



ja standardowo jade frezem fi 2 proxxona 3m/min zagłebienie jak w artcamie 2,5mm wgłąb i na pół freza na grubośc oraz fi 2 kulka do wykonczeniowki - wszelkie płaskorzezbki itd. Zetka ma 3,5m/min na G0, takze na G1smiało mam 3m co pozwala na szybki proces frezowania zarowno zgrubnej ucieczki i pozycjonowania 2,5D jak i wymagającej obrobki wykonczeniowej rastrem 0,25mm, co przy obrazku powiedzmy glebokim na 11mm o wymiarach 250x300 pozwala przelecieć w 2 godziny
co prawda kiedys o malo nie zajechałem kressa jadąc frezem fi 12 w mdfie na glebokosc 5mm tymże drewniakiem - maszynka jest nie do zdarcia, a moje tymczasowe napędy na dlugich paskach są nadal tymczasowe hehe
w ostatnich kilku dni przepracowałą sobie 30 godzin bez zadnych problemów, także jak nie zabraknie ci kiedys opału to ta maszynka i ciebie przezyje hehe
Czy to sie nada?


-
michalrem
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 64
- Posty: 206
- Rejestracja: 24 lis 2012, 16:57
- Lokalizacja: Kamieniec Ząbkowicki
O to widze ze grubo  z tego co pamietam Twoja maszynka nie miala zastrzalow na bokach bramy i srube kulowa zamiast trapeza w osi Z. No i dlugie paski pozatym konstrukcja taka sama prawie. A i dlugosc osi y... Stol mam 500mm szeroki i prowadnice... Tez 500. Taki maly bubel. Stad pole robocze w Y wyszlo mi 350 mm. Ale wtstarczy kupic dluzsze walki na Y i pole poszerze do szerokosci stolu. A jak u siebie rozwiazales mocowanie detalu ?
z tego co pamietam Twoja maszynka nie miala zastrzalow na bokach bramy i srube kulowa zamiast trapeza w osi Z. No i dlugie paski pozatym konstrukcja taka sama prawie. A i dlugosc osi y... Stol mam 500mm szeroki i prowadnice... Tez 500. Taki maly bubel. Stad pole robocze w Y wyszlo mi 350 mm. Ale wtstarczy kupic dluzsze walki na Y i pole poszerze do szerokosci stolu. A jak u siebie rozwiazales mocowanie detalu ?
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
kiedys na wkrety do stolu
ale zeby go nie niszczyc najczesciej kupuje sobie klejonkę dluższą od calej maszynki i sciskami stolarskimi na koncach i moge sobie w srodku frezowac co mi przyjdzie do lba hehe
kiedys u jednego reklamiarza widziałem ze mocował detale np z drewna czy plastiku klejem na gorąco w laskach - kapnąl troche i szybko polozył detal, po roocie to podważał i odrywał, no jak na moj gust troche dziwna metoda, ale podobno skuteczna.
ale zeby go nie niszczyc najczesciej kupuje sobie klejonkę dluższą od calej maszynki i sciskami stolarskimi na koncach i moge sobie w srodku frezowac co mi przyjdzie do lba hehe
kiedys u jednego reklamiarza widziałem ze mocował detale np z drewna czy plastiku klejem na gorąco w laskach - kapnąl troche i szybko polozył detal, po roocie to podważał i odrywał, no jak na moj gust troche dziwna metoda, ale podobno skuteczna.
https://www.etsy.com/pl/shop/soltysdesign
-
michalrem
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 206
- Rejestracja: 24 lis 2012, 16:57
- Lokalizacja: Kamieniec Ząbkowicki
Pojawił się nowy problem z moją maszynką. Otóż ostatnio chciałem wyciąć otwór 25x4mm frezem 3,175 i wyciął mi za duży mniej więcej o grubość freza. Myślałem że zrobiłem błąd w piko (kierunek przejazdu narzędzia) ale zrobiłem test i narysowałem koło i kwadrat o boku/średnicy 100 mm i ustawiłem żeby mi przejechał raz z wewnątrz wektora a raz z zewnątrz. I co wyszło? Elementy które frezowałem w środku miały 92mm a elementy które z zewnątrz (powinny mieć dokładnie 100) mają 96mm. Oba boki dokładnie 96 także nie wnika to z jakiś nieznanych mi luzów bo w tedy myślę, że wyszły by np 96 a drugi 97mm a tak nie jest.
Sterowniki mam ustawione na 1/8 kroku czyli 1600 kroków na obrót silnika.
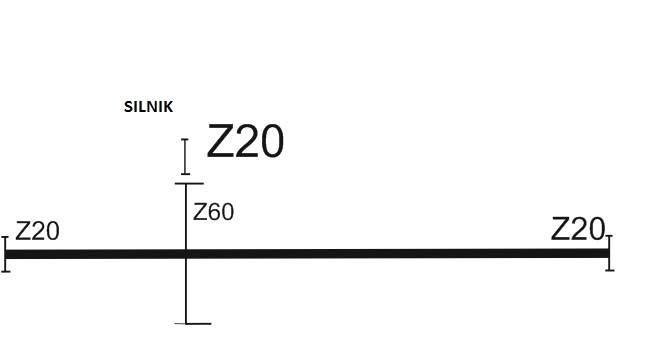
Tak wygląda mój napęd X i Y. Wszystkie koła 3m. Czyli przeliczając wychodzi że na 1600 kroków posuw wynosi 20mm.
Co może być przyczyną takiego błędu?
Sterowniki mam ustawione na 1/8 kroku czyli 1600 kroków na obrót silnika.
Tak wygląda mój napęd X i Y. Wszystkie koła 3m. Czyli przeliczając wychodzi że na 1600 kroków posuw wynosi 20mm.
Co może być przyczyną takiego błędu?
-
Raven
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 10
- Posty: 681
- Rejestracja: 24 paź 2011, 11:54
- Lokalizacja: Warszawa
Wytnij sobie krzyżyk ( znaczek + ) gdzie linie będą miały ściśle określoną długość np. 10cm, i będą wzdłuż X i Y.
Szybko ustalisz co jest problemem...
Jeśli podejrzewasz luzy na przeniesieniu napędu to dodatkowo zrób test frezując odcinek [-5,5].
Zaczynasz w 0, pierwszy ruch do 1, potem do -1, potem do 2, do -2, i tak do [-5,5].
Jeżeli będzie innej długości niż wejście w -5 i dojazd do 5 to luzy nawrotne mogą się odzywać.
Szybko ustalisz co jest problemem...
Jeśli podejrzewasz luzy na przeniesieniu napędu to dodatkowo zrób test frezując odcinek [-5,5].
Zaczynasz w 0, pierwszy ruch do 1, potem do -1, potem do 2, do -2, i tak do [-5,5].
Jeżeli będzie innej długości niż wejście w -5 i dojazd do 5 to luzy nawrotne mogą się odzywać.
-
michalrem
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 206
- Rejestracja: 24 lis 2012, 16:57
- Lokalizacja: Kamieniec Ząbkowicki
Znalazłem luz pomiędzy wałkiem a kołem z60. Trzeba było dokręcić robaczka. Wcześniej frezowanie koła równego było niemożliwe.


Teraz koło już wychodzi ok jednak dalej te wymiary mi uciekają. Nie jest to stała wielkość gdyż narysowałem 5 kwadratów o boku 10, 20,..., 50 mm i na największym brakowało 1mm do 50. Im kwadrat mniejszy to niedokładność była mniejsza. Spróbuje jeszcze poprawić naciąg pasów bo tylko to mi zostało. Chociaż myślę że jeśli by to była wina pasów to niezależnie od tego czy robię odcinek 50 czy 500 niedokładność była by zawsze stała. A tu tak nie jest.
Teraz koło już wychodzi ok jednak dalej te wymiary mi uciekają. Nie jest to stała wielkość gdyż narysowałem 5 kwadratów o boku 10, 20,..., 50 mm i na największym brakowało 1mm do 50. Im kwadrat mniejszy to niedokładność była mniejsza. Spróbuje jeszcze poprawić naciąg pasów bo tylko to mi zostało. Chociaż myślę że jeśli by to była wina pasów to niezależnie od tego czy robię odcinek 50 czy 500 niedokładność była by zawsze stała. A tu tak nie jest.


-
michalrem
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 64
- Posty: 206
- Rejestracja: 24 lis 2012, 16:57
- Lokalizacja: Kamieniec Ząbkowicki
Prostopadłość jest zachowana. Przy planowaniu stołu musiałem poprawiać ale teraz jest ok. A nawet jeśli by nie było to chyba nie ma to wpływu na błąd jaki występuje u mnie? Bo bawet jeśli frez nie byłby prostopadle do stołu to skoro ma przejechać odcinek np 50 mm to 50 mm i tyle. pod kątem 90 czy innym ale taki przejedzie. W każdym bądź razie to nie u mnie. Zmierze dokładnie jeszcze te paski, ewentualnie poprawie napięcie (choć to nie stały błąd tylko proporcjonalnie to wielkości obróbki także stawiam na to pierwsze) i zobaczymy. Dzięki póki co za porady






