



Gwinty



-
Blady
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 528
- Rejestracja: 16 mar 2013, 14:59
- Lokalizacja: Łódź
Grzebień, przymiar jakiś albo na oko jak już widzisz że stożek jest ostry ale uważać żeby nie przesadzic. Nie koniecznie musisz słuchać moich rad bo jestem laikiem, ale doświadczalnie sam do takich wniosków doszedłem I mi się to sprawdza. Wbrew pozorom zrobienie odpowiedniego wymiaru gwintu nie jest takie proste chodź jak zachowa się wszystkie parametry książkowo to niema h we wsi. Wyjść musi.
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2368
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Jak zaczynasz toczyć gwint, to masz średnicę zewnętrzną gwintu (czyli mierzoną na wierzchołku gwintu). Z tabelki bierzesz średnicę rdzenia śruby (czyli mierzoną w "dolince") i wiesz, ile musisz wjechać w materiał. Toczysz tak długo, aż odczytasz tą wartość na podziałce pokrętła (uważaj, czy masz skalę "na stronę", czy "na średnicę"). Ja ustawiam skalę tak, aby pokazywała zero na końcu toczenia, ale można też wyzerować na początku. W trakcie toczenia sprawdzam od czasu do czasu grzebieniem zarys gwintu, pod koniec wkręcam nakrętkę lub wzorzec (jeżeli gwint ma być dokładny - niestety, mam tylko parę typowych rozmiarów). Przed próbą z nakrętką dobrze jest oczyścić gwint szczotką drucianą.M 52 pisze:Skąd wiadomo, że gwint jest już gotowy
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ
-
 ALZ
ALZ
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3433
- Rejestracja: 06 sie 2004, 01:42
- Lokalizacja: Śląsk
- Kontakt:
W związku z tym ze ze mnie tokarz jak z koziej d.. rajzen tasza pytam bardziej doświadczonych.
Do nacięcia gwint lewy w nakrętce fi 28mm. Nóż z płytką o pełnym zarysie 1,5mm.
Ile dać naddatku aby gwint wyszedł czysty. Ja dałem 0,2 i zastanawiam się czy można dać mniejszy naddatek bez utraty jakości gwintu? Do tej pory robiłem to nożami standardowymi, ale płytki dają lepsze efekty chociaż trzeba się od nowa uczyć
Do nacięcia gwint lewy w nakrętce fi 28mm. Nóż z płytką o pełnym zarysie 1,5mm.
Ile dać naddatku aby gwint wyszedł czysty. Ja dałem 0,2 i zastanawiam się czy można dać mniejszy naddatek bez utraty jakości gwintu? Do tej pory robiłem to nożami standardowymi, ale płytki dają lepsze efekty chociaż trzeba się od nowa uczyć
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
http://www.google.pl/url?sa=t&rct=j&q=& ... Hc4FfhgXdQ (od str 34/42, oryg. od str. 325)
http://www.numeryczny.pl/?p=200
a uwzględniasz rodzaj materiału?
http://www.dwuzaworowe.pl/gara/180-redn ... materiaach
http://www.numeryczny.pl/?p=200
a uwzględniasz rodzaj materiału?
http://www.dwuzaworowe.pl/gara/180-redn ... materiaach
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Hm.. zazwyczaj 0,2 wystarczało, ale pewnie bez prób się nie obędzie...
a tu nie ma jakieś wskazówki?
http://www.google.pl/url?sa=t&rct=j&q=& ... Fw-kzjPR3Q
chyba strona 96 oryginału pod tabelą
a tu nie ma jakieś wskazówki?
http://www.google.pl/url?sa=t&rct=j&q=& ... Fw-kzjPR3Q
chyba strona 96 oryginału pod tabelą
Zalecenia dotyczące toczenia gwintów z zastosowaniem bocznych dosuwów wgłębnych.
Dodatkowy naddatek uwzględniony w wartości całkowitego dosuwu 0,05 mm; 0,002 cala
Materiał porównawczy CMC 02.1 MC P2.1.Z.AN
pozdrawiam,
Roman
Roman
-
 pioterek
pioterek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
Zawsze można sobie policzyć ile ten nóż ma się wgłębić w materiał przy gwintowaniu. Przy gwintach 60 stopni jest to o tyle proste, że przyjmując "a" jako połowę skoku gwintu to "c" jest jego całością. Nas interesuje wymiar "b" i jest on równy pierwiastkowi różnicy algebraicznej kwadratów liczb a i c
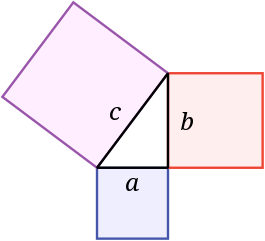
b=√c²-a²
Gdy skok wynosi 4mm to 4² =16 -2²=4 =√12 = 4,464
I zgodnie z normą na zaokrąglenia krawędzi gwintu wynik razy 5/8 daje 2,79mm
b=√c²-a²
Gdy skok wynosi 4mm to 4² =16 -2²=4 =√12 = 4,464
I zgodnie z normą na zaokrąglenia krawędzi gwintu wynik razy 5/8 daje 2,79mm
-
Andrzej 40
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2057
- Rejestracja: 11 wrz 2008, 16:04
- Lokalizacja: Poznań
Do poprawienia √12= 3,464; x5/8=2,165pioterek pisze: b=√c²-a²
Gdy skok wynosi 4mm to 4² =16 -2²=4 =√12 = 4,464
I zgodnie z normą na zaokrąglenia krawędzi gwintu wynik razy 5/8 daje 2,79mm
Wymiar b (wysokość) w trójkącie równobocznym : b= c/2x√3 ( c = skokowi śruby, 1/2√3 w zaokrągleniu 0,87). Można przyjmując współczynnik 5/8 na zaokrąglenie mnożyć skok przez 0,54 i dla skoku 4mm zamiast 2,165mm otrzymamy 2,16mm. Błąd 0,005mm.






