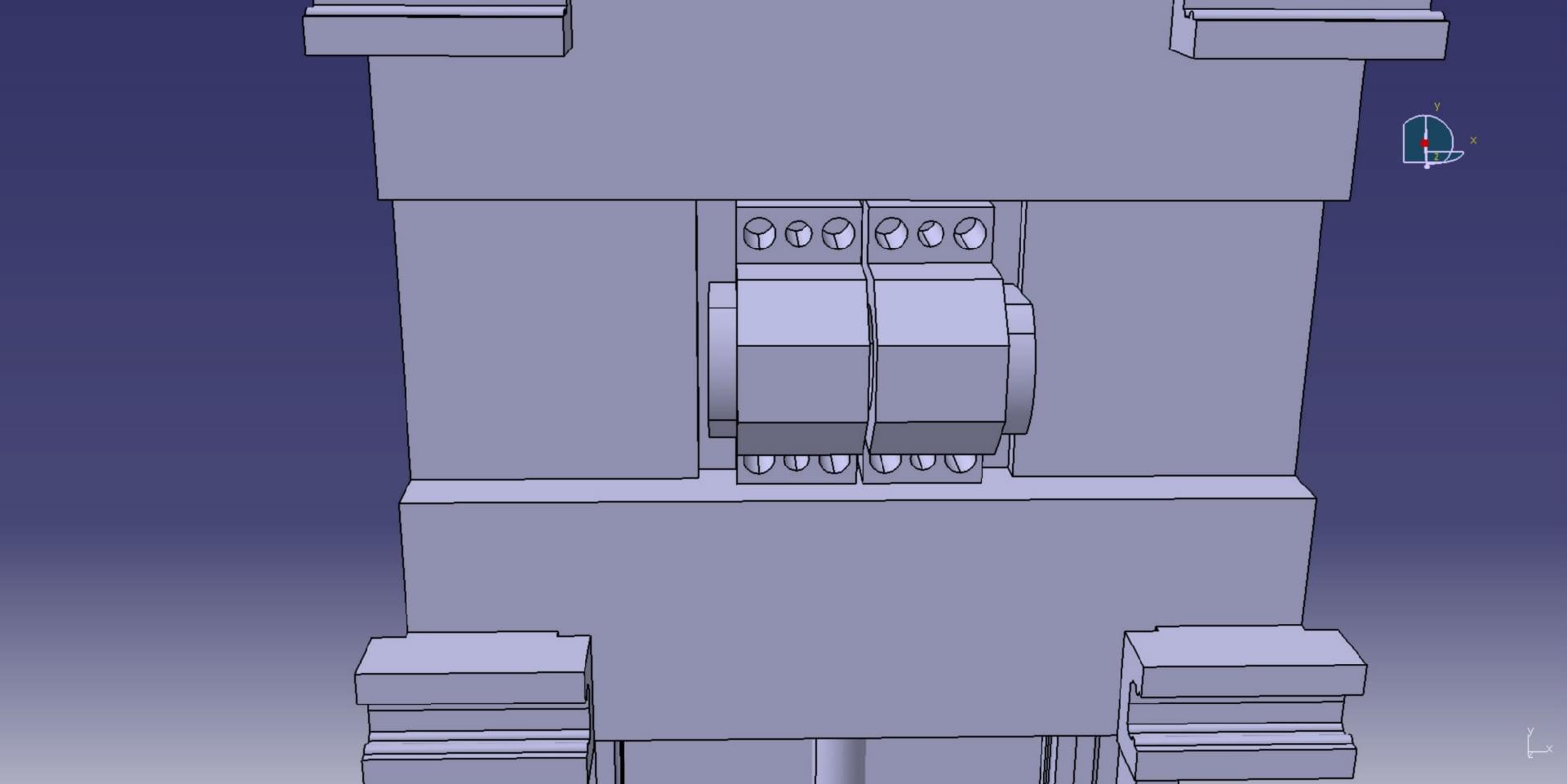
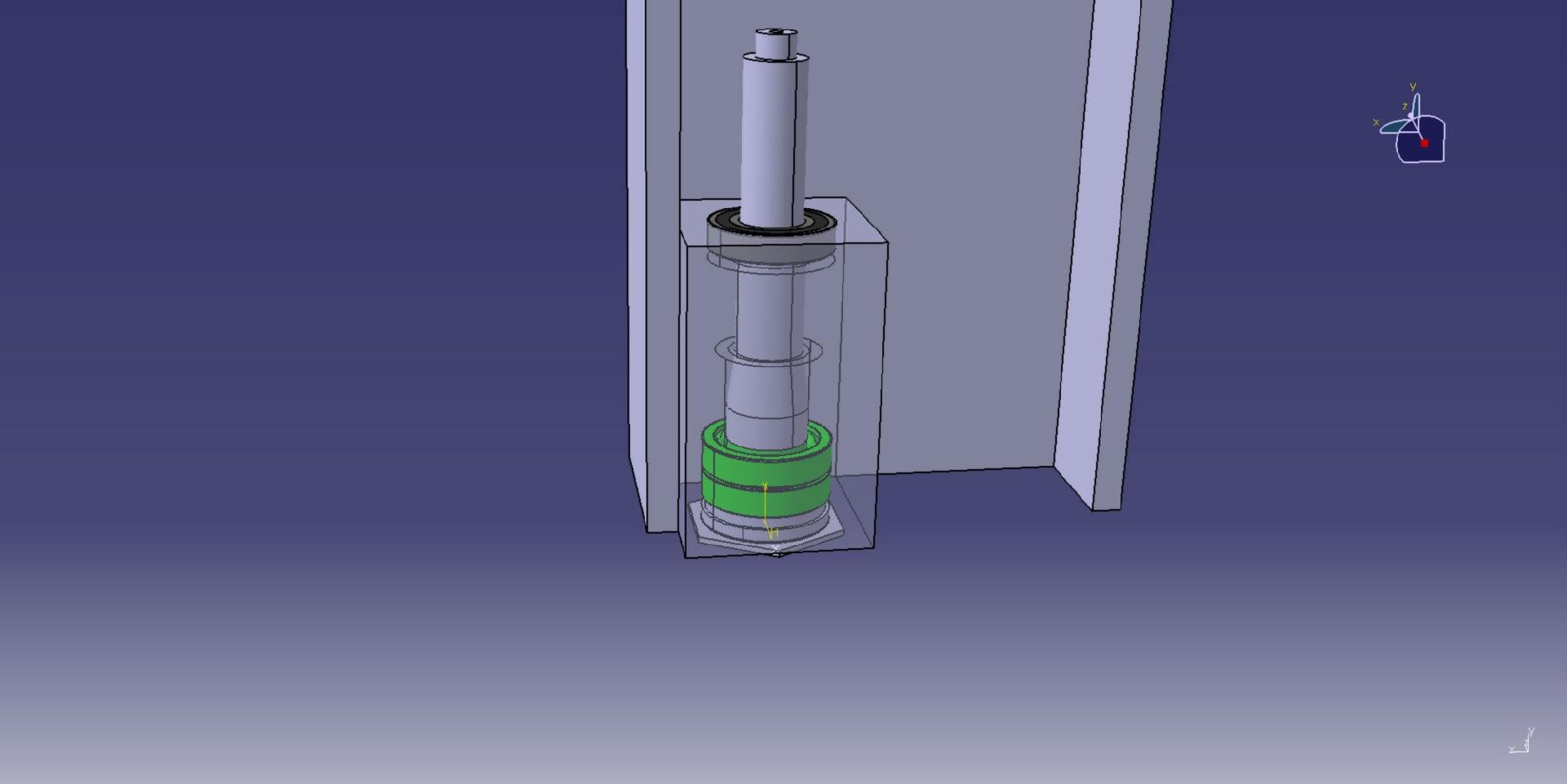
Sposób smarowania i napinania nakrętek osi Z pokazany na poniższym zdjęci.
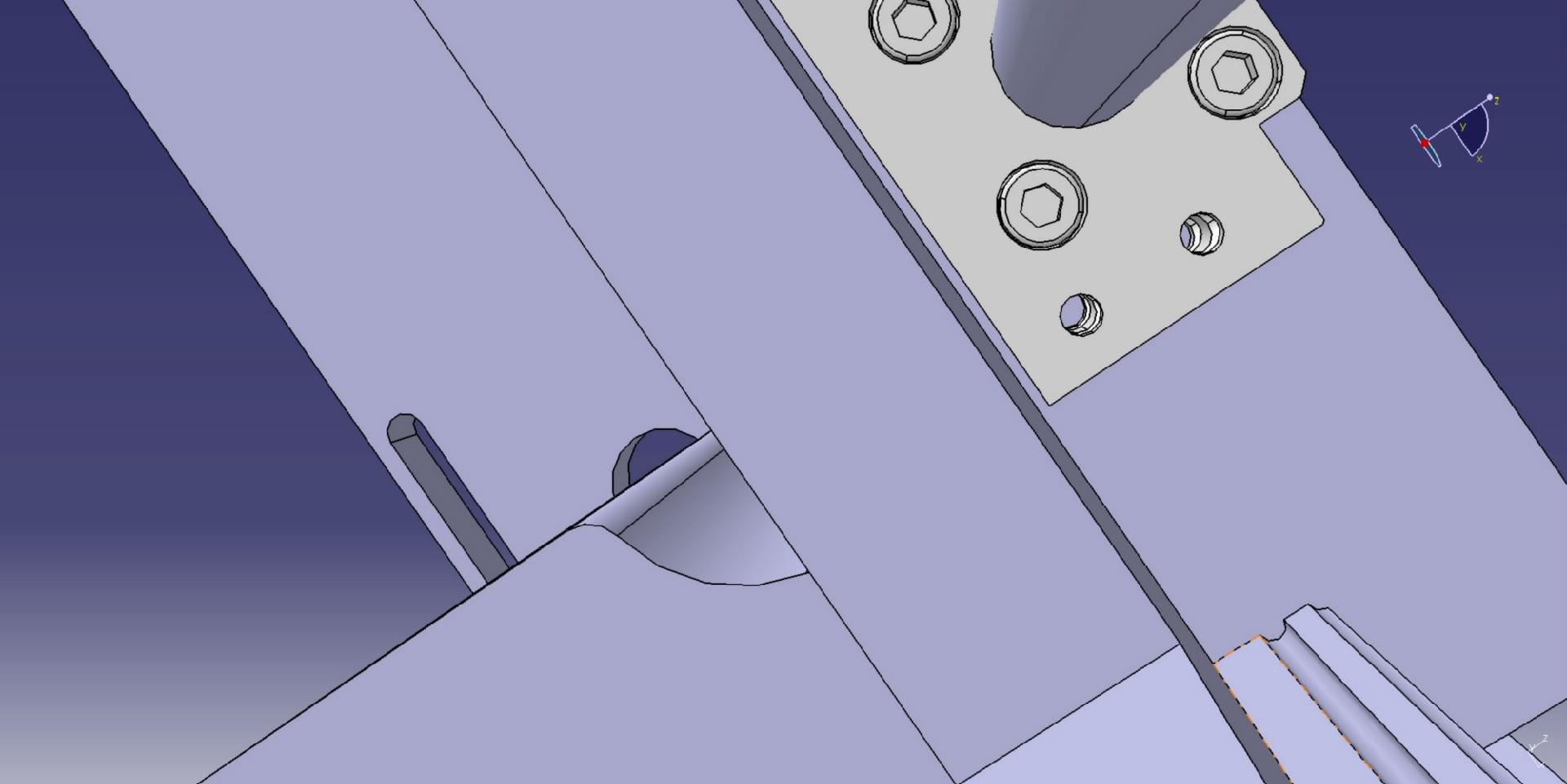
Obudowy nakretek osi X przykręcone będą śrubami przechodzącymi przez krzyżak, zjeżdzając osią Z nieco niżej zyskujemy dostęp do regulacji napięcia.
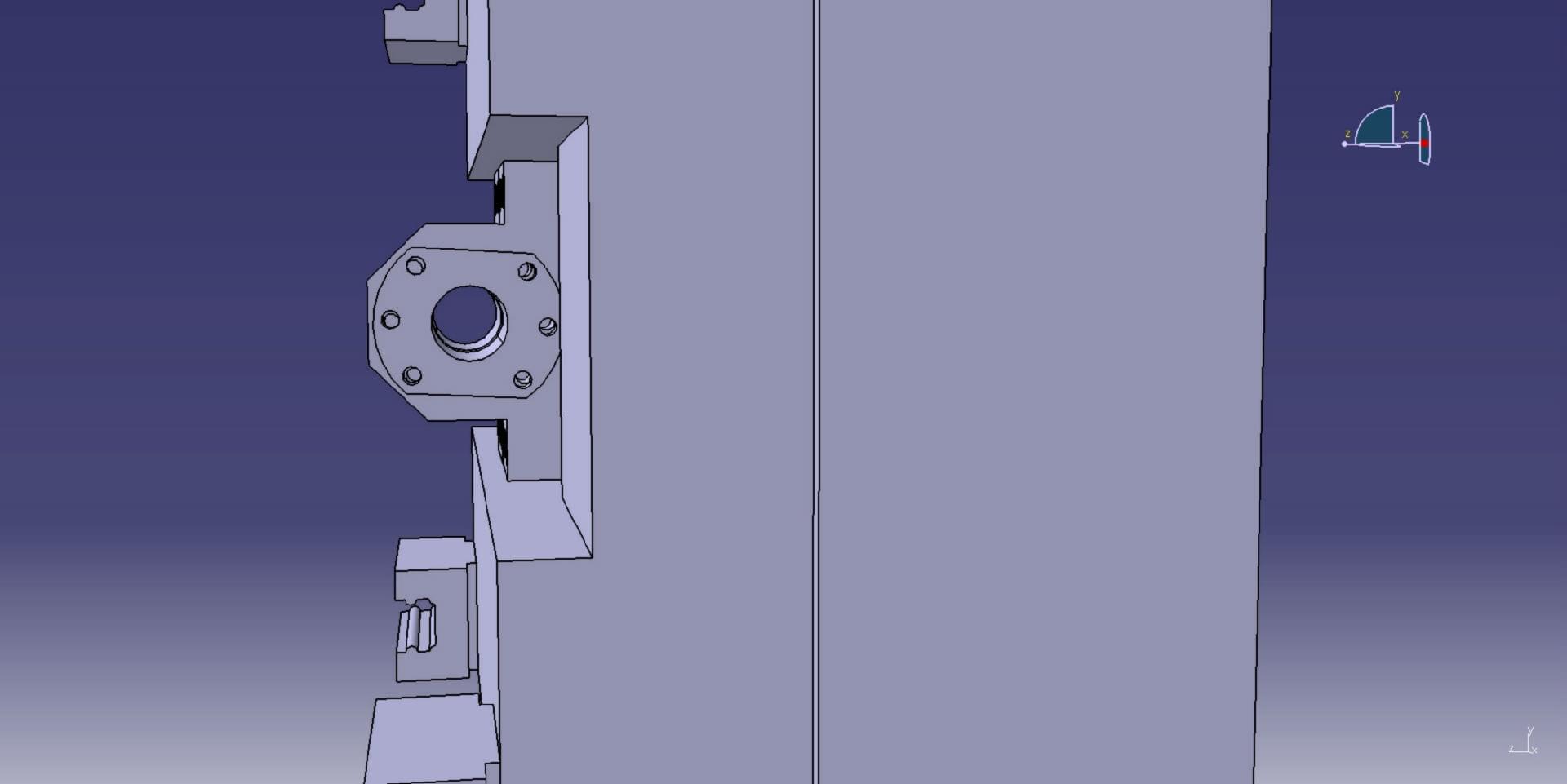
Wymyśliłem sobie że przy niewielkiej odległości bocznych blach osi Z od krzyżaka X będą one stanowić skuteczne osłony prowadnic przed brudem. Do tego można dołożyć jakieś gumowe przesłonki i powinno to się sprawdzać ale to temat na przyszłość.
Tak jak wyżej opisałem mam obcykany dostęp do każdej kalamitki, martwią mnie tylko nakrętki osi X, dostęp do nich będzie bardzo utrudniony. Czy macie jakieś patenty na to? Może da rade przedłużyć magistrale do smarowania i wyciągnąć kalamitki na brzeg krzyżaka?
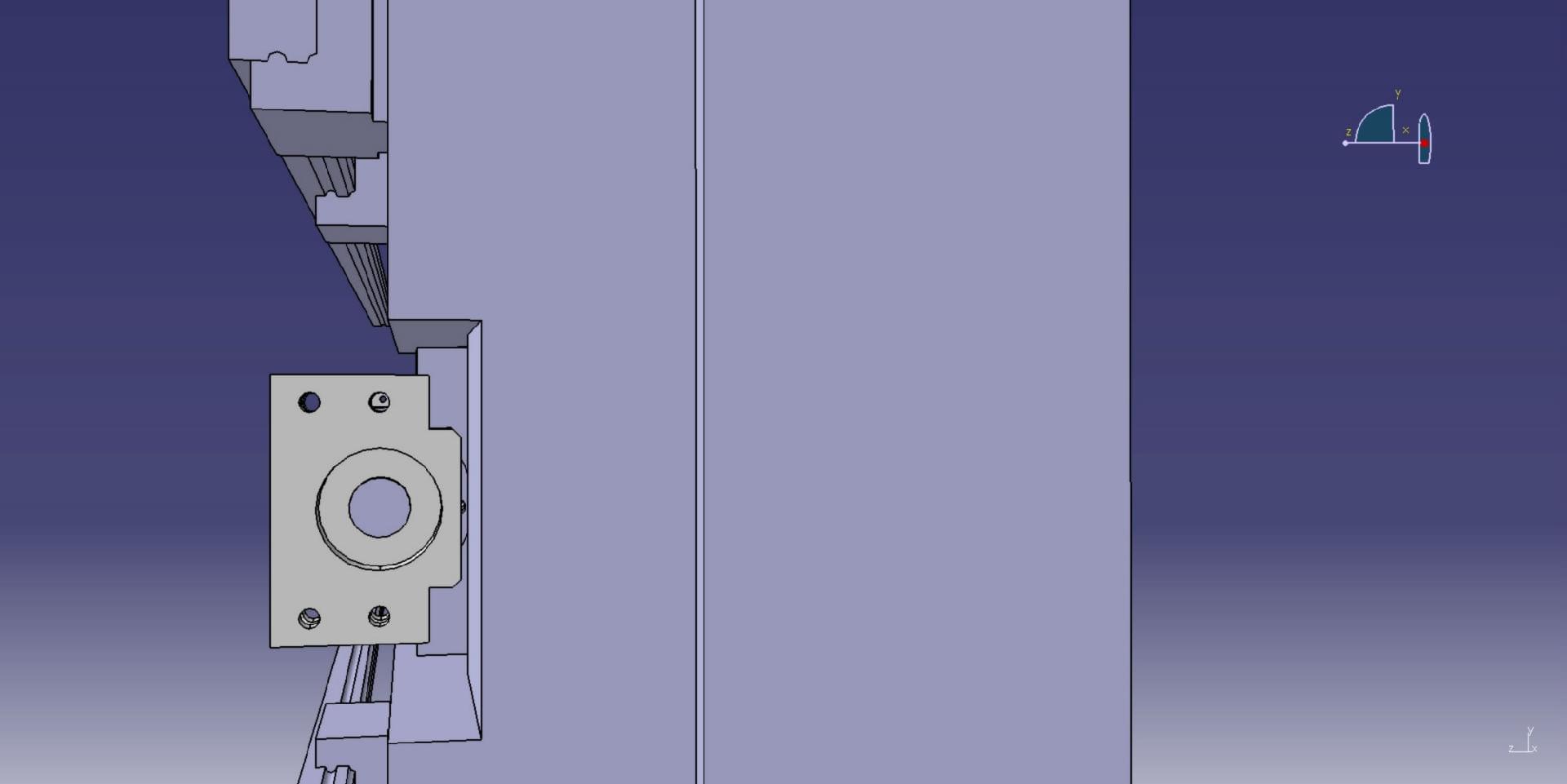
Przytulona do bocznej blachy obudowa wrzeciona powinna stanowić świetne podparcie, z tej strony chciałbym zamocować imak do noży tokarskich.
Siłownik będzie zamocowany do krzyżaka, będzie wystawał ponad oś Z w momencie jej minimalnej pozycji ale to nie problem. Krzyżak będzie nad prowdnicami Y więc siłownik nie ograniczy pola roboczego.
Z jakiego materiału wykonać krzyżak? Myślę że przy takich przekrojach nie ma sensu stosowania jakiejś specjalnie wytrzymałej stali. Ile mniejwięcej kosztuje kg stali w składzie bo szczerze powiem nie mam pojęcia. Gdzie można kupić taki kawał stali w Warszawie? Mam wrażenie że o wielu rzeczach zapomniałem ale mam nadzieje że samo wyjdzie

.
Pozdrawiam




")
")

")


")






