



Frezarka 300x250x120, konstrukcja skręcana.



-
bioli68
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
Ustawienie prędkości w falowniku
Mam duży problem z wyświetlaniem obrotów wrzeciona. Ustawiam częstotliwość 400 Hz załączam falownik i wrzeciono pracuje z maksymalną szybkością. Na obudowie mam napisane 24000 rpm więc prawdopodobnie jest około 24000 obr/min. Na wyświetlaczu pojawia mi się F400,0. Wszystko jest ok. Teraz chciałbym aby mój 1,5 kW HUAN YANG wyświetlał prędkość obrotową wrzeciona. Klikam STOP, klawiszem >> przełączam na ROTT i złączam wrzeciono. Na wyświetlaczu mam 11520 obr/min. Czy można to jakoś przeskalować do rzeczywistej prędkości?
[ Dodano: 2013-05-09, 18:30 ]
Znalazłem PD144 załatwia sprawę.
[ Dodano: 2013-05-09, 18:30 ]
Znalazłem PD144 załatwia sprawę.
-
Skrzydlaty
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
-
bioli68
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
Ja to odbieram jako współczynnik, przez który mnożymy częstotliwość. Standardowo na początku miałem ustawione 1440 ( ustawienia fabryczne). Zmieniłem na:
- 1000 i miałem 8000 obr/min
- 4000 i miałem 32000 obr/min
Ostatecznie ustawiłem 3000 i śmiga, pokazuje 24000 obr/min.
Liczba par biegunów też jest stała, dlatego wydaje mi się, że można tym to ustawić.
- 1000 i miałem 8000 obr/min
- 4000 i miałem 32000 obr/min
Ostatecznie ustawiłem 3000 i śmiga, pokazuje 24000 obr/min.
Liczba par biegunów też jest stała, dlatego wydaje mi się, że można tym to ustawić.
-
Skrzydlaty
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
-
bioli68
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
Fotki z montażu chinczyka i sterownika
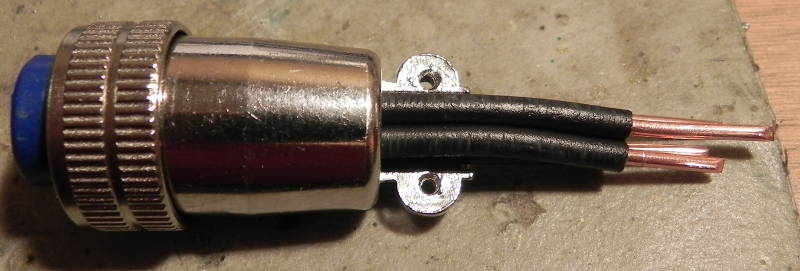
Przedstawiam pare zdjęć z podłączenia wtyczki do chińczyka. Może przyda się dla początkujących. Wtyczka oczywiście była zbyt mała do tego aby pomieścić 4 żyły.
Na początek podłączenie 4 przewodów do wtyczki:

Obudowa już zamknieta
Teraz podłączenie grubego przewodu (4x2,5 mm). Najpierw lutowanie każdej żyły.

Koszulka:


Wszystkie żyły podłączone:

Teraz pora na ekran:

Na wierzch koszulka:

i gotowe:

Obiecałem kiedyś, że pokaże sterownik w całości. Wygląda on tak:
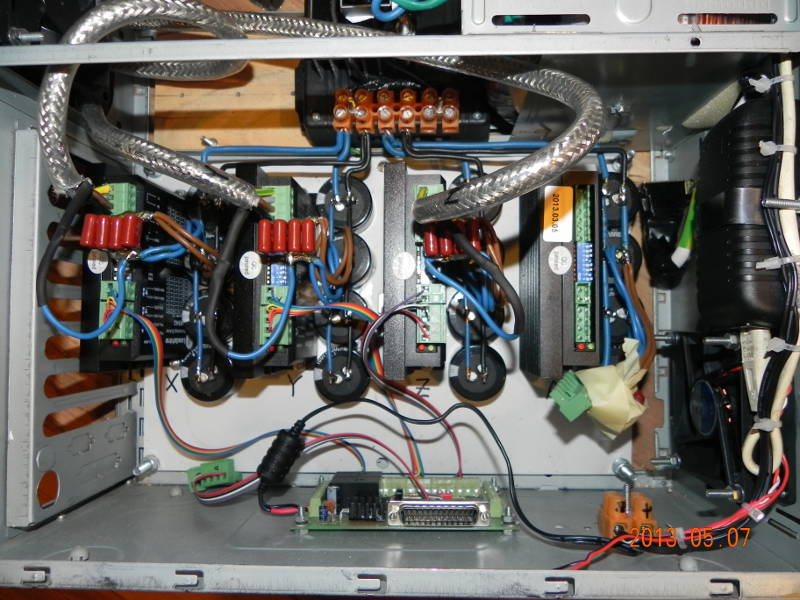
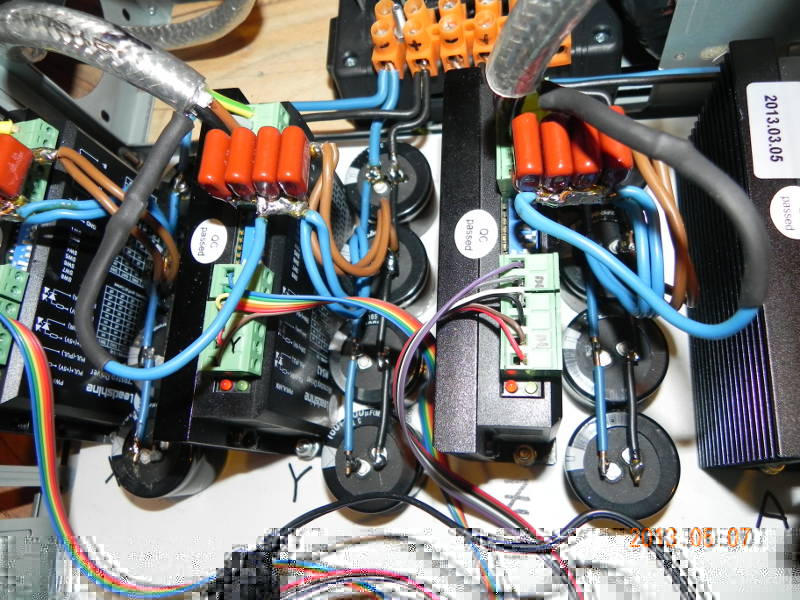
Dołożyłem sterowanie 4 osi i podłączyłem ekrany od silników. Tutaj to widać lepiej:
Na koniec mam pytanie. Dostałem w spadku takie frezy. Czy nadają się one do aluminium PA11? Średnica 3mm.

Na początek podłączenie 4 przewodów do wtyczki:
Obudowa już zamknieta
Teraz podłączenie grubego przewodu (4x2,5 mm). Najpierw lutowanie każdej żyły.
Koszulka:
Wszystkie żyły podłączone:
Teraz pora na ekran:
Na wierzch koszulka:
i gotowe:
Obiecałem kiedyś, że pokaże sterownik w całości. Wygląda on tak:
Dołożyłem sterowanie 4 osi i podłączyłem ekrany od silników. Tutaj to widać lepiej:
Na koniec mam pytanie. Dostałem w spadku takie frezy. Czy nadają się one do aluminium PA11? Średnica 3mm.
")

-
bioli68
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
Frezy - jakie parametry
Frezy mają średnicę 3mm. Mają dwa pióra i chyba są typu HSS. Próbowałem nimi coś podziałać w PA11. Zamocowałem materiał w taki sposób:
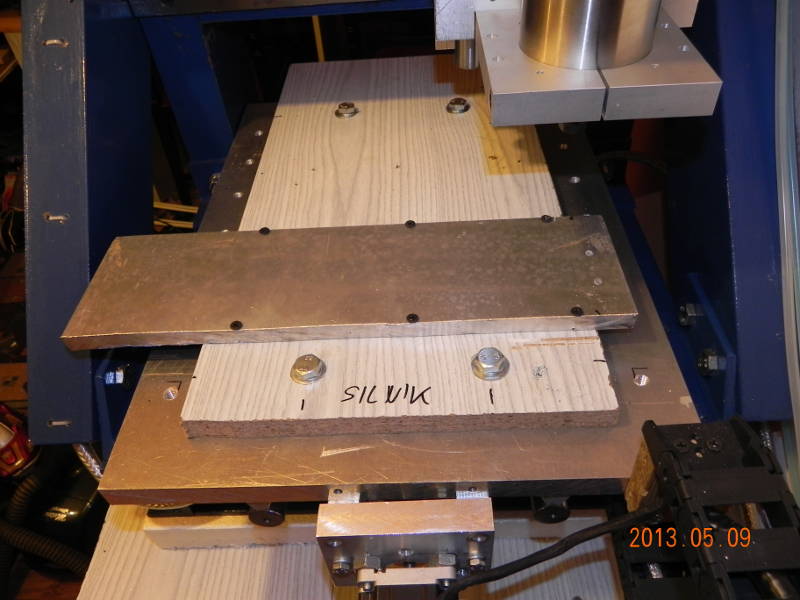
i ustawiłem coś takiego:
- obroty 7800, posuw 500 mm/min, zagłębienie 0,7mm
efekt był opłakany:

Frez wytrzymywał mniej więcej 5 sekund. Skonsultowałem się doświadczonym frezerem i stwierdził, że za szybko. Na początek zaproponował abym ustawił:
- obroty 10 000, posuw 48mm/min, zagłębienie 0,25mm
Frez działał bez zarzutu, zrobił co do niego należało, nie nagrzewał się i pozostał ostry po pracy. Jedyna wada to bardzo długi czas frezowania. Postanowiłem sam obliczyć parametry skrawania. Pobrałem katalog ze strony DOLFAMEX'u. Otworzyłem na wzorkach i danych. Znalazłem podobne frezy do moich. Nie wiem czy dobrze to zrobiłem ale moje kroki były takie:
1) kategoria materiału ALUMINIUM PA11
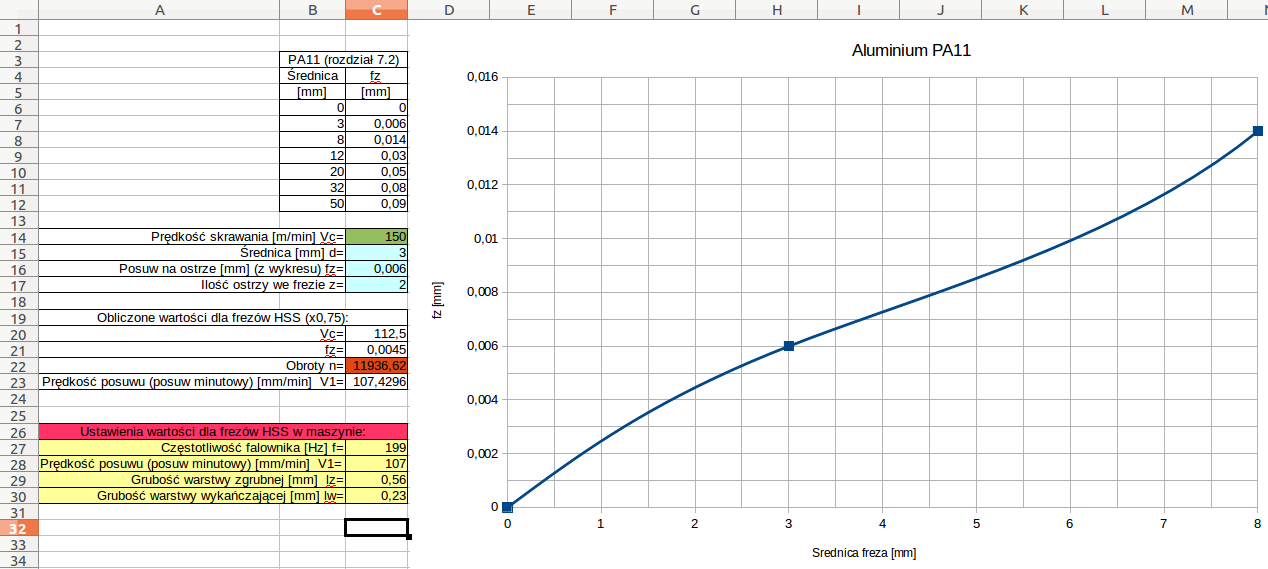
2) na podstawie tabeli odczytałem prędkość skrawania Vc=150 m/min, dla HSS należy pomniejszyć o 25% co dało mi wartość 112,5 m/min
3) na podstawie tabeli dla średnicy freza 3mm odczytałem posuw na ostrze fz=0.006 mm, dla HSS pomniejszyłem 0 25% czyli fz=0,0045 mm
4) ze wzoru n= Vc*1000 / (PI*d) obliczyłem obroty n=11 936 obr/min, steruję falownikiem mokrego chińczyka, który ma 24000 obr/min przy 400Hz, z proporcji obliczyłem częstotliwość falownika f=199 Hz
5) ze wzoru V1=fz*z*n obliczyłem szybkość posuwu, ilość ostrzy z=2 co dało mi 107 mm/min
6) grubość warstwy frezowanej na 1 raz przy frezowaniu zgrubnym w pełnym materiale lz= 0,25 * d, wartość pomniejszyłem dla HSS o 25 % co dało mi lz=0,56 mm
7) grubość warstwy frezowanej na 1 raz przy frezowaniu wykańczającym w pełnym materiale lz= 0,1 * d, wartość pomniejszyłem dla HSS o 25 % co dało mi lz=0,23 mm
Ostatecznie dałem następujące parametry:
- obroty n=12 000 obr/min (f=200 Hz)
- szybkość posuwu v1=107 mm/min
- grubość warstwy zbieranej lz=0,5 mm
Frezowanie odbywało się trochę szybciej, frez przeżył.
Stworzyłem sobie arkusz do obliczeń coby było szybciej. I jeszcze jedno, w katalogu były wartości tylko dla frezów o średnicy 3, 8, 12, 20, 32, 50 mm. Ja używam 3, 4, 8, może kiedyś 6 mm. Postanowiłem narysować wykres dla wartości z katalogu i odczytać pozostałe brakujące mnie średnice. Zależność fz od średnicy zapewne jest nieliniowa dlatego stworzyłem sobie arkusz. Narysowałem wykres, zaznaczyłem wartości z katalogu i aproksymowałem podane punkty za pomocą krzywej matematycznej. Po wygładzeniu krzywej rozciągnąłem zakresy średnic na te, które mi odpowiadają. Powstało coś takiego:
Zdaję sobie sprawę z tego, że doświadczenie jedno a teoria drugie. Nie mniej jednak od czegoś trzeba zacząć. Czy moje obliczenia są słuszne?
i ustawiłem coś takiego:
- obroty 7800, posuw 500 mm/min, zagłębienie 0,7mm
efekt był opłakany:
Frez wytrzymywał mniej więcej 5 sekund. Skonsultowałem się doświadczonym frezerem i stwierdził, że za szybko. Na początek zaproponował abym ustawił:
- obroty 10 000, posuw 48mm/min, zagłębienie 0,25mm
Frez działał bez zarzutu, zrobił co do niego należało, nie nagrzewał się i pozostał ostry po pracy. Jedyna wada to bardzo długi czas frezowania. Postanowiłem sam obliczyć parametry skrawania. Pobrałem katalog ze strony DOLFAMEX'u. Otworzyłem na wzorkach i danych. Znalazłem podobne frezy do moich. Nie wiem czy dobrze to zrobiłem ale moje kroki były takie:
1) kategoria materiału ALUMINIUM PA11
2) na podstawie tabeli odczytałem prędkość skrawania Vc=150 m/min, dla HSS należy pomniejszyć o 25% co dało mi wartość 112,5 m/min
3) na podstawie tabeli dla średnicy freza 3mm odczytałem posuw na ostrze fz=0.006 mm, dla HSS pomniejszyłem 0 25% czyli fz=0,0045 mm
4) ze wzoru n= Vc*1000 / (PI*d) obliczyłem obroty n=11 936 obr/min, steruję falownikiem mokrego chińczyka, który ma 24000 obr/min przy 400Hz, z proporcji obliczyłem częstotliwość falownika f=199 Hz
5) ze wzoru V1=fz*z*n obliczyłem szybkość posuwu, ilość ostrzy z=2 co dało mi 107 mm/min
6) grubość warstwy frezowanej na 1 raz przy frezowaniu zgrubnym w pełnym materiale lz= 0,25 * d, wartość pomniejszyłem dla HSS o 25 % co dało mi lz=0,56 mm
7) grubość warstwy frezowanej na 1 raz przy frezowaniu wykańczającym w pełnym materiale lz= 0,1 * d, wartość pomniejszyłem dla HSS o 25 % co dało mi lz=0,23 mm
Ostatecznie dałem następujące parametry:
- obroty n=12 000 obr/min (f=200 Hz)
- szybkość posuwu v1=107 mm/min
- grubość warstwy zbieranej lz=0,5 mm
Frezowanie odbywało się trochę szybciej, frez przeżył.
Stworzyłem sobie arkusz do obliczeń coby było szybciej. I jeszcze jedno, w katalogu były wartości tylko dla frezów o średnicy 3, 8, 12, 20, 32, 50 mm. Ja używam 3, 4, 8, może kiedyś 6 mm. Postanowiłem narysować wykres dla wartości z katalogu i odczytać pozostałe brakujące mnie średnice. Zależność fz od średnicy zapewne jest nieliniowa dlatego stworzyłem sobie arkusz. Narysowałem wykres, zaznaczyłem wartości z katalogu i aproksymowałem podane punkty za pomocą krzywej matematycznej. Po wygładzeniu krzywej rozciągnąłem zakresy średnic na te, które mi odpowiadają. Powstało coś takiego:
Zdaję sobie sprawę z tego, że doświadczenie jedno a teoria drugie. Nie mniej jednak od czegoś trzeba zacząć. Czy moje obliczenia są słuszne?
-
 ursus_arctos
ursus_arctos
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 2083
- Rejestracja: 11 cze 2011, 18:29
- Lokalizacja: Warszawa / Lublin
Kup sobie za 11zł frez z węglika i zapomnij o problemach.
Ja na swojej drewnianej maszynie frezowałem PA6 z następującymi parametrami:
- frez 2-piórowy 3mm
- praca całą szerokością frezu (rozcinanie)
- zagłębienie 0.7mm
- posuw 600mm/min
- obroty 20000rpm
Smarowanie/chłodzenie: woda+olej jadalny (!)+ludwik+spirytus, aplikowane przez ręczny atomizer.
Gdyby maszyna była sztywniejsza, ten sam frez mógłby pracować pewnie 10x szybciej (licząc objętość skrawanego materiału).
Ja na swojej drewnianej maszynie frezowałem PA6 z następującymi parametrami:
- frez 2-piórowy 3mm
- praca całą szerokością frezu (rozcinanie)
- zagłębienie 0.7mm
- posuw 600mm/min
- obroty 20000rpm
Smarowanie/chłodzenie: woda+olej jadalny (!)+ludwik+spirytus, aplikowane przez ręczny atomizer.
Gdyby maszyna była sztywniejsza, ten sam frez mógłby pracować pewnie 10x szybciej (licząc objętość skrawanego materiału).






