W zasadzie to co może kolega ewentualnie sprawdzić tak na szybko, to zawiera się na tej liście wyróżnione pierwszymi trzema kolorami : punkt 1- 14 (przy czym pierwszy na liście test p. 1 i 2 zależy od ustawienia konika do osi, a może być fabrycznie nieustawiony)
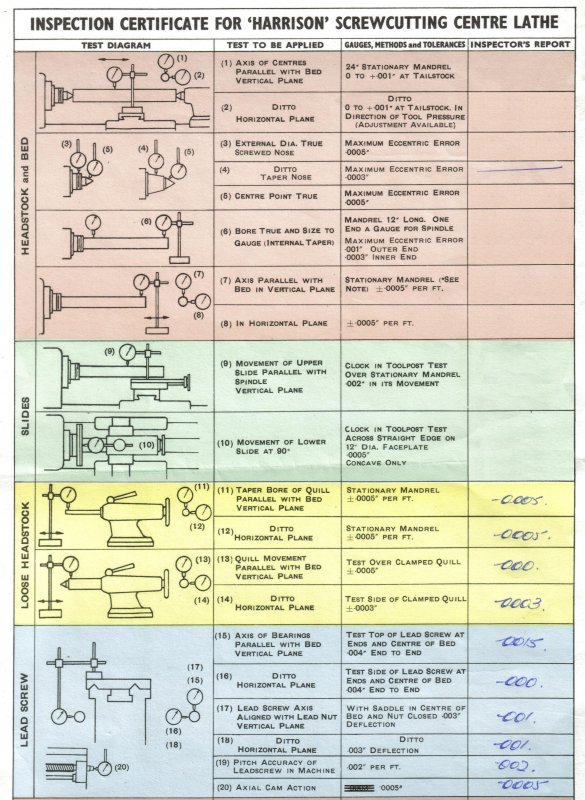
czyli głównie bicie wrzeciona, i bicie stożka wewnętrznego wrzeciona)(najlepiej zdjąć uchwyt)
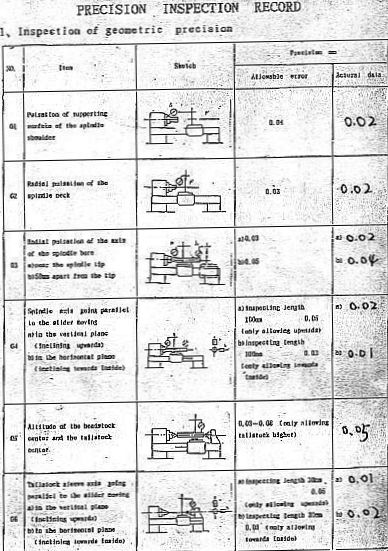
wartości typowe (docelowe) masz tu
najlepiej sobie pozapisywać (np wydrukuj tę listę, na niej zapisuj poszczególne uzyskane wyniki do weryfikacji).
Potrzebny do tego będzie statyw, najlepiej magnetyczny, z czujnikiem zegarowym lub jeszcze lepiej diatestem, i to w zasadzie wszystko co nam do wstępnej oceny będzie potrzebne. A później przydatne w pracy, wiec się kasa nie zmarnuje. Kły stałe powinny być na wyposażeniu maszyny.
Dodałbym jeszcze trzpień pomiarowy lub szlifowane wytaczadło,
(po co, to tu wyjaśnione
https://www.cnc.info.pl/topics56/os-wrz ... t55366.htm https://www.cnc.info.pl/topics56/uchwyt ... 100,10.htm i kilka innych testów ) do sprawdzania poz. 3, 4, 5, na liście
Należy jeszcze sprawdzić luz na łożyskowaniu wrzeciona przykładając do jego końcówki zegar (jak w p. 3 na liście) i ciągnąc za włożony w jego otwór (lub uchwyt),
https://www.cnc.info.pl/topics56/drgani ... t57795.htm
https://www.cnc.info.pl/topics56/ld-550 ... 551,10.htm
Tylko przy weryfikacji wyników pomiarów trzeba wziąć pod uwagę, że egzemplarz nie miał kasowanych luzów, i wyniki mogą odbiegać daleko od zalecanych.
Jeśli tak będzie to lepiej odłóż decyzję zakupu, i następnego dnia skonsultuj się z kolegami na forum czy brać...
Emocje i pośpiech najlepiej ochłodzić, bo to zły doradca...
Poszukaj jeszcze na forum tematów bicie i ustawianie...






")



 https://www.cnc.info.pl/topics56/przyrz ... t17656.htm
https://www.cnc.info.pl/topics56/przyrz ... t17656.htm")

")







