



Nóż do rowków 1,5mm
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
No bo spotkałem się z wieloma negatywnymi opiniami dotyczącymi wytrzymałości sklejki, jej odpornością na ścieranie itp. A im dłużej z nią pracuje, tym nabieram większego szacunku dla "mocy" jaka w niej drzemie. Np. teraz robię zębatki ze sklejki i poddaje je bardzo dużemu obciążeniu i za nic się sklejka nie chce poddać.
Tagi:


-
 GrafRamolo
GrafRamolo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
Sklejka wodoodporna i zawoskowana na gorąco wytrzyma trochę wody, jak ktoś chcę mieć w 100% wodoodporną to trzeba posmarować żywica epoksydową, najlepiej taką do budowy łódek . Inna sprawa, że ze sztywnością takiego wynalazku gorzej no i sklejka sama z siebie ma tendencje do paczenia się.
Do precyzyjnych robót polecam sklejkę szkutnicza albo lotniczą, dużo precyzyjniej wykonana i z lepszych gatunków drewna.
Do precyzyjnych robót polecam sklejkę szkutnicza albo lotniczą, dużo precyzyjniej wykonana i z lepszych gatunków drewna.
-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 7887
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
jak już coś z żywicą - to zapuścić próżniowo.
tylko to chyba więcej zabawy niż zrobić z jakiegoś alu .
poza tym - właściwie noże powinno się ostrzyć na ściernicach garnkowych .
chodzi o promień tarczy .
albo " dociągać " na powierzchni bocznej - co jest surowo zakazane przez poradniki
pozdrawiam.
jak już coś z żywicą - to zapuścić próżniowo.
tylko to chyba więcej zabawy niż zrobić z jakiegoś alu .
poza tym - właściwie noże powinno się ostrzyć na ściernicach garnkowych .
chodzi o promień tarczy .
albo " dociągać " na powierzchni bocznej - co jest surowo zakazane przez poradniki
pozdrawiam.
Mane Tekel Fares
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Temperatura dla HSS to jeden z czynników tępiących, bo rozhartowuje samą krawędź skrawania. Poniżej rozkład temperatur na nożu , wiórze, i materiale dla stali
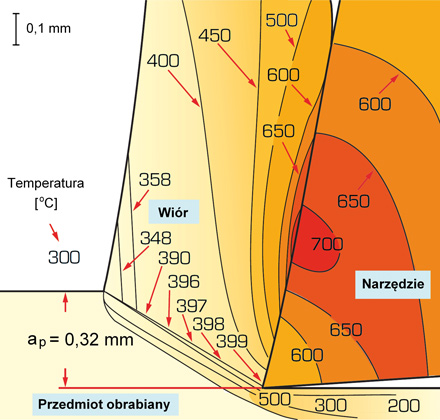
Jak widać temperatury są wysokie, i choć w aluminium będą z pewnością niższe, to jednak będą systematycznie cieniutką powierzchniową warstwę stali szybkotnącej osłabiać. Oczywiście zakładając optymalny kształt części tnącej i parametry obróbki dla danego materiału. Dodatkowy wzrost temperatury powodują też narosty powstające na krawędzi tnącej, które rozrywają (w mikroskali) materiał dzieląc go na wiór i caliznę. Mechanizm ten widać na filmie poniżej,
[youtube][/youtube]
dodatkowo narost psuje nam gładkość(chropowatość) powierzchni, widoczne jest to zwłaszcza w kolorowych.
Narosty powstają zawsze, należy je tylko jak najskuteczniej minimalizować, a to przez optymalną geometrię noża, a to przez chłodzenie/smarowanie. Sztywność maszyny i narzędzia, oraz ich wysokość do osi też odgrywają tu pewna rolę. Pisaliśmy o tym tu
https://www.cnc.info.pl/topics56/szukam ... 450,70.htm
a obszerniej o zagadnieniu znajdzie kolega m/innymi tu
http://www.tribologia.org/ptt/p50lat.htm
W geometrii noża HSS zwłaszcza do kolorowych niebagatelną role odgrywa kanałek spływu wióra, który poprawia szybkość "odejścia' wióra od krawędzi tnącej, zmniejszając w ten sposób zjawisko narostu, i obniżając tym samym temperaturę..
Pomocne byłoby, gdyby zamieścił kolega zdjęcie en face i z profilu noża którego używa..
Jak widać temperatury są wysokie, i choć w aluminium będą z pewnością niższe, to jednak będą systematycznie cieniutką powierzchniową warstwę stali szybkotnącej osłabiać. Oczywiście zakładając optymalny kształt części tnącej i parametry obróbki dla danego materiału. Dodatkowy wzrost temperatury powodują też narosty powstające na krawędzi tnącej, które rozrywają (w mikroskali) materiał dzieląc go na wiór i caliznę. Mechanizm ten widać na filmie poniżej,
[youtube][/youtube]
dodatkowo narost psuje nam gładkość(chropowatość) powierzchni, widoczne jest to zwłaszcza w kolorowych.
Narosty powstają zawsze, należy je tylko jak najskuteczniej minimalizować, a to przez optymalną geometrię noża, a to przez chłodzenie/smarowanie. Sztywność maszyny i narzędzia, oraz ich wysokość do osi też odgrywają tu pewna rolę. Pisaliśmy o tym tu
https://www.cnc.info.pl/topics56/szukam ... 450,70.htm
a obszerniej o zagadnieniu znajdzie kolega m/innymi tu
http://www.tribologia.org/ptt/p50lat.htm
W geometrii noża HSS zwłaszcza do kolorowych niebagatelną role odgrywa kanałek spływu wióra, który poprawia szybkość "odejścia' wióra od krawędzi tnącej, zmniejszając w ten sposób zjawisko narostu, i obniżając tym samym temperaturę..
Pomocne byłoby, gdyby zamieścił kolega zdjęcie en face i z profilu noża którego używa..
pozdrawiam,
Roman
Roman






